TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024044257
公報種別
公開特許公報(A)
公開日
2024-04-02
出願番号
2022149678
出願日
2022-09-21
発明の名称
鋳造用金型
出願人
本田技研工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22C
9/06 20060101AFI20240326BHJP(鋳造;粉末冶金)
要約
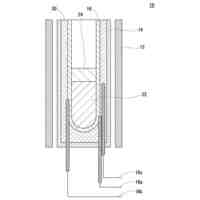
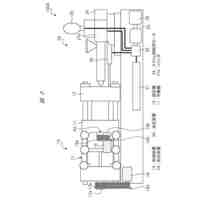
【解決手段】鋳造用金型10は、製品を形成するキャビティ30と、キャビティ30に溶湯を導く湯道34と、を有し、キャビティ30を有する金型本体18と、金型本体18に取り付けられ、湯道34を形成する複数の部分金型19と、複数の部分金型19の合わせ面を跨いで配置され、湯道34の内面を覆うカバー部材60と、カバー部材60で覆われた部分で隣接する部分金型19の合わせ面の間に設けられ、鋳造時の部分金型19の熱膨張を許容する間隙75、80、82と、間隙75、80、82に配置されたシート状のシール部材28と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
製品を形成するキャビティと、前記キャビティに溶湯を導く湯道と、を有する鋳造用金型であって、
前記キャビティを有する金型本体と、
前記金型本体に取り付けられ、前記湯道を形成する複数の部分金型と、
複数の前記部分金型の合わせ面を跨いで配置され、前記湯道の内面を覆うカバー部材と、
前記カバー部材で覆われた部分で隣接する前記部分金型の前記合わせ面の間に設けられ、鋳造時の前記部分金型の熱膨張を許容する間隙と、
前記間隙に配置されたシート状のシール部材と、を備えた、
鋳造用金型。
続きを表示(約 1,400 文字)
【請求項2】
請求項1記載の鋳造用金型であって、前記シール部材の厚さ方向の寸法は、冷間時での前記間隙の寸法よりも小さい、
鋳造用金型。
【請求項3】
請求項1記載の鋳造用金型であって、前記金型本体と前記部分金型とが固定金型を構成するとともに、前記固定金型に対して開閉可能な可動金型とをさらに備え、
前記シール部材は、前記固定金型と前記可動金型との分離面以外の前記部分金型の前記分離面に配置される、
鋳造用金型。
【請求項4】
請求項1記載の鋳造用金型であって、前記間隙は、前記湯道との境界に、前記湯道に向かうにしたがって前記間隙の幅が広がる拡幅部を有する、
鋳造用金型。
【請求項5】
請求項4記載の鋳造用金型であって、前記シール部材は、前記拡幅部よりも奥に配置されている、
鋳造用金型。
【請求項6】
請求項1記載の鋳造用金型であって、前記シール部材は、シリカ耐熱布又はアルミナ耐熱布よりなる、
鋳造用金型。
【請求項7】
請求項1記載の鋳造用金型であって、さらに、複数の前記部分金型を前記金型本体に連結させる連結構造を備え、前記連結構造は、
前記部分金型の前記熱膨張による変位を許容しつつ前記部分金型と当接する取付面と、
前記部分金型と前記金型本体とを相対変位不能に連結するキー構造と、
前記キー構造よりも前記合わせ面に接近した位置に配置され、前記部分金型と前記金型本体とを前記取付面の方向に移動可能に接続する連結ボルトと、を有する、
鋳造用金型。
【請求項8】
請求項1~7のいずれか1項に記載の鋳造用金型であって、前記湯道は、
湯口から下向きに延びるメインランナーと、
前記メインランナーの下端部に位置し溶湯の向きを変える屈曲部と、
前記屈曲部から第1方向に延びる第1サブランナーと、
前記屈曲部から前記第1方向と反対向きの第2方向に延びる第2サブランナーと、を有し、
前記部分金型は、前記メインランナーの上部を形成する第2部分金型と、
前記第2部分金型の下に位置し、前記メインランナーの下部、前記屈曲部、及び前記第1サブランナーを形成する第3部分金型と、
前記第2部分金型の下に位置し、前記メインランナーの下部、前記屈曲部及び前記第2サブランナーを形成する第4部分金型と、を有し、
前記カバー部材は、前記第2部分金型と、前記第3部分金型と、前記第4部分金型との前記合わせ面を跨いで前記湯道を覆う、
鋳造用金型。
【請求項9】
請求項8記載の鋳造用金型であって、前記屈曲部は、前記メインランナーと前記第1サブランナーとの境界及び前記メインランナーと前記第2サブランナーとの境界に、内方に凸の曲率を有する曲面を有する、
鋳造用金型。
【請求項10】
請求項9記載の鋳造用金型であって、前記カバー部材は、前記メインランナーに沿って延びる本体部と、前記本体部から前記第1方向及び前記第2方向に延び出て、前記第1サブランナーとの境界の前記曲面と、前記第2サブランナーとの境界の前記曲面とを覆う一対の袖部とを有する、
鋳造用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、キャビティに溶湯を導く湯口及び湯道を有する鋳造用金型に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
自動車部品の製造に鋳造技術が用いられている。鋳造製品の製造には、キャビティと、キャビティに溶湯を導く湯口及び湯道を有する鋳造用金型が用いられる。鋳造用金型の中でも、重力鋳造を行う鋳造用金型では、湯口から注湯された高温の溶湯が湯道を通り、湯底部で折り返してキャビティに導入される。
【0003】
このような重力鋳造用の鋳造用金型では、湯底部でクラックが生じるという問題がある。湯底部は、高温と冷却が繰り返されるため、膨張と収縮とが繰り返され、クラック等の損傷が発生しやすい。
【0004】
このような鋳造用金型の損傷に対応するため、特許文献1に記載されたように、損傷の激しい湯口からキャビティに向かう湯道を分割可能な複数の部分金型で構成する鋳造用金型が提案されている。この鋳造用金型は、湯底部の損傷を防ぐために、湯道の内部に熱伝導性の低いカバー部材を配置する。この鋳造用金型は、カバー部材を配置することで、熱膨張と熱収縮とを抑制でき、クラックの発生頻度を抑制できる。また、上記の鋳造用金型は、損傷した部分のみを分離して補修可能なため、修理に要する工数の削減と、修理期間の短縮による稼働率向上を図れる。
【先行技術文献】
【特許文献】
【0005】
特開2022-036639号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記の鋳造用金型は、型閉じの際の振動や、それまでの鋳造で生じた微細なバリの残り等によって、カバー部材が金型表面から浮いた状態となりやすい。その結果、湯底部の表面とカバー部材とに隙間を生じて溶湯がカバー部材と金型表面との隙間に侵入し、部分金型の合わせ面にバリを形成することがある。このため、従来の鋳造用金型では、離型の際にバリが張り付いて製品を変形させるといった問題を有する。
【0007】
そこで、鋳造用金型のクラックによる損傷を防止でき、かつ部分金型の合わせ面にバリが生じるのを抑制できる、鋳造用金型が求められる。
【0008】
本発明は、上記した課題を解決することを目的とする。
【課題を解決するための手段】
【0009】
以下の開示の一観点は、製品を形成するキャビティと、前記キャビティに溶湯を導く湯道と、を有する鋳造用金型であって、前記キャビティを有する金型本体と、前記金型本体に取り付けられ、前記湯道を形成する複数の部分金型と、複数の前記部分金型の合わせ面を跨いで配置され、前記湯道の内面を覆うカバー部材と、前記カバー部材で覆われた部分で隣接する前記部分金型の前記合わせ面の間に設けられ、鋳造時の前記部分金型の熱膨張を許容する間隙と、前記間隙に配置されたシート状のシール部材と、を備えた、鋳造用金型にある。
【発明の効果】
【0010】
上記観点の鋳造用金型は、鋳造用金型のクラックによる損傷を防止でき、かつ部分金型の合わせ面でのバリの発生を抑制できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
18日前
トヨタ自動車株式会社
保持炉
20日前
トヨタ自動車株式会社
鋳造装置
13日前
トヨタ自動車株式会社
金型装置
11日前
リョービ株式会社
ダイカスト金型
1か月前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
芝浦機械株式会社
射出装置及び成形機
6日前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
19日前
トヨタ自動車株式会社
複合中子の製造方法
11日前
トヨタ自動車株式会社
金型の温度制御方法
19日前
トヨタ自動車株式会社
ダイカスト鋳造装置
13日前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
株式会社イーエム
固形潤滑剤供給装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
6日前
石福金属興業株式会社
PtAu合金粉末の製造方法
11日前
黒崎播磨株式会社
浸漬ノズル
2か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
株式会社IHI
造形方法及びサポート部材
11日前
新東工業株式会社
鋳型造型方法及び鋳型材料
20日前
株式会社日本製鋼所
射出成形機
1か月前
花王株式会社
鋳物製造用構造体
1か月前
国立大学法人北海道大学
低融点金属粉末の製造方法
2か月前
株式会社IHI
積層造形装置及び積層造形方法
27日前
東邦チタニウム株式会社
銅粉の製造方法
6日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ