TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024053558
公報種別
公開特許公報(A)
公開日
2024-04-15
出願番号
2023171448
出願日
2023-10-02
発明の名称
鋼管の連結構造および鋼管継手用の鋼管製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
E02D
5/24 20060101AFI20240408BHJP(水工;基礎;土砂の移送)
要約
【課題】鋼管の連結構造において、継手部材の構造性能を確保しながら低コスト化を可能にする。
【解決手段】第1および第2の鋼管を軸方向に連結する鋼管の連結構造は、第1の鋼管に接合される内嵌部材と、第2の鋼管に接合される外嵌部材とを備える。内嵌部材は、外嵌部材の内側に嵌合する第1の嵌合部を含み、外嵌部材は、内嵌部材の外側に嵌合する第2の嵌合部を含み、第1および第2の嵌合部は、軸方向についての抜け止め構造を有し、内嵌部材および外嵌部材は、溶接部が鋼管の軸方向に延びるベンドロール管で形成され、ベンドロール管を形成する鋼材の降伏点または0.2%耐力の少なくとも一方が215MPa以上550MPa以下、引張強さが400MPa以上720MPa以下であり、溶接部における溶融凝固部のベンドロール管の周方向における幅は、径方向の全厚にわたり1mmよりも大きい。
【選択図】図1
特許請求の範囲
【請求項1】
第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、
前記第1の鋼管の前記軸方向の端部に接合される内嵌部材と、前記第2の鋼管の前記軸方向の端部に接合される外嵌部材とを備え、
前記内嵌部材は、前記外嵌部材の内側に嵌合する第1の嵌合部を含み、前記外嵌部材は、前記内嵌部材の外側に嵌合する第2の嵌合部を含み、前記第1および第2の嵌合部は、前記軸方向についての抜け止め構造を有し、
前記内嵌部材および前記外嵌部材は、溶接部が前記軸方向に延びるベンドロール管で形成され、前記ベンドロール管を形成する鋼材の降伏点または0.2%耐力の少なくとも一方が215MPa以上550MPa以下、引張強さが400MPa以上720MPa以下であり、
前記溶接部における溶融凝固部の前記ベンドロール管の周方向における幅は、径方向の全厚にわたり1mmよりも大きい、鋼管の連結構造。
続きを表示(約 1,200 文字)
【請求項2】
前記ベンドロール管の板厚は30mm以上70mm以下である、請求項1に記載の鋼管の連結構造。
【請求項3】
前記溶接部は、前記内嵌部材および前記外嵌部材の周方向の剛性が相対的に低い部分に配置される、請求項1に記載の鋼管の連結構造。
【請求項4】
前記抜け止め構造は、前記第1の嵌合部の外側で前記周方向について第1の間隙部分を挟んで複数形成される第1の突出部と、前記第2の嵌合部の内側で前記周方向について第2の間隙部分を挟んで複数形成される第2の突出部とを含み、
前記第1および第2の突出部は、前記内嵌部材を前記外嵌部材の内側に嵌合させた状態で所定の位置まで回転させたときに互いに係合するように構成され、
前記溶接部は、前記第1の間隙部分および前記第2の間隙部分に位置する、請求項3に記載の鋼管の連結構造。
【請求項5】
前記溶接部は、前記内嵌部材および前記外嵌部材の周方向の剛性が相対的に低い部分に配置される、請求項2に記載の鋼管の連結構造。
【請求項6】
前記抜け止め構造は、前記第1の嵌合部の外側で前記周方向について第1の間隙部分を挟んで複数形成される第1の突出部と、前記第2の嵌合部の内側で前記周方向について第2の間隙部分を挟んで複数形成される第2の突出部とを含み、
前記第1および第2の突出部は、前記内嵌部材を前記外嵌部材の内側に嵌合させた状態で所定の位置まで回転させたときに互いに係合するように構成され、
前記溶接部は、前記第1の間隙部分および前記第2の間隙部分に位置する、請求項5に記載の鋼管の連結構造。
【請求項7】
前記内嵌部材のうち前記第1の鋼管に接合される接合部の板厚が前記第1の鋼管の板厚よりも厚く、かつ前記外嵌部材のうち前記第2の鋼管に接合される接合部の板厚が前記第2の鋼管の板厚よりも厚いか、
前記内嵌部材のうち前記第1の鋼管に接合される接合部の板厚が前記第1の鋼管の板厚よりも厚いか、または
前記外嵌部材のうち前記第2の鋼管に接合される接合部の板厚が前記第2の鋼管の板厚よりも厚い、請求項1から請求項6のいずれか1項に記載の鋼管の連結構造。
【請求項8】
鋼管継手用の鋼管製造方法であって、
降伏点または0.2%耐力の少なくとも一方が215MPa以上550MPa以下、引張強さが400MPa以上720MPa以下である鋼板を板巻き加工する工程と、
前記板巻き加工された鋼板の端部同士を幅1mmよりも大きい溶融凝固部が形成されるように溶接することによって前記鋼板をベンドロール管にする工程と
を含む、鋼管継手用の鋼管製造方法。
【請求項9】
前記ベンドロール管の板厚は30mm以上70mm以下である、請求項8に記載の鋼管継手用の鋼管製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼管の連結構造および鋼管継手用の鋼管製造方法に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
鋼管同士を連結する方法として溶接が一般的であるが、鋼管径が拡大すると溶接時間が大幅に増加し、溶接工の技量や天候によって溶接品質にばらつきが生じるという問題がある。また、空頭制限のある現場では連結箇所が多くなり作業時間の短縮が求められる。そこで、現場での溶接作業を伴わず短時間での施工が可能な機械式継手を用いた鋼管接合方法が提案されている。例えば特許文献1および特許文献2には、鋼管の軸方向端部に予め溶接された内嵌部材および外嵌部材を用いた連結構造が記載されている。この方法では、内嵌部材を外嵌部材の内側に嵌合させた状態で回転させたときに、内嵌部材の外側および外嵌部材の内側でそれぞれ周方向に複数形成された突出部が互いに係合することによって鋼管同士が連結される。このような連結構造は、鋼管同士を溶接する場合に比べて施工性が高く、また十分な曲げ耐力を確保できるという利点を有する。
【先行技術文献】
【特許文献】
【0003】
特開2016-29250号公報
特開2015-143466号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような連結構造における継手部材は、突出部などを形成したことによる断面欠損があっても十分な引張力、圧縮力、およびせん断力を伝達して曲げ耐力を発揮できるように、強度を高める合金材料を使用したり、継手部材として用いられる鋼管を鍛造によって成形したり、熱処理を行ったりすることによって製造される。しかしながら、合金材料はそれ自体が高価であり、鋼管と継手部材との間の溶接においても継手部材の強度に合わせた高強度の溶接材料が必要になる。また、溶接時の予熱および後熱も必要になることによって余分なコストが生じる上、作業性も低くなる。鍛造による成形や熱処理も、コストが高くなる点では同様である。
【0005】
そこで、本発明は、継手部材の構造性能を確保しながら低コスト化を可能にした鋼管の連結構造および鋼管継手用の鋼管製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
[1]第1および第2の鋼管を軸方向に連結する鋼管の連結構造であって、上記第1の鋼管の上記軸方向の端部に接合される内嵌部材と、上記第2の鋼管の上記軸方向の端部に接合される外嵌部材とを備え、上記内嵌部材は、上記外嵌部材の内側に嵌合する第1の嵌合部を含み、上記外嵌部材は、上記内嵌部材の外側に嵌合する第2の嵌合部を含み、上記第1および第2の嵌合部は、上記軸方向についての抜け止め構造を有し、上記内嵌部材および上記外嵌部材は、溶接部が上記軸方向に延びるベンドロール管で形成され、上記ベンドロール管を形成する鋼材の降伏点または0.2%耐力の少なくとも一方が215MPa以上550MPa以下、引張強さが400MPa以上720MPa以下であり、上記溶接部における溶融凝固部の上記ベンドロール管の周方向における幅は、径方向の全厚にわたり1mmよりも大きい、鋼管の連結構造。
[2]上記ベンドロール管の板厚は30mm以上70mm以下である、[1]に記載の鋼管の連結構造。
[3]上記溶接部は、上記内嵌部材および上記外嵌部材の周方向の剛性が相対的に低い部分に配置される、[1]に記載の鋼管の連結構造。
[4]上記抜け止め構造は、上記第1の嵌合部の外側で上記周方向について第1の間隙部分を挟んで複数形成される第1の突出部と、上記第2の嵌合部の内側で上記周方向について第2の間隙部分を挟んで複数形成される第2の突出部とを含み、上記第1および第2の突出部は、上記内嵌部材を上記外嵌部材の内側に嵌合させた状態で所定の位置まで回転させたときに互いに係合するように構成され、上記溶接部は、上記第1の間隙部分および上記第2の間隙部分に位置する、[3]に記載の鋼管の連結構造。
[5]上記溶接部は、上記内嵌部材および上記外嵌部材の周方向の剛性が相対的に低い部分に配置される、[2]に記載の鋼管の連結構造。
[6]上記抜け止め構造は、上記第1の嵌合部の外側で上記周方向について第1の間隙部分を挟んで複数形成される第1の突出部と、上記第2の嵌合部の内側で上記周方向について第2の間隙部分を挟んで複数形成される第2の突出部とを含み、上記第1および第2の突出部は、上記内嵌部材を上記外嵌部材の内側に嵌合させた状態で所定の位置まで回転させたときに互いに係合するように構成され、上記溶接部は、上記第1の間隙部分および上記第2の間隙部分に位置する、[5]に記載の鋼管の連結構造。
[7]上記内嵌部材のうち上記第1の鋼管に接合される接合部の板厚が上記第1の鋼管の板厚よりも厚く、かつ上記外嵌部材のうち上記第2の鋼管に接合される接合部の板厚が上記第2の鋼管の板厚よりも厚いか、上記内嵌部材のうち上記第1の鋼管に接合される接合部の板厚が上記第1の鋼管の板厚よりも厚いか、または上記外嵌部材のうち上記第2の鋼管に接合される接合部の板厚が上記第2の鋼管の板厚よりも厚い、[1]から[6]のいずれか1項に記載の鋼管の連結構造。
[8]鋼管継手用の鋼管製造方法であって、降伏点または0.2%耐力の少なくとも一方が215MPa以上550MPa以下、引張強さが400MPa以上720MPa以下である鋼板を板巻き加工する工程と、上記板巻き加工された鋼板の端部同士を幅1mmよりも大きい溶融凝固部が形成されるように溶接することによって上記鋼板をベンドロール管にする工程とを含む、鋼管継手用の鋼管製造方法。
[9]上記ベンドロール管の板厚は30mm以上70mm以下である、[8]に記載の鋼管継手用の鋼管製造方法。
【発明の効果】
【0007】
上記の構成によれば、鋼管の軸方向についての抜け止め構造を有する継手部材において、溶接部が軸方向に延びるベンドロール管を使用することによって、例えば鋼管と同等の低強度材料で継手部材を形成することができるため、鋼管の連結構造における構造性能を確保しつつ、低コスト化が可能になる。
【図面の簡単な説明】
【0008】
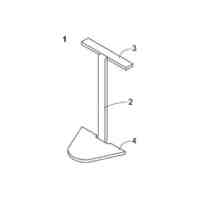
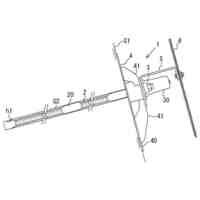
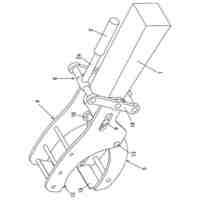
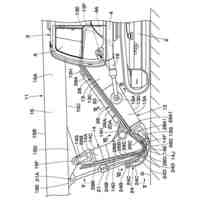
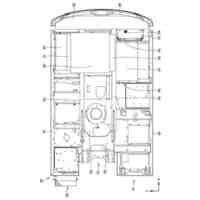
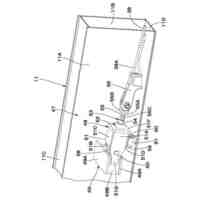
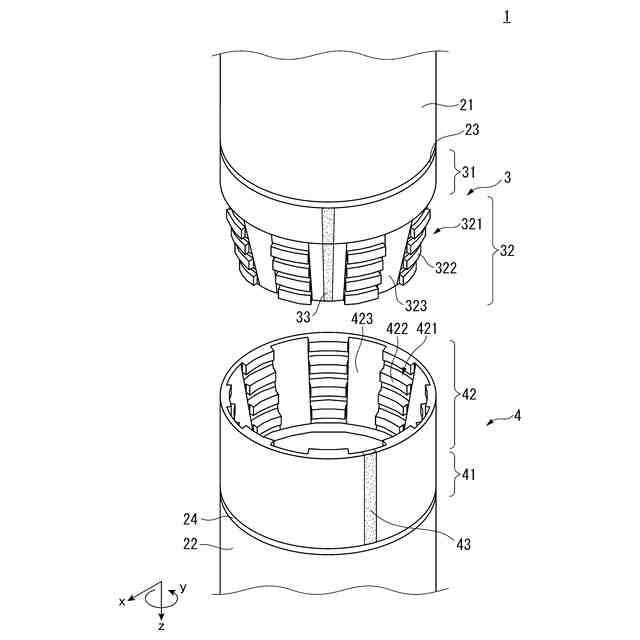
本発明の一実施形態に係る鋼管の連結構造を示す斜視図である。
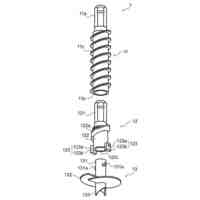
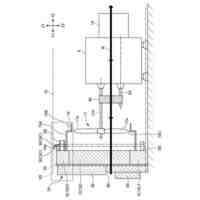
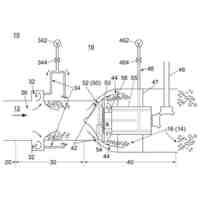
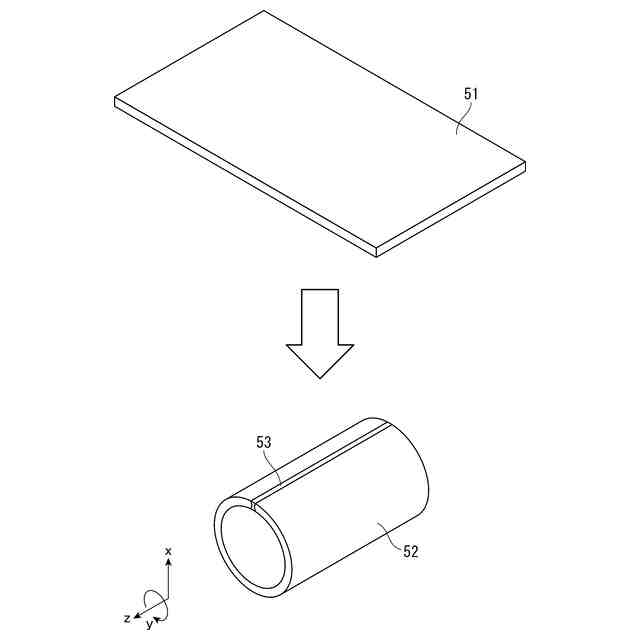
図1の例において継手部材を構成する鋼管の製造工程の例を示す図である。
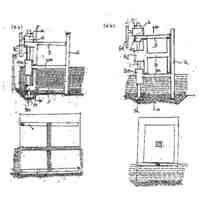
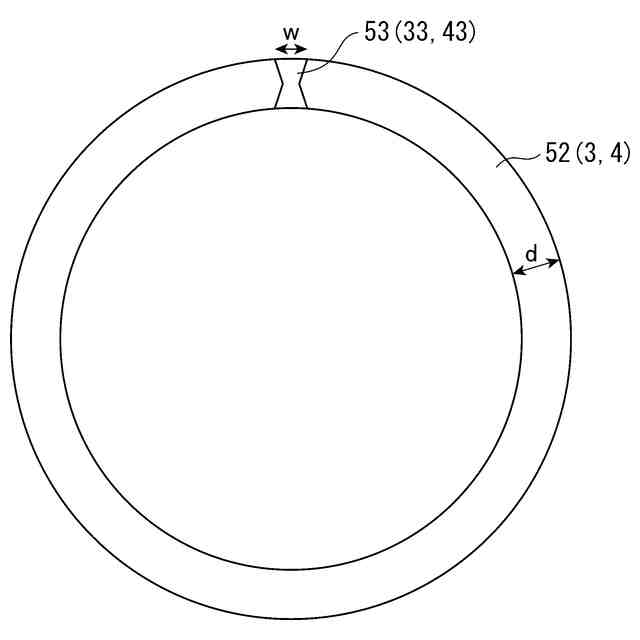
図1の例において継手部材を構成する鋼管の寸法の例について説明するための図である。
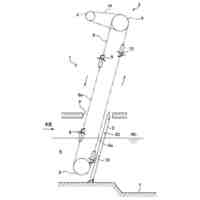
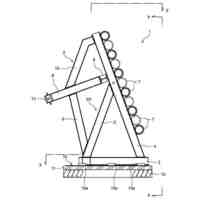
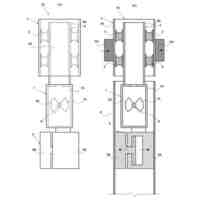
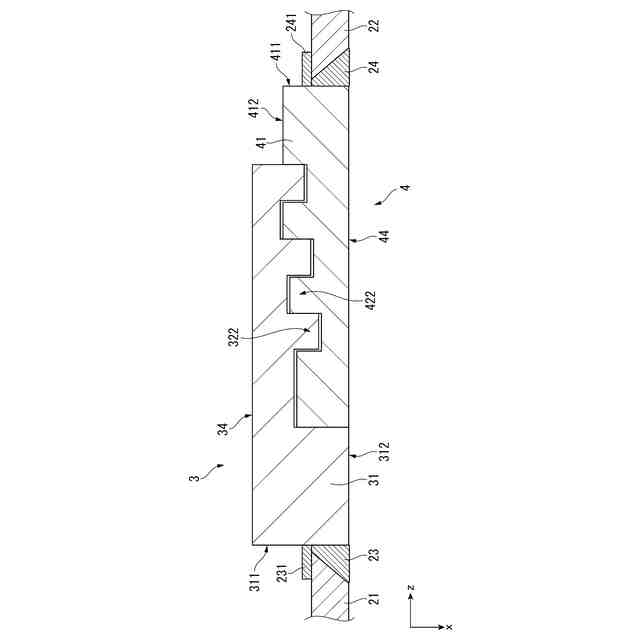
本発明の実施形態において適用可能な継手構造の例を示す断面図である。
【発明を実施するための形態】
【0009】
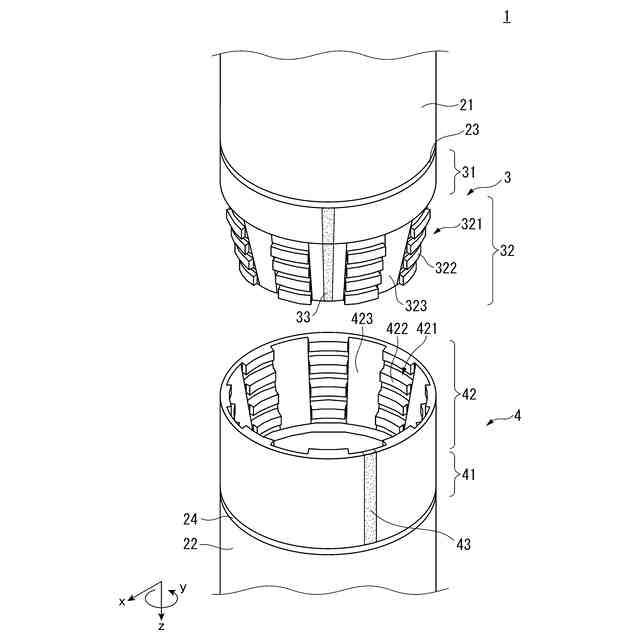
図1は本発明の一実施形態に係る鋼管の連結構造を示す斜視図である。本実施形態に係る鋼管の連結構造1は、鋼管21,22を軸方向に連結する。鋼管21,22の製造工程は特に限定されるわけではなく、例えば、螺旋状に形成された溶接部を有するスパイラル鋼管であってもよいし、直線状に形成された溶接部を有する電縫管やUO鋼管であってもよい。連結構造1は、内嵌部材3と、外嵌部材4とを含む。なお、以下の説明において、軸方向は、鋼管21,22の軸方向を意味し、z方向として図示される。周方向は、軸方向の回りに回転する方向であり、y方向として図示される。また、径方向は、軸方向に直交する方向であり、x方向として図示される。鋼管21,22、内嵌部材3および外嵌部材4は、連結後の状態において同軸になるように配置されるため、軸方向、周方向および径方向はこれらの部材について共通になる。
【0010】
内嵌部材3および外嵌部材4は、それぞれ鋼管21,22の軸方向の端部に互いに相対するように、溶接部23,24で接合されている。内嵌部材3を外嵌部材4の内側に嵌合させた状態で軸方向の回りに所定の位置まで回転させ、図示しない回転抑止キーで固定することによって、内嵌部材3および外嵌部材4にそれぞれ接合された鋼管21,22が連結される。内嵌部材3は、鋼管21に接合される接合部31と、接合部31に続いて形成され外嵌部材4の内側に嵌合する嵌合部32(第1の嵌合部)とを含む。本実施形態において、嵌合部32は、軸方向における鋼管21とは反対側の端部に向かって外径が徐々に小さくなる縮径部321と、縮径部321の外側に突出し、周方向について間隙部分323を挟んで複数形成される突出部322(第1の突出部)とを含む。突出部322の長さ(周方向の寸法)は、周方向における突出部322の間隙部分323の長さ(周方向の寸法)よりも小さい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
杭頭接合部用部材
13日前
株式会社SKT
掘削ロッド
15日前
住友建機株式会社
電動ショベル
5日前
前澤工業株式会社
除塵機
14日前
日鉄建材株式会社
斜面安定化構造
6日前
住友建機株式会社
ショベル
12日前
個人
洪水防止堤防 又は 津波防止堤防
12日前
株式会社エスイー
対土石流構造物
12日前
日立建機株式会社
作業機械
12日前
日立建機株式会社
作業機械
19日前
日立建機株式会社
作業機械
13日前
日立建機株式会社
作業機械
12日前
日立建機株式会社
建設機械
12日前
株式会社丸順
土工機械のアタッチメント
19日前
住友重機械工業株式会社
ショベル
5日前
日立建機株式会社
電動式建設機械
21日前
日立建機株式会社
電動式建設機械
20日前
日立建機株式会社
建設機械用部品
12日前
日本車輌製造株式会社
杭打機の制御装置
15日前
日本車輌製造株式会社
チュービング装置
19日前
株式会社日立建機ティエラ
建設機械
19日前
株式会社日立建機ティエラ
建設機械
19日前
株式会社日立建機ティエラ
建設機械
19日前
日本車輌製造株式会社
杭打機の制御装置
15日前
住友建機株式会社
電動ショベル及びプログラム
5日前
日立建機株式会社
作業機
20日前
日立建機株式会社
建設機械
19日前
株式会社タイセン工業
支柱支持構造及び支持部材
12日前
株式会社ケー・エフ・シー
注入薬液移送システム
5日前
株式会社小松製作所
作業機械
13日前
日立建機株式会社
深礎掘削機
20日前
八千代エンジニヤリング株式会社
気泡発生システム
7日前
調和工業株式会社
振動補助装置及び施工方法
今日
日立建機株式会社
作業機械
19日前
岡部株式会社
アンカー用受圧板
6日前
日立建機株式会社
建設機械
20日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ