TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024020713
公報種別
公開特許公報(A)
公開日
2024-02-15
出願番号
2022123098
出願日
2022-08-02
発明の名称
高炉の操業方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
主分類
C21B
5/00 20060101AFI20240207BHJP(鉄冶金)
要約
【課題】融着帯における混合層厚の増加を抑制して、炉内通気性を高める。
【解決手段】コークス層と鉱石層とを交互に形成して銑鉄を製造する高炉の操業方法において、高炉無次元半径で、0.1以上0.3以下の範囲に含まれる炉径位置を境界として、前記境界よりも炉中心側を炉中心部、前記境界よりも炉壁側を非炉中心部と定義するとともに、前記非炉中心部のコークス層を上層及び下層に分けて、それぞれをコークス上層及びコークス下層と定義したとき、前記コークス上層の動水半径が、前記コークス下層の動水半径及び前記炉中心部におけるコークス層の動水半径よりも、小さくなるように、コークスを装入することを特徴とする高炉の操業方法。
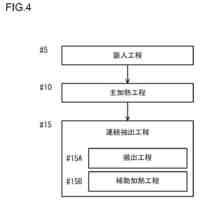
【選択図】図4
特許請求の範囲
【請求項1】
コークス層と鉱石層とを交互に形成して銑鉄を製造する高炉の操業方法において、
高炉無次元半径で、0.1以上0.3以下の範囲に含まれる炉径位置を境界として、前記境界よりも炉中心側を炉中心部、前記境界よりも炉壁側を非炉中心部と定義するとともに、前記非炉中心部のコークス層を上層及び下層に分けて、それぞれをコークス上層及びコークス下層と定義したとき、
前記コークス上層の動水半径が、前記コークス下層の動水半径及び前記炉中心部におけるコークス層の動水半径よりも、小さくなるように、コークスを装入することを特徴とする高炉の操業方法。
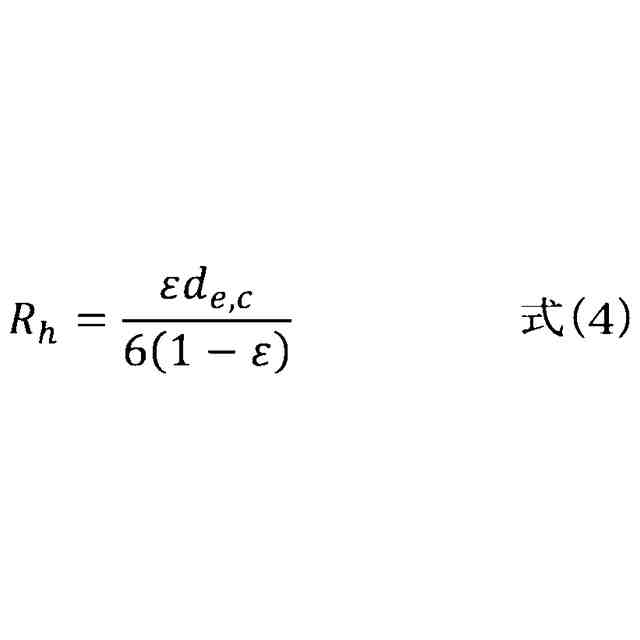
ただし、前記の動水半径は以下の式(A)により定義される。
TIFF
2024020713000009.tif
41
123
ただし、R
h
: 動水半径[mm]、ε:コークス層の空隙率(-)、d
e,c
: コークスの粒径[mm]である。
続きを表示(約 1,000 文字)
【請求項2】
前記コークス上層の厚みは、装入するコークス全体の平均粒径の2倍以下であることを特徴とする請求項1に記載の高炉の操業方法。
【請求項3】
前記コークス上層の動水半径は、前記コークス下層の動水半径の80%以下であることを特徴とする請求項1又は2に記載の高炉の操業方法。
【請求項4】
前記コークス上層に配分されるコークスの粒径は、前記コークス下層に配分されるコークスの粒径及び前記炉中心部におけるコークス層に配分されるコークスの粒径よりも小さいことを特徴とする請求項1又は2に記載の高炉の操業方法。
【請求項5】
前記非炉中心部に装入されるコークスを、予め粒度別に2分割しておき、粗粒コークスを炉内に装入した後、細粒コークスを炉内に装入することにより、前記非炉中心部におけるコークス層を形成し、
前記細粒コークスよりも粒径が大きいコークスを炉内に装入することにより、前記炉中心部におけるコークス層を形成することを特徴とする請求項4に記載の高炉の操業方法。
【請求項6】
前記コークス上層は、前記コークス下層及び前記炉中心部におけるコークス層に対して、空隙率が小さいことを特徴とする請求項1に記載の高炉の操業方法。
【請求項7】
前記コークス上層には、貯骸コークスが充填され、
前記コークス下層及び前記炉中心部におけるコークス層には、自製コークスが充填される、
ことを特徴とする請求項6に記載の高炉の操業方法。
【請求項8】
コークス層と鉱石層とを交互に形成して銑鉄を製造する高炉の操業方法において、
高炉無次元半径で、0.1以上0.3以下の範囲に含まれる炉径位置を境界として、前記境界よりも炉中心側を炉中心部、前記境界よりも炉壁側を非炉中心部と定義するとともに、非炉中心部のコークス層を上層及び下層に分けて、それぞれをコークス上層及びコークス下層と定義したとき、
前記コークス上層の動水半径は、前記コークス下層の動水半径及び前記炉中心部におけるコークス層の動水半径よりも、小さいことを特徴とする高炉の操業方法。
ただし、前記の動水半径は以下の式(A)により定義される。
TIFF
2024020713000010.tif
41
123
ただし、R
h
: 動水半径[mm]、ε:コークス層の空隙率(-)、d
e,c
: コークスの粒径[mm]である。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コークス層と鉱石層とを交互に形成する高炉の操業方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
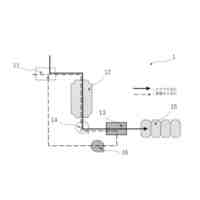
高炉には、炉頂部から鉄含有原料としての鉱石原料(焼結鉱、ペレット、塊鉱石など)と、還元材および燃料としてのコークスとが交互に装入される。また、高炉の炉下部には羽口が形成されており、この羽口から熱風が送風されるとともに、微粉炭等の補助燃料が吹き込まれる。
【0003】
炉頂部から交互に装入される鉱石原料およびコークス(以下、総称して「装入物」ともいう)は、それぞれ鉱石層およびコークス層を形成する。装入物は、高炉内における荷下がりにしたがって、徐々に炉下部に向かって降下しながら、炉下部から上昇するガスにより加熱され、昇温される。
高炉内で加熱、還元されながら降下する鉱石原料は、炉下部に到達すると軟化、融着を開始し、鉱石融着層を形成した後、最終的に炉床に滴下する。鉱石融着層では、鉱石原料間の空隙が減少し、ガスの通気性が悪化する。このため、ガスは、鉱石融着層間のコークス層を通過し、炉頂に向かって上昇する。従って、融着帯の形状が高炉の通気性に与える影響は極めて大きい。
【0004】
高炉では、一般的に、鉱石が軟化融着を開始する前の領域を塊状帯、鉱石融着層が存在する領域(鉱石融着層間のコークス層を含む)を融着帯、鉱石が滴下を開始した後の領域を滴下帯と定義される。
【0005】
高炉操業において装入物の円滑な荷下がりを実現するためには、炉内の通気性を確保することが重要であり、装入物の粒径や装入物充填層の空隙率が、炉内通気性に大きな影響を与えることが知られている。また、粒径が大きくなるほど通気性が向上し、粒度分布がシャープなコークスほど空隙率が高くなることが知られている。このため、炉内通気性を確保する手段としては、装入物の下限粒度を上げることが望ましいが、焼結工程への返鉱や小中塊コークス量の増加により、歩留まりが低下する。その結果、焼結炉やコークス炉の生産性が悪化し製造コストが上昇するとともに、プロセス間のマテリアルバランスが崩れることとなる。このため、現状以上に装入物の下限粒度を上げることは困難である。
【0006】
そこで、鉱石原料やコークスの粒度分布を維持しながら、鉱石層及びコークス層の通気性を改善する方法として、粒度別装入が提案された。
特許文献1には、鉱石原料のおよびコークスのいずれか一方もしくは双方の装入物を粒度別に2以上の部分に分割した後、同種装入物の分割部分については下層より上層に向かって粒度が低下する順序で、かつこれらの層はいずれも炉中心部から炉壁面まで達する層となるように装入することを特徴とする高炉操業方法が記載されている。この高炉の操業方法によれば、各分割部分の粒度分布がシャープになり、空隙率が上昇するため、通気性を改善することができる。
【0007】
前述のとおり、高炉には鉱石原料とコークスが交互に装入されるが、鉱石層とコークス層の境界には鉱石とコークスが共存する混合層が形成される。代表的な鉱石原料である焼結鉱の平均粒径はコークス平均粒径に比べ1/2~1/3程度であるため、混合層の粒度分布は広くなり、空隙率は低下する。したがって、通気性の観点から、混合層の形成は望ましくない。この鉱石層及びコークス層の境界に形成される混合層の形成要因として、以下の(1)~(3)が考えられる。
(1)コークス層上に鉱石原料を装入する際、鉱石原料落下流の運動エネルギーに起因し、コークス層が崩れて混合層が形成される。
(2)高炉のシャフト部においては、装入物の荷下がりに伴い炉断面積が増加するため、鉱石原料とコークスの粒径差に起因し、特に細粒の鉱石原料がコークス層に侵入して混合層厚が増加する。
(3)融着帯においては鉱石原料が軟化溶融するため、堆積した装入物による荷重が印加されることによって、溶融した鉱石原料がコークス層に侵入して、混合層厚が増加する。
【0008】
特許文献1に記載の装入方法によれば、鉱石層、コークス層それぞれの空隙率が上昇して通気性が改善するだけでなく、鉱石層とコークス層の境界付近の粒径差が小さくなるため、上記(2)の粒径差に起因する混合層の形成を抑制することが期待できる。
【0009】
一方、高炉内の融着帯領域において、鉱石原料は軟化融着層を形成するため通気性が非常に悪く、鉱石融着層間のコークス層にガスが偏流する。このとき、上記(3)のとおり、溶融した鉱石原料がコークス層に侵入して、ガスの流路となるコークス層中の空隙が閉塞されるため、通気性はさらに悪化する。
【先行技術文献】
【特許文献】
【0010】
特開昭55-110708号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
1か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
日本製鉄株式会社
配合計画支援方法
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
トヨタ自動車株式会社
焼入れ装置
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
JFEスチール株式会社
高炉操業方法
1か月前
JFEスチール株式会社
転炉の操業方法
16日前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
3日前
JFEスチール株式会社
転炉型の精錬炉の排滓方法及び転炉の操業方法
2日前
日本製鉄株式会社
電気炉のスラグ流出量推定システム及び電気炉における精錬方法
1か月前
JFEスチール株式会社
還元鉄の製造方法
23日前
株式会社神戸製鋼所
転炉型精錬容器における溶銑の脱Si処理および脱りん処理方法
17日前
北京科技大学
ビッグデータクラウドプラットフォームに基づく加熱炉燃焼知能制御方法及び装置
1か月前
JFEスチール株式会社
高炉の炉頂排出ガス処理方法及び高炉付帯設備
1か月前
JFEスチール株式会社
樋管理システム及び樋管理方法
25日前
日本製鉄株式会社
水砕スラグ製造設備の管理方法及び水砕スラグ製造設備の管理設備
3日前
JFEスチール株式会社
羽口損耗量の測定装置および測定方法ならびに高炉の操業方法
8日前
JFEスチール株式会社
溶鉄の製造方法
1か月前
JFEスチール株式会社
連続焼鈍設備、連続焼鈍方法、冷延鋼板の製造方法及びめっき鋼板の製造方法
25日前
JFEスチール株式会社
プロセスの制御方法、高炉の操業方法、溶銑の製造方法及びプロセスの制御装置
1か月前
ポスコ カンパニー リミテッド
無方向性電磁鋼板の製造方法
1か月前
日本製鉄株式会社
コアードワイヤ、コアードワイヤの製造方法、及び、溶融金属に対する添加剤の添加方法
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ