TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024030662
公報種別
公開特許公報(A)
公開日
2024-03-07
出願番号
2022133694
出願日
2022-08-24
発明の名称
環流管と浸漬管との連結方法および連結構造
出願人
東京窯業株式会社
代理人
個人
,
個人
主分類
C21C
7/10 20060101AFI20240229BHJP(鉄冶金)
要約
【課題】減圧下での溶鋼処理の初期段階において環流管の内部と浸漬管の内部との隙間から溶湯が入り込んで環流管や浸漬管の耐火物や鉄皮を損傷させる事態を防止可能な環流管と浸漬管との連結方法を提供する。
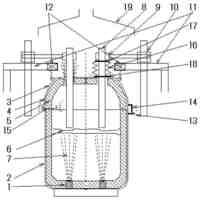
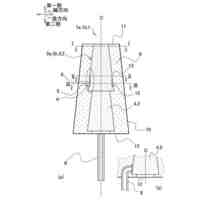
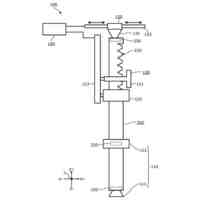
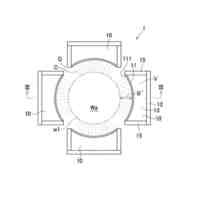
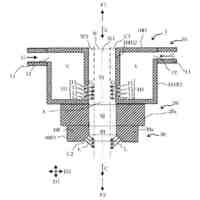
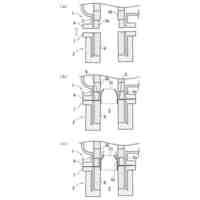
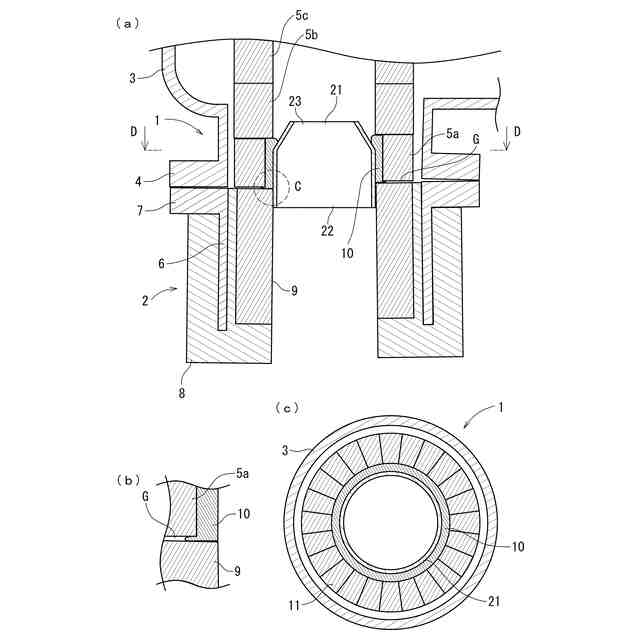
【解決手段】真空脱ガス装置の環流管1の下端際には、円柱状体5aが設けられており、装着する浸漬管2の上端縁には、円柱状体5aよりも内径の小さな耐火レンガ結合体9が設けられている。そして、環流管1に浸漬管2を連結する場合には、環流管1の円柱状体5aの下面と浸漬管2の耐火レンガ結合体9の上面とを当接させ、浸漬管2の耐火レンガ結合体9を環流管1の円柱状体5aに対して同心円状に配置させた状態で、環流管1と浸漬管2とを接合させ(接合工程)、しかる後に、環流管1の円柱状体5aの内周面に、耐火レンガ結合体9の内周面と面一になるように、不定形耐火物10を積層する(耐火物積層工程)。
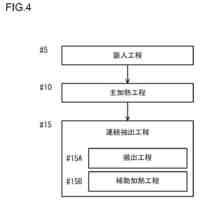
【選択図】図4
特許請求の範囲
【請求項1】
真空脱ガス装置の下端際に設けられた環流管と浸漬管とを連結するための連結方法であって、
環流管が、下端際に円柱状耐火物を設けたものであるとともに、
浸漬管が、環流管の下端際の円柱状耐火物よりも内径の小さな円柱状耐火物を上端際に設けたものであり、
環流管の下端際の円柱状耐火物の下面と浸漬管の上端際の円柱状耐火物の上面とを当接させ、浸漬管の上端際の円柱状耐火物を環流管の下端際の円柱状耐火物に対して同心円状に配置させた状態で、環流管と浸漬管とを接合する接合工程と、
環流管の下端際の円柱状耐火物の内周面に、浸漬管の上端際の円柱状耐火物の内周面と面一になるように、不定形耐火物を積層する耐火物積層工程とを有することを特徴とする環流管と浸漬管との連結方法。
続きを表示(約 570 文字)
【請求項2】
浸漬管の上端際の円柱状耐火物の内部に、その円柱状耐火物の内径と略同一の外径を有する金属製で円筒状の連結補助部材を配置させ、その連結補助部材を利用して、環流管の下端際の円柱状耐火物の内周面に不定形耐火物を積層することを特徴とする請求項1に記載の環流管と浸漬管との連結方法。
【請求項3】
不定形耐火物として、マグネシア系あるいはマグネシア-スピネル系の耐火物を用いることを特徴とする請求項1、または2に記載の環流管と浸漬管との連結方法。
【請求項4】
真空脱ガス装置の下端際に設けられた環流管に浸漬管を連結するための連結構造であって、
環流管が、下端際に円柱状耐火物を設けたものであるとともに、
浸漬管が、環流管の下端際の円柱状耐火物よりも内径の小さな円柱状耐火物を上端際に設けたものであり、
環流管の下端際の円柱状耐火物の下面と浸漬管の上端際の円柱状耐火物の上面とを当接させ、浸漬管の上端際の円柱状耐火物を環流管の下端際の円柱状耐火物に対して同心円状に配置させた状態で、環流管と浸漬管とが接合されており、
環流管の下端際の円柱状耐火物の内周面に、浸漬管の内周面と面一になるように、不定形耐火物が積層されていることを特徴とする環流管と浸漬管との連結構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、真空脱ガス装置に用いられる溶鋼処理用の環流管と浸漬管との連結方法および連結構造に関するものである。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
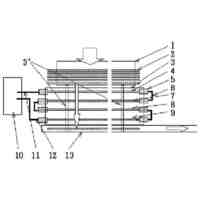
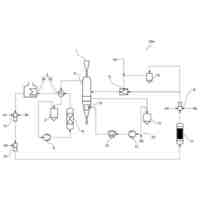
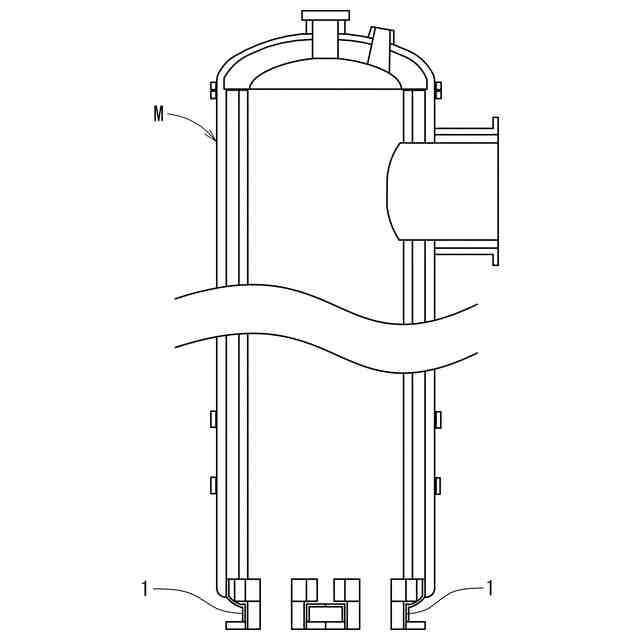
溶鋼に脱ガス処理を施す真空脱ガス装置として、金属等の投入口および排気口を備えた上部槽、下部槽、その下部槽の下端際に併設された2本の環流管、および、各環流管に連結(接続)される浸漬管等からなるRH式の真空脱ガス装置が知られている。当該真空脱ガス装置は、取鍋に収納した溶鋼(溶湯)中に2本の浸漬管を浸漬し、上昇管として機能する片方の環流管および浸漬管内にArガスを供給し、そのArガスの上昇気流に付随させて溶鋼を下部槽の真空領域内に導入して脱ガスした後、脱ガス後の溶鋼を、下降管として機能する他方の環流管および浸漬管から取鍋内に排出することによって脱ガス処理を行うようになっている。また、そのような真空脱ガス装置における環流管と浸漬管との連結方法としては、連結作業を容易なものとすべく、浸漬管の上端際に設けられた扁平なドーナッツ板状のフランジを、環流管の下端際に設けられた扁平なドーナッツ板状のフランジに当接させて固着する(螺着する)方法が広く採用されている。
【0003】
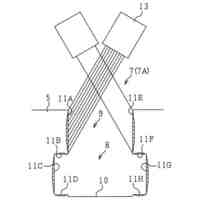
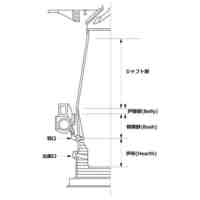
かかる真空脱ガス装置の環流管に連結される浸漬管は、脱ガス処理時に溶鋼流によって著しく損傷するため、定期的に新しいものに交換する必要がある。ところが、使用時の熱履歴によって環流管の下端際のフランジが湾曲してしまうことがあり、そのように湾曲した環流管のフランジに浸漬管のフランジを接合させると、図7の如く、環流管51の内部の耐火物(耐火レンガ)55と浸漬管52の内部の耐火物(耐火レンガ)59との間に隙間Gが生じてしまうことがある。そして、そのように、環流管51の内部と浸漬管52の内部との間に隙間Gが形成されると、減圧下での溶鋼処理の初期段階において、当該隙間Gから溶湯が入り込んでしまい、環流管51の耐火物55や浸漬管52の耐火物59あるいは環流管51の外周を覆う鉄皮53や浸漬管52の外周を覆う鉄皮56が損傷してしまうことがある。
【0004】
そのように環流管の内部と浸漬管の内部との隙間から溶湯が入り込む事態を防止するために、特許文献1の如く、環流管の耐火物の下端面の位置をフランジよりも上方に位置させるとともに、浸漬管の耐火物の上端面の位置をフランジよりも上方に位置させた環流管と浸漬管との連結構造が提案されている。
【先行技術文献】
【特許文献】
【0005】
特開2015-229800号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1の如き環流管と浸漬管との連結構造は、環流管の耐火物と浸漬管の耐火物との隙間から入り込んだ溶湯が鉄皮まで至る事態が生じにくいため、環流管および浸漬管の鉄皮の損傷を防止することが可能であるものの、環流管の耐火物の下端面の位置をフランジよりも上方に位置させる必要があるため、環流管の下端際の耐火物の組み付け作業に手間が掛かる、という不具合がある。また、特許文献1の如き環流管と浸漬管との連結構造においては、浸漬管のフランジより上方に突出した耐火物と、連結後の環流管の鉄皮との間に予期せぬ隙間が形成されてしまうことがあり、その隙間から、溶湯が入り込んで、環流管や浸漬管の耐火物あるいは環流管や浸漬管の鉄皮を損傷させてしまう事態も起こり得る。
【0007】
本発明の目的は、上記従来の環流管と浸漬管との連結方法・連結構造が有する問題点を解消し、減圧下での溶鋼処理の初期段階において環流管の内部と浸漬管の内部との隙間から溶湯が入り込んで環流管や浸漬管の耐火物あるいは鉄皮を損傷させてしまう事態を高い精度で防止可能な環流管と浸漬管との連結方法・連結構造を提供することにある。
【課題を解決するための手段】
【0008】
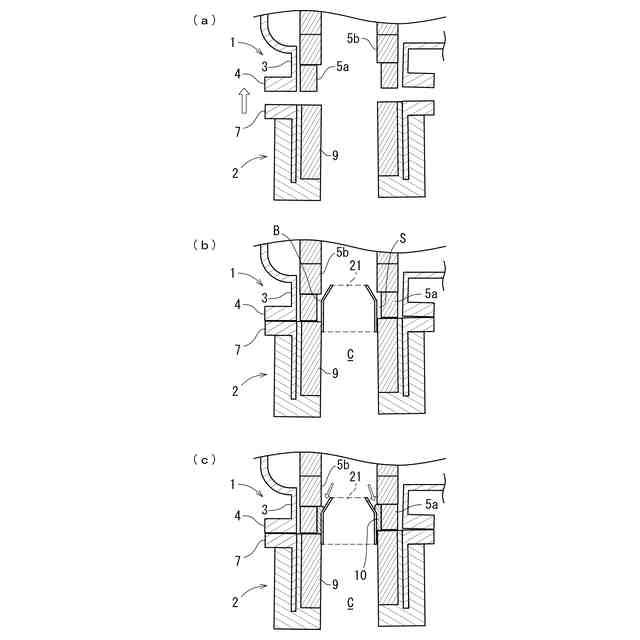
本発明の内、請求項1に記載された発明は、真空脱ガス装置の下端際に設けられた環流管に浸漬管を連結するための連結方法であって、環流管が、下端際に円柱状耐火物を設けたものであるとともに、浸漬管が、環流管の下端際の円柱状耐火物よりも内径の小さな円柱状耐火物を上端際に設けたものであり、環流管の下端際の円柱状耐火物の下面と浸漬管の上端際の円柱状耐火物の上面とを当接させ、浸漬管の上端際の円柱状耐火物を環流管の下端際の円柱状耐火物に対して同心円状に配置させた状態で、環流管と浸漬管とを接合する接合工程と、環流管の下端際の円柱状耐火物の内周面に、浸漬管の上端際の円柱状耐火物の内周面と面一になるように、不定形耐火物を積層する耐火物積層工程とを有することを特徴とするものである。
【0009】
請求項2に記載された発明は、請求項1に記載された発明において、浸漬管の上端際の円柱状耐火物の内部に、その円柱状耐火物の内径と略同一の外径を有する金属製で円筒状の連結補助部材を配置させ、その連結補助部材を利用して、環流管の下端際の円柱状耐火物の内周面に不定形耐火物を積層することを特徴とするものである。
【0010】
請求項3に記載された発明は、請求項1、または2に記載された発明において、不定形耐火物として、マグネシア系あるいはマグネシア-スピネル系の耐火物を用いることを特徴とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東京窯業株式会社
マグネシア-アルミナ質キャスタブル及び耐火物ブロック
1か月前
個人
製鋼用取鍋精錬炉
1か月前
個人
鋼片の直接通電加熱装置
2か月前
日本製鉄株式会社
高純度鋼の溶製方法
2か月前
東京窯業株式会社
ガス吹き込みプラグ
2か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
日本製鉄株式会社
配合計画支援方法
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
高周波熱錬株式会社
冷却装置
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
日本製鉄株式会社
溶鋼の真空脱ガス処理方法
2か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
トヨタ自動車株式会社
焼入れ装置
1か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
高周波熱錬株式会社
加熱処理装置
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
2か月前
JFEスチール株式会社
高炉操業方法
1か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
JFEスチール株式会社
転炉の操業方法
16日前
スチールプランテック株式会社
転炉排ガス処理設備及び転炉排ガス処理方法
2か月前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
3日前
JFEスチール株式会社
高炉ガス流判定方法、高炉設備、および、高炉操業方法
1か月前
JFEスチール株式会社
転炉型の精錬炉の排滓方法及び転炉の操業方法
2日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ