TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024066935
公報種別
公開特許公報(A)
公開日
2024-05-16
出願番号
2022176755
出願日
2022-11-02
発明の名称
耐熱鋼の製造方法
出願人
株式会社プロテリアル
代理人
主分類
C21D
9/00 20060101AFI20240509BHJP(鉄冶金)
要約
【課題】焼入れ焼戻し組織中の結晶粒を小さく維持することができる、断面径が大きい耐熱鋼製の棒鋼の製造方法を提供する。
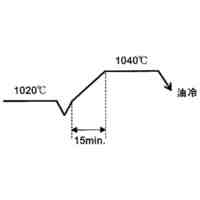
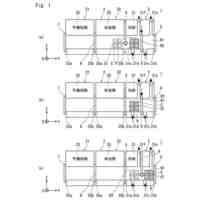
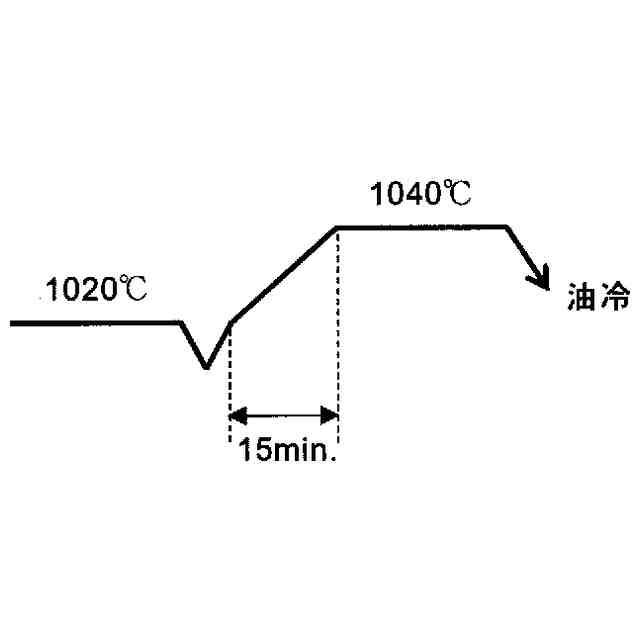
【解決手段】SUH616等でなる断面の大きさが円相当径で140~320mmの棒鋼に、1020~1070℃の焼入れ温度で焼入れを行う際、焼入れ温度に加熱するまでの加熱工程を、以下の第1加熱工程および第2加熱工程によって行う、耐熱鋼の製造方法である。
第1加熱工程:棒鋼を、炉内温度が550℃以上であり棒鋼のA
1
変態点未満であるT
A
に保たれた加熱炉Aに入れて、棒鋼の全体の温度がT
A
に到達するまで保持する工程、
第2加熱工程:前記第1加熱工程で全体の温度がT
A
に到達した棒鋼を、炉内温度が焼入れ温度に保たれた加熱炉Bに入れて、棒鋼の全体の温度が焼入れ温度に到達するまで保持する工程、
上記の焼入れを行った後の棒鋼に、600℃以上の焼戻し温度で焼戻しを行う耐熱鋼の製造方法である。
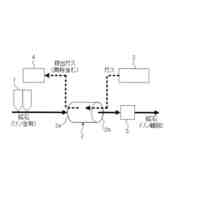
【選択図】図1
特許請求の範囲
【請求項1】
質量%で、C:0.20~0.25%、Si:0.50%以下、Mn:0.50~1.00%、P:0.040%以下、S:0.030%以下、Ni:0.50~1.00%、Cr:11.00~13.00%、Mo:0.75~1.25%、W:0.75~1.25%、V:0.20~0.30%、残部Feおよび不純物でなる成分組成を有し、断面の大きさが円相当径で140~320mmの棒鋼に、1020~1070℃の焼入れ温度で焼入れを行う耐熱鋼の製造方法において、
前記焼入れは、棒鋼を前記焼入れ温度に加熱するまでの加熱工程を、以下の第1加熱工程および第2加熱工程によって行うことを特徴とする、耐熱鋼の製造方法。
第1加熱工程:棒鋼を、炉内温度が550℃以上であり棒鋼のA
1
変態点未満であるT
A
に保たれた加熱炉Aに入れて、棒鋼の全体の温度がT
A
に到達するまで保持する工程
第2加熱工程:前記第1加熱工程で全体の温度がT
A
に到達した棒鋼を、炉内温度が焼入れ温度に保たれた加熱炉Bに入れて、棒鋼の全体の温度が焼入れ温度に到達するまで保持する工程
続きを表示(約 290 文字)
【請求項2】
前記第2加熱工程を、以下の工程とすることを特徴とする、請求項1に記載の耐熱鋼の製造方法。
第2加熱工程:前記第1加熱工程で全体の温度がT
A
に到達した棒鋼を、炉内温度が(焼入れ温度-50℃)以上であり(焼入れ温度-10℃)以下のT
B
に保たれた加熱炉Bに入れてから、加熱炉Bの炉内温度を焼入れ温度に昇温して、棒鋼の全体の温度が焼入れ温度に到達するまで保持する工程
【請求項3】
前記焼入れを行った後の棒鋼に、600℃以上の焼戻し温度で焼戻しを行うことを特徴とする、請求項1または2に記載の耐熱鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、耐熱鋼の製造方法に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、JIS-G-4311の規格鋼種であるSUH616は、国外においても、AMS5655やAlloy422等の名称で規格化されている、耐熱鋼である。この耐熱鋼は、高温特性に優れることから、例えば、蒸気タービンブレード、ディスク、ロータシャフト、ボルト等の高温構造部品に使用されている。そして、その素材は棒鋼として供給され、寸法は、JIS-G-4311によれば、熱間圧延による丸鋼や六角鋼で細いものなら10mm以下から、太いもだと140mm以上の大径に及ぶ。そして、市中においては、例えば、13インチ(約320mm)にも及ぶ程に、さらに大径化されている(非特許文献1)。そして、これらの棒材への熱処理は、JIS-G-4311によれば、例えば、焼なまし材に対して、1020~1070℃の焼入れ温度で焼入れを行った後、600℃以上の焼戻し温度で焼戻しを行うことが提示されている。
【先行技術文献】
【非特許文献】
【0003】
ユナイテッド・パフォーマンス・メタルス(UNITED PERFORMANCE METALS)、アロイ・422・ステンレススチールバー・AMS5655(ALLOY 422 STAINLESS STEEL BAR-AMS 5655)、[online]、[令和4年9月14日検索]、インターネット<URL:https://www.upmet.com/products/stainless-steel/422>
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記の耐熱鋼はマルテンサイト系ステンレス鋼の成分組成を有するので、その焼入れ焼戻し組織は実質マルテンサイトである。そして、このマルテンサイト組織中の旧オーステナイト粒界で形成される結晶粒が小さいほど、靭性等の機械的特性の向上が見込まれる。しかし、焼入れされる耐熱鋼の寸法が大きくなると、その焼入れ焼戻し後の結晶粒径が大きくなることが懸念された。
本発明の目的は、上記の成分組成を有する耐熱鋼を対象にして、その棒鋼の断面径が大きい場合に、焼入れ焼戻し組織中の結晶粒の成長を抑制することができる耐熱鋼の製造方法を提供する。
【課題を解決するための手段】
【0005】
すなわち、本発明は、質量%で、C:0.20~0.25%、Si:0.50%以下、Mn:0.50~1.00%、P:0.040%以下、S:0.030%以下、Ni:0.50~1.00%、Cr:11.00~13.00%、Mo:0.75~1.25%、W:0.75~1.25%、V:0.20~0.30%、残部Feおよび不純物でなる成分組成を有し、断面の大きさが円相当径で140~320mmの棒鋼に、1020~1070℃の焼入れ温度で焼入れを行う耐熱鋼の製造方法において、この焼入れは、棒鋼を上記の焼入れ温度に加熱するまでの加熱工程を、以下の第1加熱工程および第2加熱工程によって行う、耐熱鋼の製造方法である。
第1加熱工程:棒鋼を、炉内温度が550℃以上であり棒鋼のA
1
変態点未満であるT
A
に保たれた加熱炉Aに入れて、棒鋼の全体の温度がT
A
に到達するまで保持する工程
第2加熱工程:前記第1加熱工程で全体の温度がT
A
に到達した棒鋼を、炉内温度が焼入れ温度に保たれた加熱炉Bに入れて、棒鋼の全体の温度が焼入れ温度に到達するまで保持する工程
【0006】
好ましくは、本発明は、上記の第2加熱工程を、以下の工程とする、耐熱鋼の製造方法である。
第2加熱工程:第1加熱工程で全体の温度がT
A
に到達した棒鋼を、炉内温度が(焼入れ温度-50℃)以上であり(焼入れ温度-10℃)以下のT
B
に保たれた加熱炉Bに入れてから、加熱炉Bの炉内温度を焼入れ温度に昇温して、棒鋼の全体の温度が焼入れ温度に到達するまで保持する工程
【0007】
そして、上記の焼入れを行った後の棒鋼に、600℃以上の焼戻し温度で焼戻しを行う耐熱鋼の製造方法である。
【発明の効果】
【0008】
本発明によれば、SUH616等の耐熱鋼を対象にして、その棒鋼の断面径が大きい場合に、焼入れ焼戻し組織中の結晶粒の成長を抑制することができる。
【図面の簡単な説明】
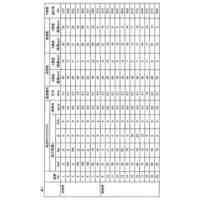
【0009】
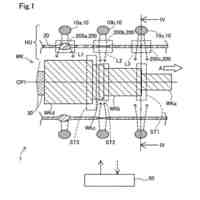
本発明例に係る焼入れ温度までの加熱工程を示す、炉内温度のヒートパターン図である。
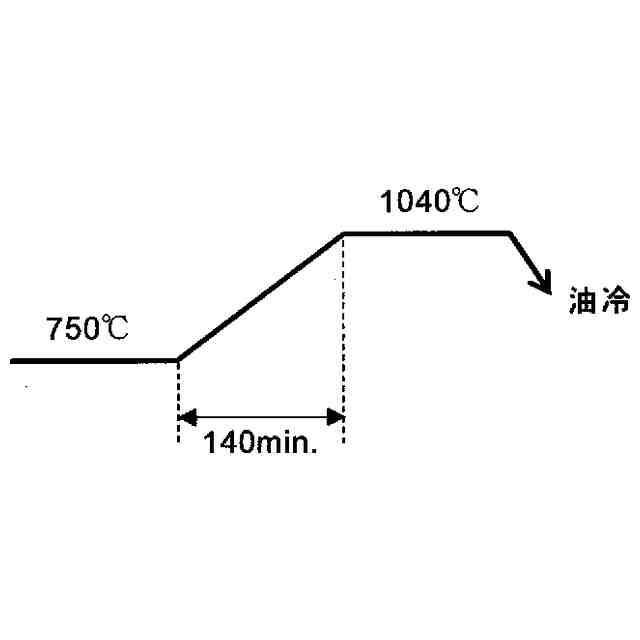
比較例に係る焼入れ温度までの加熱工程を示す、炉内温度のヒートパターン図である。
【発明を実施するための形態】
【0010】
(1)本発明の耐熱鋼の製造方法は、その耐熱鋼が「質量%で、C:0.20~0.25%、Si:0.50%以下、Mn:0.50~1.00%、P:0.040%以下、S:0.030%以下、Ni:0.50~1.00%、Cr:11.00~13.00%、Mo:0.75~1.25%、W:0.75~1.25%、V:0.20~0.30%、残部Feおよび不純物でなる成分組成を有する」ものである。
本発明に係る耐熱鋼の成分組成は、上述の通り、従来、提案されている規格鋼種のものである。そして、その詳細を述べれば、例えば、上記したJIS-G-4311の規格鋼種であるSUH616や、AMS5655、Alloy422等が該当する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
2か月前
日本製鉄株式会社
転炉吹錬方法
28日前
日本製鉄株式会社
溶銑の脱珪方法
27日前
日本製鉄株式会社
溶鋼の製造方法
2日前
株式会社プロテリアル
耐熱鋼の製造方法
1か月前
日本製鉄株式会社
電気炉の精錬方法
1日前
株式会社不二越
熱処理システム
15日前
大同特殊鋼株式会社
肌焼鋼の製造方法
1日前
日本製鉄株式会社
溶鋼の脱窒処理方法
2日前
東京窯業株式会社
ガス吹き込みプラグ
3か月前
トヨタ自動車株式会社
ビレット加熱装置
1か月前
豊和工業株式会社
チャックボディの焼入れ方法
2か月前
株式会社神戸製鋼所
鉄源の製造方法
2か月前
個人
製鋼工程における脱硫スラグの脱硫方法
6日前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
8日前
トヨタ自動車株式会社
焼鈍装置及び焼鈍方法
1か月前
日本製鉄株式会社
高炉の操業方法
今日
大同特殊鋼株式会社
雰囲気熱処理炉
13日前
富士電子工業株式会社
焼入れ装置及び焼入れ方法
6日前
富士電子工業株式会社
焼入れ装置及び焼入れ方法
1か月前
東京窯業株式会社
真空脱ガス装置の浸漬管
1か月前
日本製鉄株式会社
鉱石の脱リン方法
3か月前
株式会社ジェイテクト
焼入装置、および焼入方法
2か月前
日本製鉄株式会社
配合計画支援方法
3か月前
株式会社神戸製鋼所
銑鉄製造方法
3か月前
高周波熱錬株式会社
冷却装置
3か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
2か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
3か月前
JFEスチール株式会社
金属精錬における中間排滓方法
1か月前
株式会社神戸製鋼所
Al脱酸鋼の溶製方法
1か月前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
休風後の高炉の立ち上げ方法
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
2か月前
トヨタ自動車株式会社
焼入れ装置
2か月前
JFEスチール株式会社
鉄鉱石の還元方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ