TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070959
公報種別
公開特許公報(A)
公開日
2024-05-24
出願番号
2022181613
出願日
2022-11-14
発明の名称
焼鈍装置及び焼鈍方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
C21D
9/00 20060101AFI20240517BHJP(鉄冶金)
要約
【課題】結露による電磁鋼板の錆の発生を抑制可能な焼鈍装置を実現する。
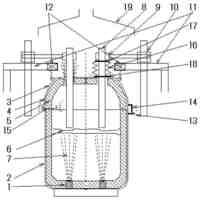
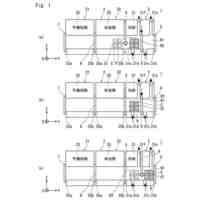
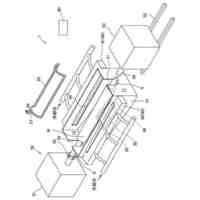
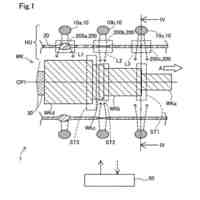
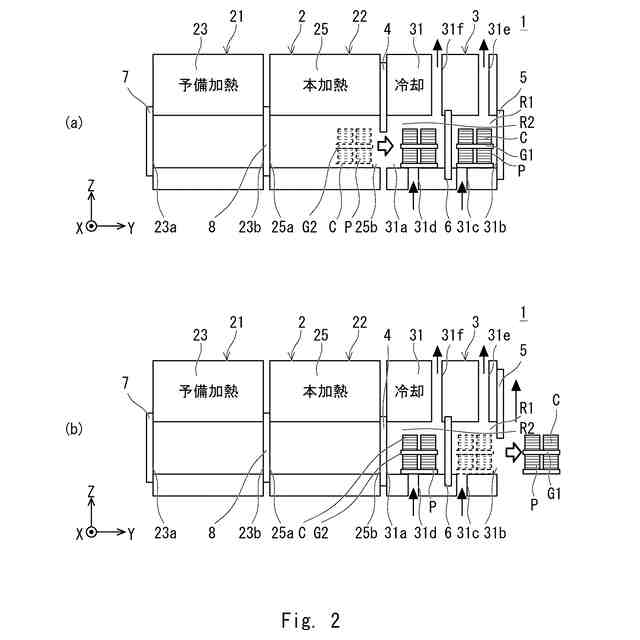
【解決手段】本開示の一形態に係る焼鈍装置(1)は、電磁鋼板(P)を加熱する加熱エリア(2)と、電磁鋼板(P)を冷却する冷却エリア(3)と、加熱エリア(2)と冷却エリア(3)との間に配置された第1のシャッター(4)と、冷却エリア(3)から電磁鋼板(P)を搬出するために冷却エリア(3)に設けられた第2のシャッター(5)と、冷却エリア(3)を電磁鋼板(P)の搬送方向に向かって複数の部屋に分割する第3のシャッター(6)と、を備え、複数の部屋のうち、第2のシャッター(5)と第3のシャッター(6)との間であって、且つ最も電磁鋼板(P)の搬送方向の側に配置された第1の部屋(R1)に気体が送気されつつ、第1の部屋(R1)から気体が排気され、気体によって電磁鋼板(P)が冷却される。
【選択図】図1
特許請求の範囲
【請求項1】
電磁鋼板を加熱した後に冷却して前記電磁鋼板を焼鈍する焼鈍装置であって、
前記電磁鋼板を加熱する加熱エリアと、
前記電磁鋼板を冷却する冷却エリアと、
前記加熱エリアと前記冷却エリアとの間に配置され、開閉可能な第1のシャッターと、
前記冷却エリアから前記電磁鋼板を搬出するために当該冷却エリアに設けられ、開閉可能な第2のシャッターと、
前記冷却エリアを前記電磁鋼板の搬送方向に向かって複数の部屋に分割し、開閉可能な第3のシャッターと、
を備え、
前記複数の部屋のうち、前記第2のシャッターと前記第3のシャッターとの間であって、且つ最も電磁鋼板の搬送方向の側に配置された第1の部屋に気体が送気されつつ、前記第1の部屋から前記気体が排気され、前記気体によって前記電磁鋼板が冷却される、焼鈍装置。
続きを表示(約 890 文字)
【請求項2】
前記気体は、不活性ガス又は乾燥空気である、請求項1に記載の焼鈍装置。
【請求項3】
電磁鋼板を加熱した後に冷却して前記電磁鋼板を焼鈍する焼鈍方法であって、
前記電磁鋼板を加熱する加熱エリアと、
前記電磁鋼板を冷却する冷却エリアと、
前記加熱エリアと前記冷却エリアとの間に配置され、開閉可能な第1のシャッターと、
前記冷却エリアから前記電磁鋼板を搬出するために当該冷却エリアに設けられ、開閉可能な第2のシャッターと、
前記冷却エリアを前記電磁鋼板の搬送方向に向かって複数の部屋に分割し、開閉可能な第3のシャッターと、を備える焼鈍装置を用いて前記電磁鋼板を前記冷却エリアで冷却する際に、
前記第2のシャッター及び前記第3のシャッターを閉じた状態で、前記複数の部屋のうち、前記第2のシャッターと前記第3のシャッターとの間であって、且つ最も電磁鋼板の搬送方向の側に配置された第1の部屋に気体を送気しつつ、前記第1の部屋から前記気体を排気して、前記第1の部屋に搬送された前記電磁鋼板を冷却する、焼鈍方法。
【請求項4】
前記電磁鋼板を前記冷却エリアで冷却する際に、
前記第3のシャッターを閉じた状態で、前記第1のシャッターを開けて前記電磁鋼板を前記冷却エリアにおける前記第1の部屋に対して前記第1のシャッターの側の第2の部屋に搬送して冷却する工程と、
前記第2のシャッターを閉じた状態で、前記第3のシャッターを開けて前記電磁鋼板を前記第1の部屋に搬送する工程と、
前記第2のシャッター及び前記第3のシャッターを閉じた状態で、前記電磁鋼板を前記第1の部屋で冷却しつつ、前記第1のシャッターを開けて新たな電磁鋼板を前記第2の部屋に搬送して冷却する工程と、
を備える、請求項3に記載の焼鈍方法。
【請求項5】
前記第2の部屋に気体を送気しつつ、前記第2の部屋から前記気体を排気して、前記新たな電磁鋼板を冷却する、請求項4に記載の焼鈍方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、焼鈍装置及び焼鈍方法に関し、例えば、電磁鋼板を加熱した後に冷却して当該電磁鋼板を焼鈍する焼鈍装置及び焼鈍方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
一般的に電磁鋼板は、当該電磁鋼板を焼鈍することで再結晶化を促して加工歪みを除去している。例えば、特許文献1の焼鈍方法は、通電ロールを介して冷延鋼板に電流を流し、ジュール熱により冷延鋼板を加熱した後に、複数のゾーンで無酸化ガスにより冷延鋼板を噴射冷却している。
【先行技術文献】
【特許文献】
【0003】
特開平6-128651号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
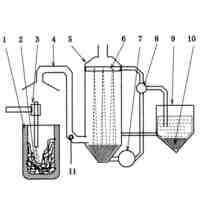
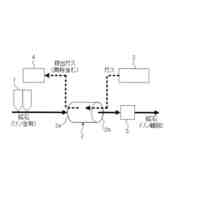
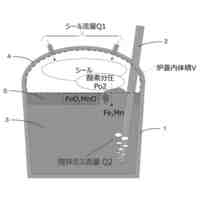
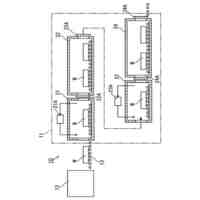
本出願人は、以下の課題を見出した。図4は、一般的な焼鈍装置を示す図である。一般的な焼鈍装置100は、図4に示すように、予備加熱部101、本加熱部102及び冷却部103を備えており、予備加熱部101、本加熱部102及び冷却部103が開閉可能なシャッター104によって密閉可能な構成とされている。
【0005】
このような焼鈍装置100において、電磁鋼板Pを冷却部103で冷却した後に搬出するために、冷却部103の搬出側のシャッター104を開けた際に外部から当該冷却部103の内部に外気が侵入する。
【0006】
このとき、冷却部103の内部の空気は、電磁鋼板Pの余熱によって暖められており、冷却部103の内部に外気が侵入することで急速に冷やされ、冷却部103の内部に結露cが発生する場合がある。そして、結露cが電磁鋼板Pに付着して当該電磁鋼板Pに錆が発生する場合がある。
【0007】
本開示は、このような問題点に鑑みてなされたものであり、結露による電磁鋼板の錆の発生を抑制可能な焼鈍装置及び焼鈍方法を実現する。
【課題を解決するための手段】
【0008】
本開示の一態様に係る焼鈍装置は、電磁鋼板を加熱した後に冷却して前記電磁鋼板を焼鈍する焼鈍装置であって、
前記電磁鋼板を加熱する加熱エリアと、
前記電磁鋼板を冷却する冷却エリアと、
前記加熱エリアと前記冷却エリアとの間に配置され、開閉可能な第1のシャッターと、
前記冷却エリアから前記電磁鋼板を搬出するために当該冷却エリアに設けられ、開閉可能な第2のシャッターと、
前記冷却エリアを前記電磁鋼板の搬送方向に向かって複数の部屋に分割し、開閉可能な第3のシャッターと、
を備え、
前記複数の部屋のうち、前記第2のシャッターと前記第3のシャッターとの間であって、且つ最も電磁鋼板の搬送方向の側に配置された第1の部屋に気体が送気されつつ、前記第1の部屋から前記気体が排気され、前記気体によって前記電磁鋼板が冷却される。
【0009】
本開示の一態様に係る焼鈍方法は、電磁鋼板を加熱した後に冷却して前記電磁鋼板を焼鈍する焼鈍方法であって、
前記電磁鋼板を加熱する加熱エリアと、
前記電磁鋼板を冷却する冷却エリアと、
前記加熱エリアと前記冷却エリアとの間に配置され、開閉可能な第1のシャッターと、
前記冷却エリアから前記電磁鋼板を搬出するために当該冷却エリアに設けられ、開閉可能な第2のシャッターと、
前記冷却エリアを前記電磁鋼板の搬送方向に向かって複数の部屋に分割し、開閉可能な第3のシャッターと、を備える焼鈍装置を用いて前記電磁鋼板を前記冷却エリアで冷却する際に、
前記第2のシャッター及び前記第3のシャッターを閉じた状態で、前記複数の部屋のうち、前記第2のシャッターと前記第3のシャッターとの間であって、且つ最も電磁鋼板の搬送方向の側に配置された第1の部屋に気体を送気しつつ、前記第1の部屋から前記気体を排気して、前記第1の部屋に搬送された前記電磁鋼板を冷却する。
【発明の効果】
【0010】
本開示によれば、結露による電磁鋼板の錆の発生を抑制可能な焼鈍装置及び焼鈍方法を実現することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
2か月前
日本製鉄株式会社
転炉吹錬方法
28日前
日本製鉄株式会社
溶鋼の製造方法
2日前
日本製鉄株式会社
溶銑の脱珪方法
27日前
株式会社プロテリアル
耐熱鋼の製造方法
1か月前
日本製鉄株式会社
電気炉の精錬方法
1日前
大同特殊鋼株式会社
肌焼鋼の製造方法
1日前
日本製鉄株式会社
溶鋼の脱窒処理方法
2日前
株式会社不二越
熱処理システム
15日前
トヨタ自動車株式会社
ビレット加熱装置
1か月前
豊和工業株式会社
チャックボディの焼入れ方法
2か月前
株式会社神戸製鋼所
鉄源の製造方法
2か月前
トヨタ自動車株式会社
焼鈍装置及び焼鈍方法
1か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
8日前
個人
製鋼工程における脱硫スラグの脱硫方法
6日前
日本製鉄株式会社
高炉の操業方法
今日
日本製鉄株式会社
鉱石の脱リン方法
3か月前
大同特殊鋼株式会社
雰囲気熱処理炉
13日前
株式会社ジェイテクト
焼入装置、および焼入方法
2か月前
富士電子工業株式会社
焼入れ装置及び焼入れ方法
1か月前
富士電子工業株式会社
焼入れ装置及び焼入れ方法
6日前
東京窯業株式会社
真空脱ガス装置の浸漬管
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
2か月前
日本製鉄株式会社
配合計画支援方法
3か月前
株式会社神戸製鋼所
銑鉄製造方法
3か月前
高周波熱錬株式会社
冷却装置
3か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
3か月前
JFEスチール株式会社
金属精錬における中間排滓方法
1か月前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
株式会社神戸製鋼所
Al脱酸鋼の溶製方法
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
2か月前
トヨタ自動車株式会社
焼入れ装置
2か月前
日本製鉄株式会社
休風後の高炉の立ち上げ方法
1か月前
JFEスチール株式会社
鉄鉱石の還元方法
1か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ