TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024080372
公報種別
公開特許公報(A)
公開日
2024-06-13
出願番号
2022193501
出願日
2022-12-02
発明の名称
雰囲気熱処理炉
出願人
大同特殊鋼株式会社
代理人
個人
,
個人
,
個人
主分類
C21D
11/00 20060101AFI20240606BHJP(鉄冶金)
要約
【課題】炉内圧力を大気圧以上に保持して炉内への外気の侵入を防ぐとともに過剰な圧力調整ガスの使用を抑制することが可能な雰囲気熱処理炉を提供する。
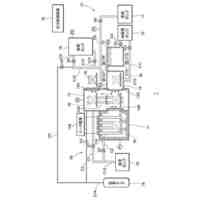
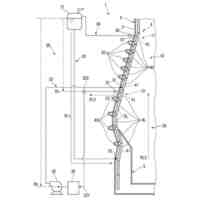
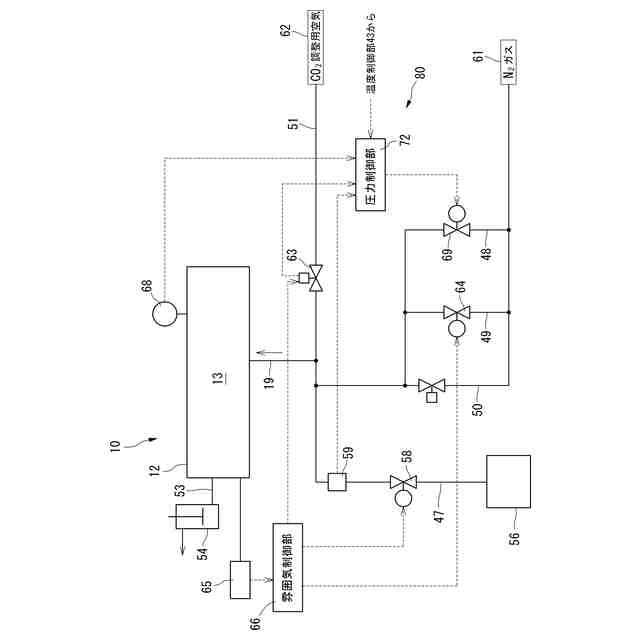
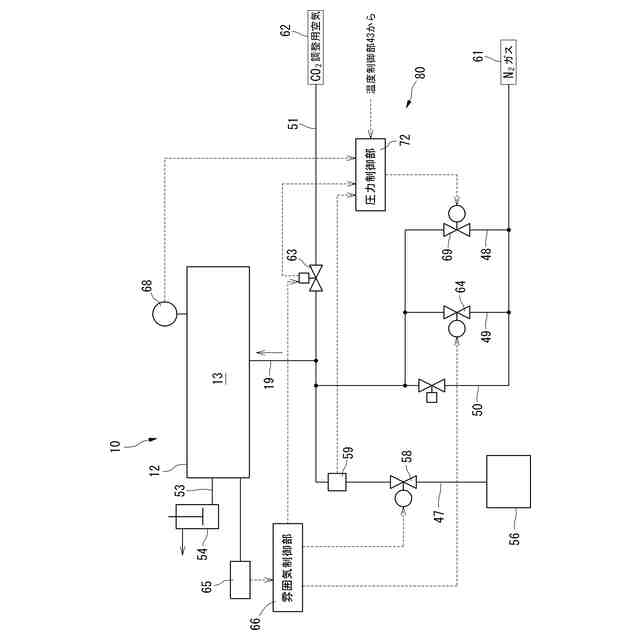
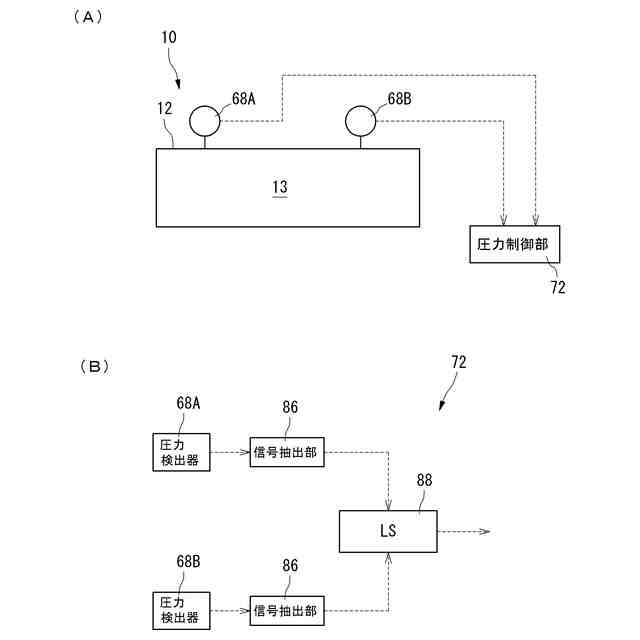
【解決手段】雰囲気熱処理炉10は、炉内圧力を検出する圧力検出器68と、圧力調整ガス導入手段と、圧力調整ガス導入手段を通じて炉内に導入する圧力調整ガス導入量を調節する圧力制御部72を備える炉内圧力制御手段80を有する。炉内圧力制御手段80は、温度検出器28で検出された検出温度と目標温度との差分が所定値以上であるとき、圧力調整ガス導入量を所定量とするシーケンス制御を実行し、検出温度と目標温度との差分が所定値未満であるとき、圧力検出器68で検出された検出圧力をフィードバックして圧力調整ガス導入量を調節するフィードバック制御を実行する。
【選択図】 図3
特許請求の範囲
【請求項1】
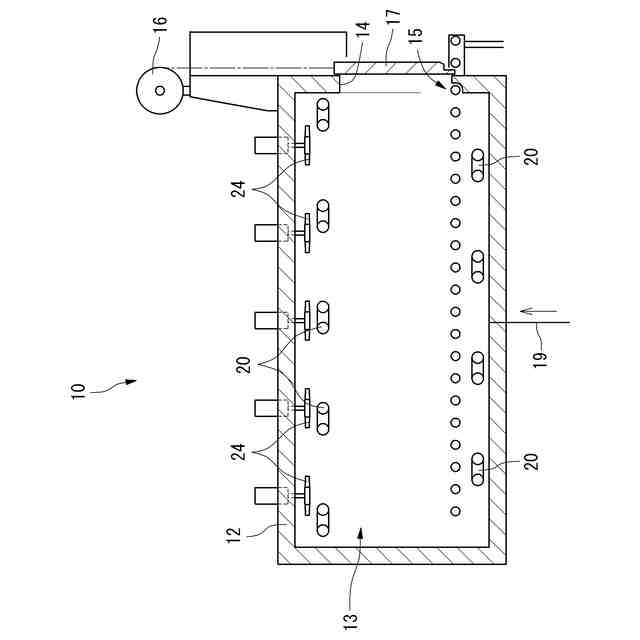
炉体と、
炉内雰囲気のCO濃度とCO
2
濃度から定まるカーボンポテンシャルの指標値が所定値になるように、炉内に供給する雰囲気調整ガスの流量を調節する炉内雰囲気制御手段と、
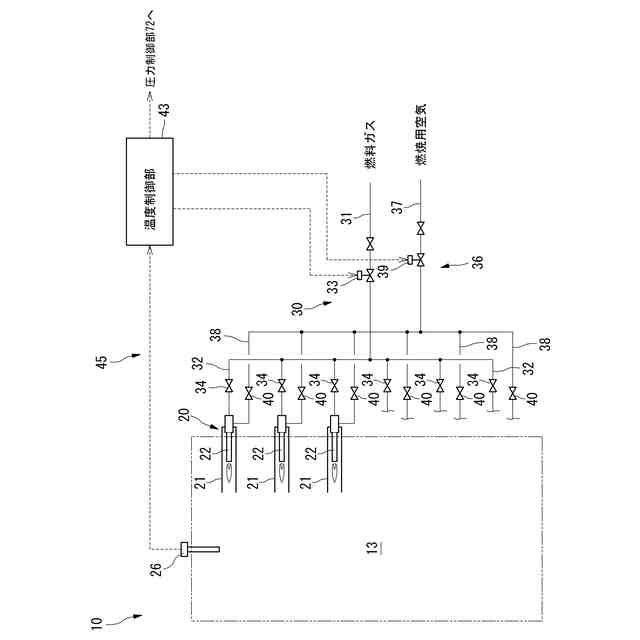
炉内温度を検出する温度検出器と、加熱手段と、前記温度検出器から受け取る検出温度が目標温度に近付くように前記加熱手段に対する制御出力を調節する温度制御部を備える炉内温度制御手段と、
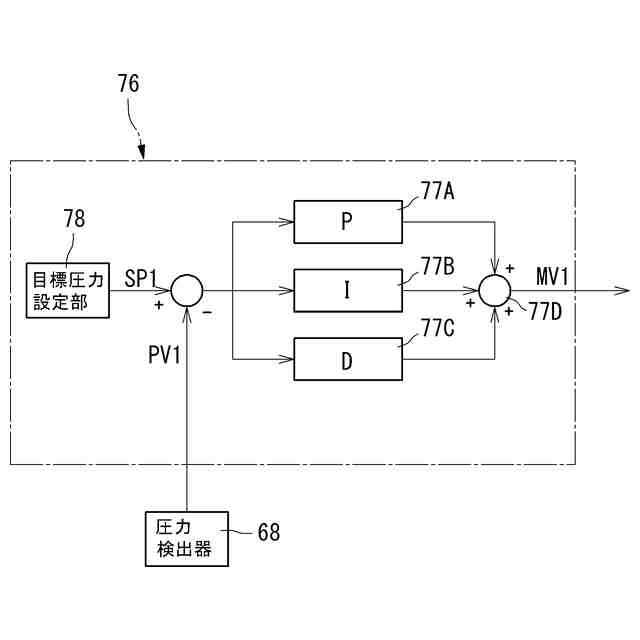
炉内圧力を検出する圧力検出器と、圧力調整ガス導入手段と、該圧力調整ガス導入手段を通じて炉内に導入する圧力調整ガス導入量を調節する圧力制御部を備える炉内圧力制御手段と、
を有し、
前記炉内圧力制御手段は、
前記温度検出器で検出された検出温度と前記目標温度との差分が所定値以上であるとき、もしくは前記加熱手段に対する制御出力が所定値以上であるとき、前記圧力調整ガス導入量を所定量とするシーケンス制御を実行し、
前記検出温度と前記目標温度との差分が所定値未満であるとき、もしくは前記加熱手段に対する制御出力が所定値未満であるとき、前記圧力検出器で検出された検出圧力をフィードバックして前記圧力調整ガス導入量を調節するフィードバック制御を実行する、雰囲気熱処理炉。
続きを表示(約 560 文字)
【請求項2】
複数の前記圧力検出器を備えるとともに、
前記炉内圧力制御手段は、各圧力検出器から受け取った検出値のうち最も小さい検出値を選択して前記炉内の検出圧力として出力するローセレクタを更に備えている、請求項1に記載の雰囲気熱処理炉。
【請求項3】
複数の前記圧力検出器を備えるとともに、
前記炉内圧力制御手段は、選択された2つの圧力検出器から発信されたそれぞれの検出値の差分が所定値以上となる状態が所定時間以上継続した場合に、圧力検出器からの発信に異常があると判定する発信異常判定部を更に備えている、請求項1に記載の雰囲気熱処理炉。
【請求項4】
前記雰囲気調整ガスおよび前記圧力調整ガスを炉内に導入するガス導入管と、
前記雰囲気調整ガスの流量を検出する流量検出器と、
前記ガス導入管における逆火防止に必要な前記圧力調整ガス供給手段の弁開度を制御出力として算出する弁開度算出部と、
前記フィードバック制御によって算出された制御出力と、前記弁開度算出部によって算出された制御出力のうち、大きい方の制御出力を前記圧力調整ガス供給手段に対する制御出力として出力するハイセレクタと、
を更に備えている、請求項1に記載の雰囲気熱処理炉。
発明の詳細な説明
【技術分野】
【0001】
この発明は鋼材等の熱処理に好適に用いられる雰囲気熱処理炉に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
吸熱型ガスを用いた雰囲気熱処理炉においては、炉圧が低下すると外気の侵入による雰囲気の悪化や異常燃焼といった問題が生じる。このため従来の雰囲気熱処理炉では、炉圧が大気圧よりも高くなるように、N
2
等の不活性ガスを圧力調整ガスとして一定量炉内に送気している(例えば下記特許文献1参照)。
【0003】
しかしながら、炉内圧力は加熱・冷却、吸熱型ガス送気量の状況によって変動し、冷却中や吸熱型ガスの非送気中は炉内圧力も低下する。圧力調整ガスの一定量送気で、例えば冷却中の炉内の圧力を保持しようとすれば、加熱中は過剰な圧力調整ガスが炉内に送気されることとなる。そして過剰な送気は、不活性ガス(圧力調整ガス)の使用量増加や吸熱型ガスの希釈を招き、操業コストが増加してしまう。
【先行技術文献】
【特許文献】
【0004】
特開2010-132997号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は以上のような事情を背景とし、炉内圧力を大気圧以上に保持して炉内への外気の侵入を防ぐとともに過剰な圧力調整ガスの使用を抑制することが可能な雰囲気熱処理炉を提供することを目的とする。
【課題を解決するための手段】
【0006】
而してこの発明の第1の局面の雰囲気熱処理炉は次のように規定される。即ち、
炉体と、
炉内雰囲気のCO濃度とCO
2
濃度から定まるカーボンポテンシャルの指標値が所定値になるように、炉内に供給する雰囲気調整ガスの流量を調節する炉内雰囲気制御手段と、
炉内温度を検出する温度検出器と、加熱手段と、前記温度検出器から受け取る検出温度が目標温度に近付くように前記加熱手段に対する制御出力を調節する温度制御部を備える炉内温度制御手段と、
炉内圧力を検出する圧力検出器と、圧力調整ガス導入手段と、該圧力調整ガス導入手段を通じて炉内に導入する圧力調整ガス導入量を調節する圧力制御部を備える炉内圧力制御手段と、
を有し、
前記炉内圧力制御手段は、
前記温度検出器で検出された検出温度と前記目標温度との差分が所定値以上であるとき、もしくは前記加熱手段に対する制御出力が所定値以上であるとき、前記圧力調整ガス導入量を所定量とするシーケンス制御を実行し、
前記検出温度と前記目標温度との差分が所定値未満であるとき、もしくは前記加熱手段に対する制御出力が所定値未満であるとき、前記圧力検出器で検出された検出圧力をフィードバックして前記圧力調整ガス導入量を調節するフィードバック制御を実行する。
【0007】
このように規定された第1の局面の雰囲気熱処理炉によれば、検出圧力をフィードバックすることにより圧力調整ガス導入量が調節されるため、一定量を連続して炉内に導入する場合に比べて圧力調整ガスの使用量を抑制することができる。
ここで、圧力検出器により検出される検出値(検出圧力)は、特定の加熱状態下において、ばらつきが大きくなる場合が認められる。この第1の局面の雰囲気熱処理炉では、圧力検出器による検出値を利用しないシーケンス制御と、圧力検出器による検出値を利用するフィードバック制御とを、加熱状態に応じて使い分けることで、炉内圧力の検出値がばらつくことによる問題を回避しつつ、炉内圧力を大気圧以上に保持して炉内への外気の侵入を防ぐとともに過剰な圧力調整ガスの使用を抑制することができる。
【0008】
ここで、前記圧力検出器を複数備えるように構成することができる。
この場合、前記炉内圧力制御手段は、各圧力検出器から受け取った検出値のうち最も小さい検出値を選択して前記炉内の検出圧力として出力するローセレクタを更に備えるようにすることができる(第2の局面)。
【0009】
また前記圧力検出器を複数備えるように構成した場合、前記炉内圧力制御手段は、選択された2つの圧力検出器から発信されたそれぞれの検出値の差分が所定値以上となる状態が所定時間以上継続した場合に、圧力検出器からの発信に異常があると判定する発信異常判定部を更に備えるようにすることができる(第3の局面)。
【0010】
この発明の第4の局面は次のように規定される。即ち、
第1ないし第3のいずれかの局面で規定の雰囲気熱処理炉において、前記雰囲気調整ガスおよび前記圧力調整ガスを炉内に導入するガス導入管と、
前記雰囲気調整ガスの流量を検出する流量検出器と、
前記ガス導入管における逆火防止に必要な前記圧力調整ガス供給手段の弁開度を制御出力として算出する弁開度算出部と、
前記フィードバック制御によって算出された制御出力と、前記弁開度算出部によって算出された制御出力のうち、大きい方の制御出力を前記圧力調整ガス供給手段に対する制御出力として出力するハイセレクタと、
を更に備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
吊り具装置
1か月前
大同特殊鋼株式会社
材料組織評価方法
2日前
大同特殊鋼株式会社
フェライト系快削ステンレス鋼
10日前
株式会社戸畑製作所
高炉用羽口
1か月前
日本製鉄株式会社
転炉精錬方法
6か月前
株式会社プロテリアル
鋼材の製造方法
4か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
日本製鉄株式会社
溶銑の製造方法
5か月前
富士電子工業株式会社
焼き入れ装置
3日前
個人
製鋼用副資材及びその製造方法
23日前
日本製鉄株式会社
溶鋼の脱窒処理方法
4か月前
大同特殊鋼株式会社
工具鋼の製造方法
4か月前
株式会社不二越
熱処理システム
5か月前
日本製鉄株式会社
高炉の操業方法
4か月前
株式会社小熊鉄工所
鎮静剤製造設備
4か月前
ダイハツ工業株式会社
冷却器具
5か月前
日本製鉄株式会社
脱炭精錬方法
24日前
日本製鉄株式会社
羽口冷却装置及び羽口冷却方法
4か月前
黒崎播磨株式会社
マッド材
5か月前
日本製鉄株式会社
金属材の冷却方法
5か月前
株式会社神戸製鋼所
溶銑の脱りん方法
1か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
1か月前
JFEスチール株式会社
高強度鋼板の製造方法
1か月前
日本製鉄株式会社
高炉用コークスの品質評価方法
5か月前
日本製鉄株式会社
高炉用コークスの品質評価方法
5か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
出光興産株式会社
熱処理油組成物
4か月前
JFEスチール株式会社
高周波焼入部品の製造方法
1か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
日本製鉄株式会社
高炉冷却装置
3か月前
JFEスチール株式会社
溶鋼の脱酸方法
4か月前
JFEスチール株式会社
吹錬方法および鋼の製造方法
5か月前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
4か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ