TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024128568
公報種別
公開特許公報(A)
公開日
2024-09-24
出願番号
2023037594
出願日
2023-03-10
発明の名称
冷却器具
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
C21D
1/00 20060101AFI20240913BHJP(鉄冶金)
要約
【課題】簡易な構造で低コストに、かつ必要な箇所のみ冷却を可能にする。
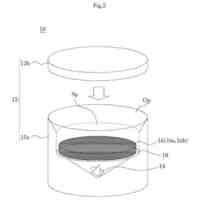
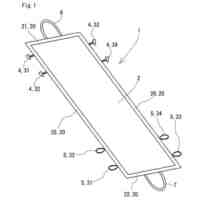
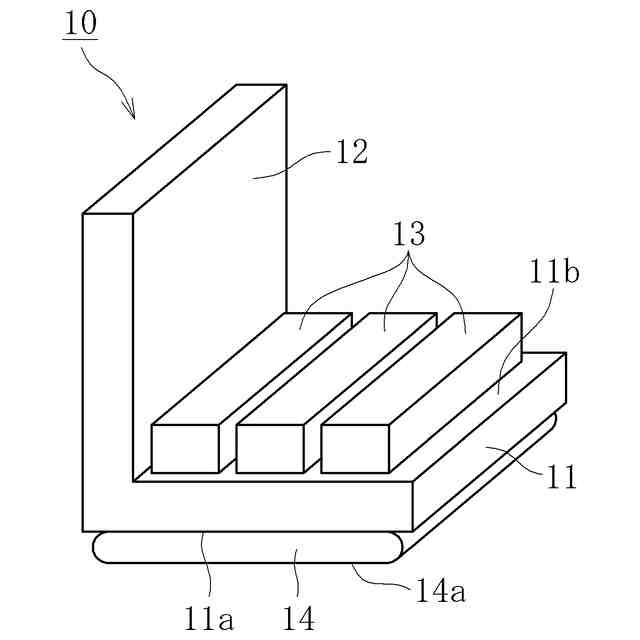
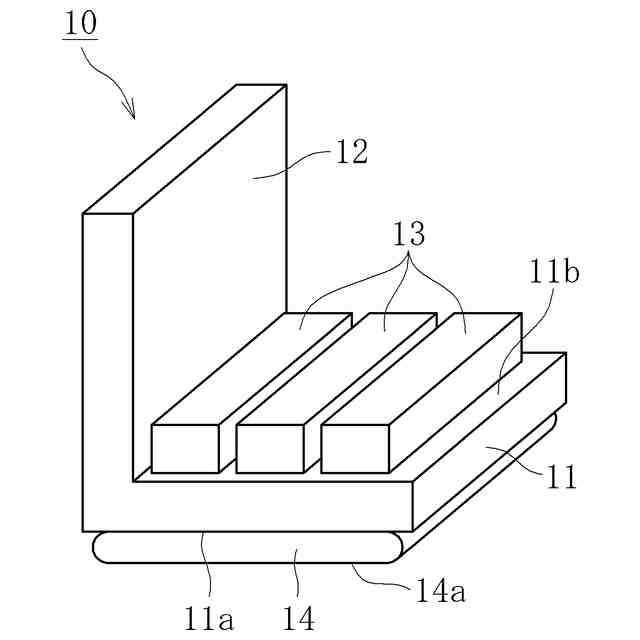
【解決手段】この冷却器具10は、冷却対象物2の表面2aと対向可能な対向部11と、対向部11と一体に設けられ、冷却対象物2からの熱伝導で冷却対象物2に蓄積された熱を外気に放出する放熱部12と、対向部11のうち冷却対象物2と対向する面11aと反対側の表面11bに設けられ、冷却対象物2との間に生じる引力で対向部11を挟持可能とする磁石13とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
磁性を示す冷却対象物に取付けて前記冷却対象物を冷却するための器具であって、
前記冷却対象物の表面と対向可能な対向部と、
前記対向部と一体に設けられ、前記冷却対象物からの熱伝導で前記冷却対象物に蓄積された熱を外気に放出する放熱部と、
前記対向部のうち前記冷却対象物と対向する面と反対側の表面に設けられ、前記冷却対象物との間に生じる引力で前記対向部を挟持可能とする磁石とを備えた、冷却器具。
続きを表示(約 85 文字)
【請求項2】
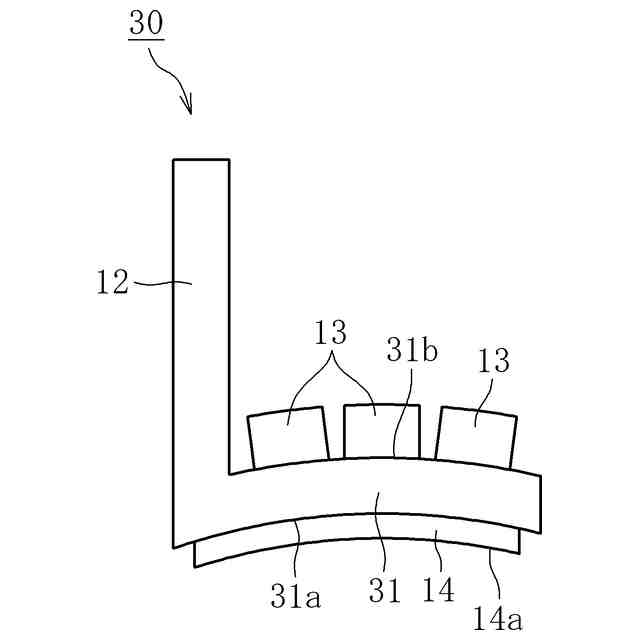
前記対向部のうち前記冷却対象物と対向する面に設けられ、前記冷却対象物の表面に密着可能な密着シートをさらに備えた、請求項1に記載の冷却器具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、冷却器具に関し、特に磁性を示す冷却対象物に取付けて冷却するための技術に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
周知の通り、自動車用エンジンのカムシャフトについては、必要な硬度を得るために、当該カムシャフトを鍛造で成形して所定の研削加工を施した後、所定のカム外周面に焼入れを施すことが行われている。また、最近では、必要な部分のみを狙って焼入れが可能なレーザー焼入れが用いられる傾向にある。
【0003】
一方、この種の熱処理工程では、熱処理中のワーク(カムシャフト)を効果的に冷却することが肝要となる。例えば特許文献1には、軸状ワークの外周面を、ノズルから噴射される冷却水により冷却する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平7-62426号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述したレーザー焼入れでは、カムシャフトの冷却は空冷により行われるが、これだと、カムシャフトのサイズが小さい場合、表面積の低下に伴い冷却量が発熱量よりも小さくなる結果、熱処理の途中から熱がカムシャフト内部に必要以上に蓄積され、焼入れが不十分な部位(具体的にはカム外周面のうち相対的に曲率が大きい部位が該当)が生じるといった問題があった。
【0006】
特許文献1等に記載の冷却技術を用いた場合、カムシャフト全体を冷却水で冷却することになるため、必要な箇所のみを狙って冷却することができない。これでは不要な箇所で冷却することになり、冷却効率の面で好ましいとは言えない。また、上述した冷却技術を採用する場合には、ノズルと冷却水を噴射するための多数のノズルを設けた長尺のパイプが複数必要となるだけでなく、噴射した冷却水を回収及び排出するための機構がさらに必要となるため、冷却装置が複雑化並びに大型化する問題がある。これでは設備コストの高騰を招きかねない。
【0007】
上述した問題は何もカムシャフトなどのワーク(加工対象物)に限ったことではなく、性能評価を行う必要のある完成品など冷却性能を評価、調整する必要がある全ての物品に起こり得る。
【0008】
以上の事情に鑑み、本明細書では、簡易な構造で低コストに、かつ必要な箇所のみ冷却を可能にすることを、解決すべき技術課題とする。
【課題を解決するための手段】
【0009】
前記課題の解決は、本発明に係る冷却器具によって達成される。すなわち、この冷却器具は、磁性を示す冷却対象物に取付けて冷却対象物を冷却するための器具であって、冷却対象物の表面と対向可能な対向部と、対向部と一体に設けられ、冷却対象物からの熱伝導で冷却対象物に蓄積された熱を外気に放出する放熱部と、対向部のうち冷却対象物と対向する面と反対側の表面に設けられ、冷却対象物との間に生じる引力で対向部を挟持可能とする磁石とを備えた点をもって特徴付けられる。
【0010】
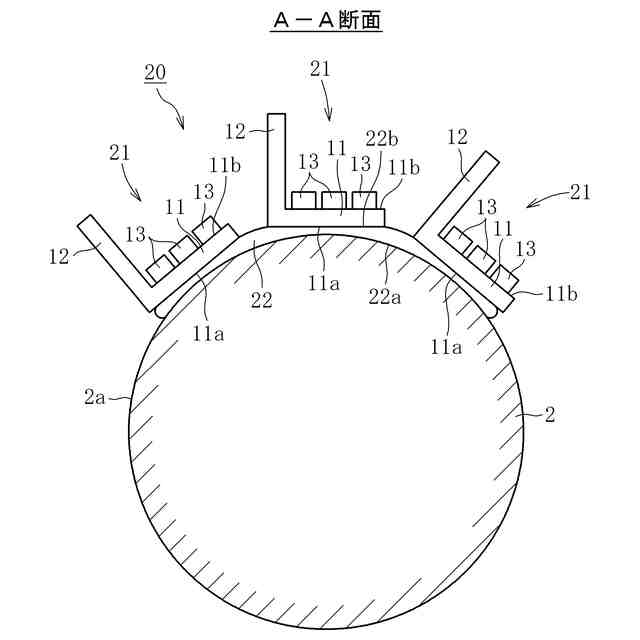
このように、本発明に係る冷却器具によれば、冷却対象物と対向する対向部を冷却対象物との間に挟持可能としたので、対向部と一体に設けられた放熱部を冷却対象物の狙った箇所に取付けることができる。これにより、例えばレーザー焼入れの際にレーザーが照射される領域の近傍に放熱部を配置することができ、効率よく焼入れ箇所の冷却を図ることが可能となる。また、本発明では、上述した対向部を磁石により冷却対象物との間で挟持可能としたので、冷却対象物の表面に痕跡を残すことなく冷却器具を容易に脱着させることが可能となる。よって、冷却対象物が変わっても冷却器具を繰り返し使用することが可能となる。もちろん、本発明に係る冷却器具であれば、駆動部を必要とせず、また冷却媒体の回収、排出のための設備も不要であるから、コスト面でも優位である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ダイハツ工業株式会社
車両
10日前
ダイハツ工業株式会社
電動車
4日前
ダイハツ工業株式会社
試料セル
3日前
ダイハツ工業株式会社
車両構造
12日前
ダイハツ工業株式会社
車両構造
13日前
ダイハツ工業株式会社
シートカバー
12日前
ダイハツ工業株式会社
距離算定装置
17日前
ダイハツ工業株式会社
車両用制御装置
11日前
ダイハツ工業株式会社
バイオガス生成システム
5日前
ダイハツ工業株式会社
無人搬送装置及びその制御方法
13日前
トヨタ自動車株式会社
蓄電装置および蓄電装置の製造方法
3日前
新和環境株式会社
炉システム
1か月前
新和環境株式会社
炉システム
1か月前
日本製鉄株式会社
転炉精錬方法
23日前
株式会社戸畑製作所
高炉用羽口
2か月前
日本製鉄株式会社
溶銑の脱硫方法
3か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
富士電子工業株式会社
焼き入れ装置
1か月前
日本製鉄株式会社
スラグの排出方法
1か月前
個人
製鋼用副資材及びその製造方法
2か月前
株式会社伊原工業
還元鉄の製造方法
1か月前
株式会社デンケン
高温炉
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
1か月前
日本製鉄株式会社
脱炭精錬方法
2か月前
日本製鉄株式会社
鋼の製造方法
12日前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
1か月前
株式会社神戸製鋼所
溶銑の脱りん方法
2か月前
JFEスチール株式会社
高強度鋼板の製造方法
3か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
3か月前
株式会社サンノハシ
金属加工品の製造方法
10日前
JFEスチール株式会社
高周波焼入部品の製造方法
3か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
高炉冷却装置
4か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
1か月前
日本製鉄株式会社
還元鉄の溶解方法
2か月前
JFEスチール株式会社
異常検知システム
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ