TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024082328
公報種別
公開特許公報(A)
公開日
2024-06-20
出願番号
2022196104
出願日
2022-12-08
発明の名称
焼入れ装置及び焼入れ方法
出願人
富士電子工業株式会社
代理人
個人
主分類
C21D
1/10 20060101AFI20240613BHJP(鉄冶金)
要約
【課題】本開示の焼入れ装置は、短時間で長尺のワークに均一に焼入れを行うことができる。
【解決手段】本開示に係る焼入れ装置は、少なくとも第1領域と、第2領域と、第3領域とを有するワークを有し、第1領域では、誘導加熱コイルが静止状態にされたままでワークの半径方向において、右側第1コイルがワークに対して近接した位置に配置された状態でワークを加熱し、第2領域では、ワークの半径方向において右側第1コイル及び左側第1コイルがワークの中心軸に対して対称な位置にされた状態でワークを加熱し、第3領域では、誘導加熱コイルが長手方向に移動状態を維持されたままワークの半径方向において左側第1コイルがワークに対して近接した位置に配置された状態でワークを加熱した後、誘導加熱コイルの加熱を停止するものである。
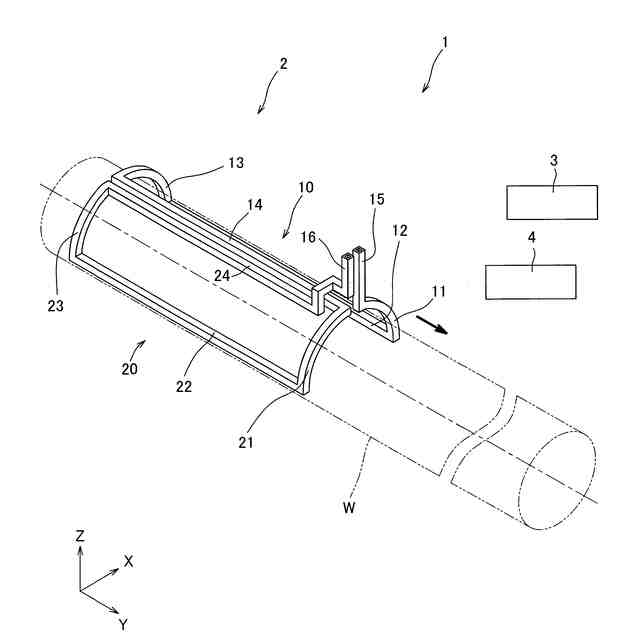
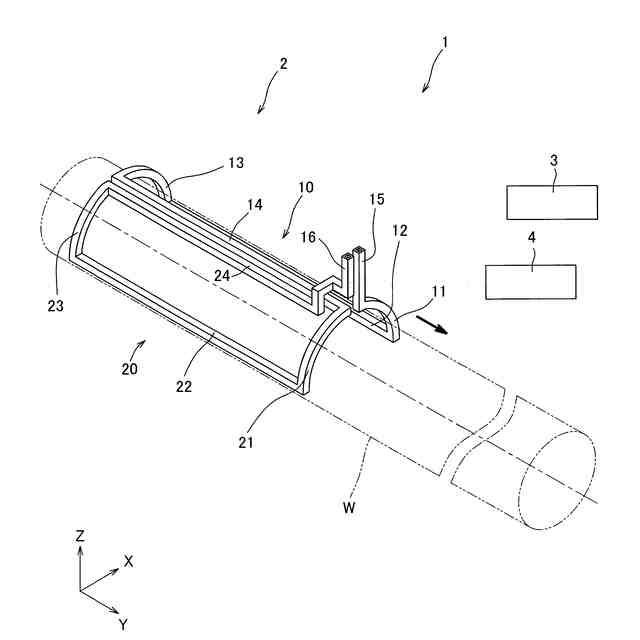
【選択図】図1
特許請求の範囲
【請求項1】
ワークを加熱する焼入れ装置であって、
焼入れ装置は、ワークを加熱する誘導加熱コイルと、ワークの長手方向及びワークの半径方向に誘導加熱コイルを移動させるコイル移動装置とを有し、
誘導加熱コイルは、ワークの右側面を加熱する右側コイル及びワークの左側面を加熱する左側コイルを有し、
右側コイルは、ワークの右側の周方向を加熱する右側第1コイルを有し、
左側コイルは、ワークの左側の周方向を加熱する左側第1コイルを有し、
ワークは、ワークの長手方向に少なくとも第1領域と、第2領域と、第3領域とを有し、
第1領域では、コイル移動装置により、ワークの半径方向において、左側第1コイルがワークに対して遠ざかった位置にされると共に、右側第1コイルがワークに対して近接した位置にされ、誘導加熱コイルが静止状態にされたままで、右側第1コイルがワークを加熱し、
第2領域では、コイル移動装置により、ワークの半径方向において、右側第1コイル及び左側第1コイルがワークの中心軸に対して対称な位置にされ、右側第1コイル及び左側第1コイルがワークを加熱し、
第3領域では、コイル移動装置により、誘導加熱コイルが長手方向に移動状態を維持されたまま、ワークの半径方向において、右側第1コイルがワークに対して遠ざかった位置にされると共に、左側第1コイルがワークに対して近接した位置にされ、左側第1コイルがワークを加熱した後、誘導加熱コイルの加熱を停止する焼入れ装置。
続きを表示(約 2,400 文字)
【請求項2】
ワークを加熱する焼入れ装置であって、
焼入れ装置は、ワークを加熱する誘導加熱コイルと、ワークの長手方向及びワークの半径方向に誘導加熱コイルを移動させるコイル移動装置とを有し、
誘導加熱コイルは、ワークの右側面を加熱する右側コイル及びワークの左側面を加熱する左側コイルを有し、
右側コイルは、ワークの右側の周方向を加熱する右側第1コイルを有し、
左側コイルは、ワークの左側の周方向を加熱する左側第1コイルを有し、
ワークは、ワークの長手方向に少なくとも第1領域と、第2領域と、第3領域とを有し、
第1領域では、コイル移動装置により、ワークの半径方向において、右側第1コイルがワークに対して遠ざかった位置にされると共に、左側第1コイルがワークに対して近接した位置にされ、誘導加熱コイルが静止状態にされたままで、左側第1コイルがワークを加熱し、
第2領域では、コイル移動装置により、ワークの半径方向において、右側第1コイル及び左側第1コイルがワークの中心軸に対して対称な位置にされ、右側第1コイル及び左側第1コイルがワークを加熱し、
第3領域では、コイル移動装置により、誘導加熱コイルが長手方向に移動状態を維持されたまま、ワークの半径方向において、左側第1コイルがワークに対して遠ざかった位置にされると共に、右側第1コイルがワークに対して近接した位置にされ、右側第1コイルがワークを加熱した後、誘導加熱コイルの加熱を停止する焼入れ装置。
【請求項3】
ワークの断面の表面が円形である請求項1又は2に記載の焼入れ装置。
【請求項4】
右側コイルは、ワークの移動方向に対して右側第1コイルの後ろ側に配置され、右側第1コイルに接続され右側のワークの長手方向を加熱する右側第2コイルと、右側第2コイルの後端に接続され右側第1コイルと反対の位置でワークの右側の周方向を加熱する右側第3コイルを有し、
左側コイルは,ワークの移動方向に対して左側第1コイルの後ろ側に配置され、左側第1コイルに接続され左側のワークの長手方向を加熱する左側第2コイルと、左側第2コイルの後端に接続され左側第1コイルと反対の位置でワークの左側の周方向を加熱する左側第3コイルを有する請求項1又は2に記載の焼入れ装置。
【請求項5】
右側第1コイルと左側第1コイルとが、ワークの長手方向に対して異なる位置に配置されている請求項1又は2に記載の焼入れ装置。
【請求項6】
右側第3コイルと左側第3コイルとが、ワークの長手方向に対して異なる位置に配置されている請求項4に記載の焼入れ装置。
【請求項7】
ワークの長手方向に移動してワークを加熱する誘導加熱コイルを用いた焼入れ方法であって、
誘導加熱コイルは、ワークの右側面を加熱する右側コイル及びワークの左側面を加熱する左側コイルを有し、
右側コイルは、ワークの右側の周方向を加熱する右側第1コイルを有し、
左側コイルは、ワークの左側の周方向を加熱する左側第1コイルを有し、
ワークは、ワークの長手方向に少なくとも第1領域と、第2領域と、第3領域とを有し、
第1領域では、ワークの半径方向において、左側第1コイルをワークに対して遠ざかった位置にすると共に、右側第1コイルをワークに対して近接した位置にし、誘導加熱コイルを静止状態にしたままで、右側第1コイルがワークを加熱し、
第2領域では、ワークの半径方向において、右側第1コイル及び左側第1コイルをワークの中心軸に対して対称な位置にし、右側第1コイル及び左側第1コイルがワークを加熱し、
第3領域では、誘導加熱コイルを長手方向に移動状態を維持したまま、ワークの半径方向において、右側第1コイルをワークに対して遠ざかった位置にすると共に、左側第1コイルをワークに対して近接した位置にし、左側第1コイルがワークを加熱した後、誘導加熱コイルの加熱を停止する焼入れ方法。
【請求項8】
ワークの長手方向に移動してワークを加熱する誘導加熱コイルを用いた焼入れ方法であって、
誘導加熱コイルは、ワークの右側面を加熱する右側コイル及びワークの左側面を加熱する左側コイルを有し、
右側コイルは、ワークの右側の周方向を加熱する右側第1コイルを有し、
左側コイルは、ワークの左側の周方向を加熱する左側第1コイルを有し、
ワークは、ワークの長手方向に少なくとも第1領域と、第2領域と、第3領域とを有し、
第1領域では、ワークの半径方向において、右側第1コイルをワークに対して遠ざかった位置にすると共に、左側第1コイルをワークに対して近接した位置にし、誘導加熱コイルを静止状態にしたままで、左側第1コイルがワークを加熱し、
第2領域では、ワークの半径方向において、左側第1コイル及び右側第1コイルをワークの中心軸に対して対称な位置にし、右側第1コイル及び左側第1コイルがワークを加熱し、
第3領域では、誘導加熱コイルを長手方向に移動状態を維持したまま、ワークの半径方向において、左側第1コイルをワークに対して遠ざかった位置にすると共に、右側第1コイルをワークに対して近接した位置にし、右側第1コイルがワークを加熱した後、誘導加熱コイルの加熱を停止する焼入れ方法。
【請求項9】
ワークの断面の表面が円形である請求項7又は8に記載の焼入れ方法。
【請求項10】
右側第1コイルと左側第1コイルとが、ワークの長手方向に対して異なる位置に配置されている請求項7又は8に記載の焼入れ方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、各種機械部品・自動部品等のワークを加熱する焼入れ装置及び焼入れ方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、ボールねじ等の長尺のワークを高周波焼入れする際は、長尺のワークを固定した状態で、高周波の誘導加熱コイルをワークの長手方向に相対的に移動させる。そして、長尺のワークを加熱・冷却して、長尺のワークの表面に連続した硬化層を形成することが知られている(特許文献1)。
【0003】
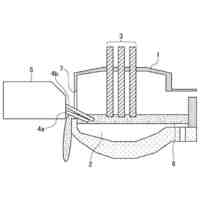
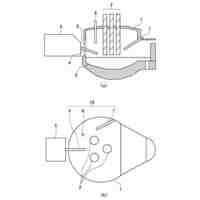
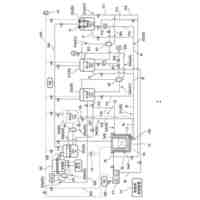
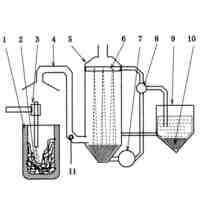
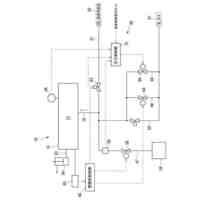
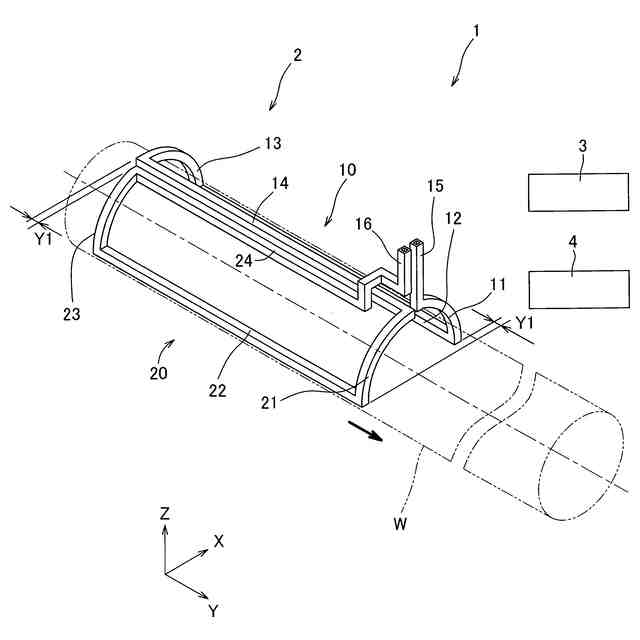
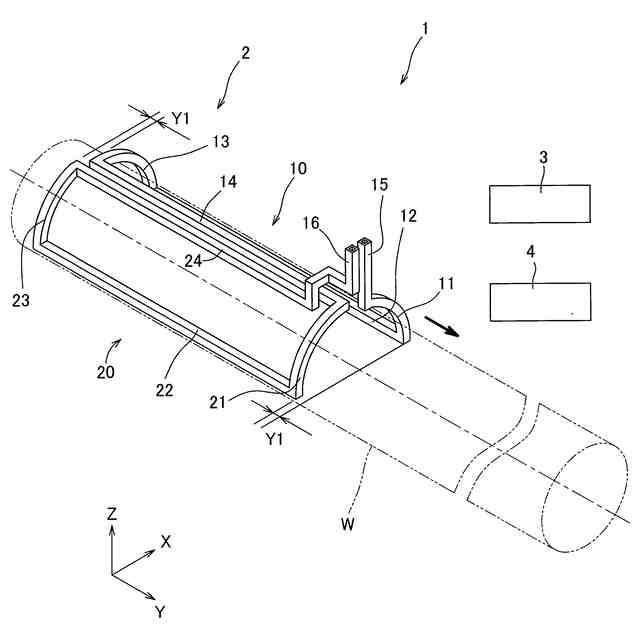
図11は、従来技術の焼入れ装置101の概略の構成図である。
図11に示す様に、従来技術の焼入れ装置101は、高周波の誘導加熱コイル102とコイル移動装置103とを備えている。
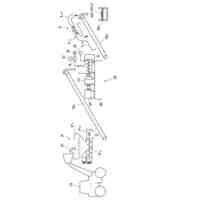
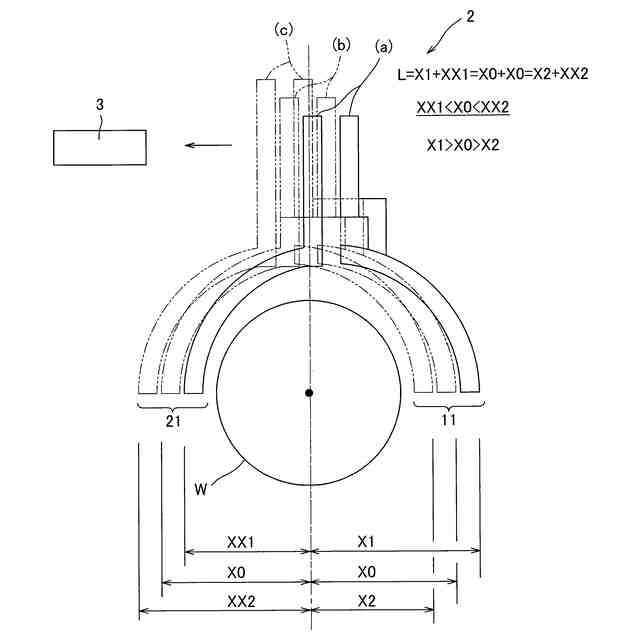
誘導加熱コイル102は、一筆書きの鞍型のコイルで、第1リード部115、右側第1コイル111、右側第2コイル112、右側第3コイル113、左側第2コイル122、左側第1コイル121、第2リード部116の順に繋がっている。
右側第1コイル111と左側第1コイル121とは、ワークの長手方向(Y方向)に対して、同じ位置(X方向の同一平面内)に配置されている。また、右側第3コイル113もワークの長手方向(Y方向)に対して、同一平面内に配置されている。
誘導加熱コイル102は、内部が空洞の中空状で、空洞には冷却剤が流れるようになっている。
【0004】
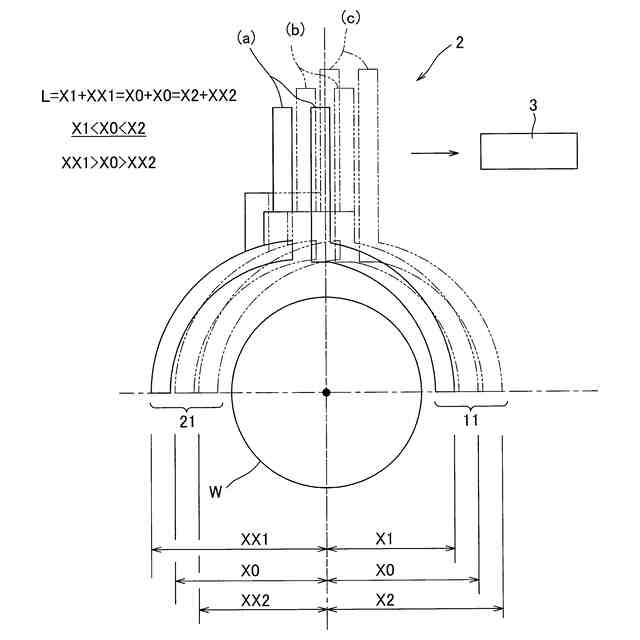
右側第1コイル111及び左側第1コイル121と、右側第3コイル113とは,鞍型の半開放のコイルで、ワークとは非接触な状態でワークを覆っている。ワークの長手方向から見て、右側第1コイル111及び左側第1コイル121とは、ワークの中心軸に対して対称な位置にある(X方向)。
【0005】
コイル移動装置103は、ワークの長手方向(Y方向)に、誘導加熱コイル102を移動させるものである。誘導加熱コイル102が移動している間、右側第1コイル111及び左側第1コイル121は、ワークの中心軸に対して対称な位置を維持した状態である。
【0006】
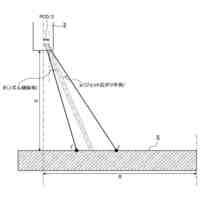
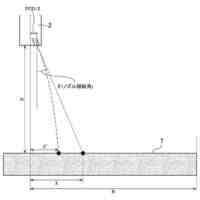
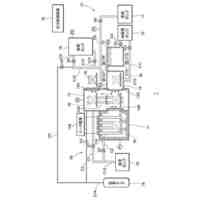
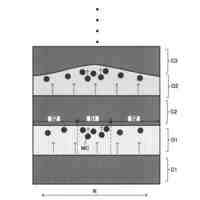
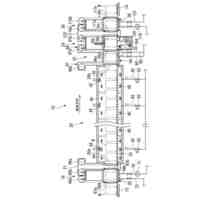
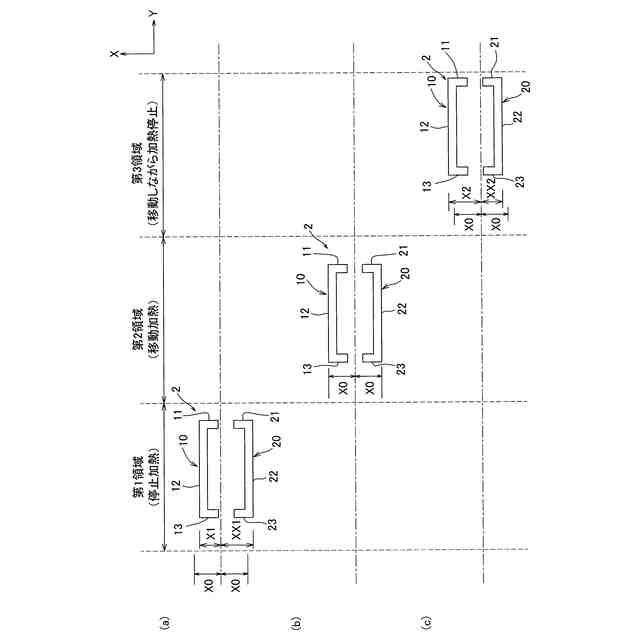
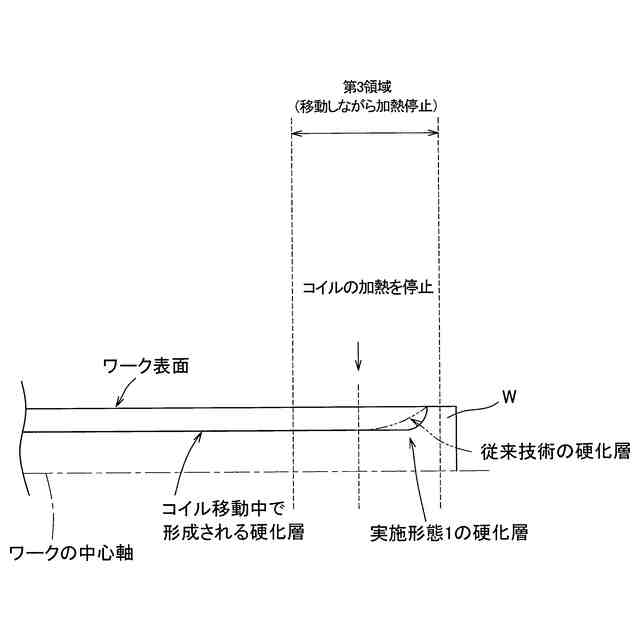
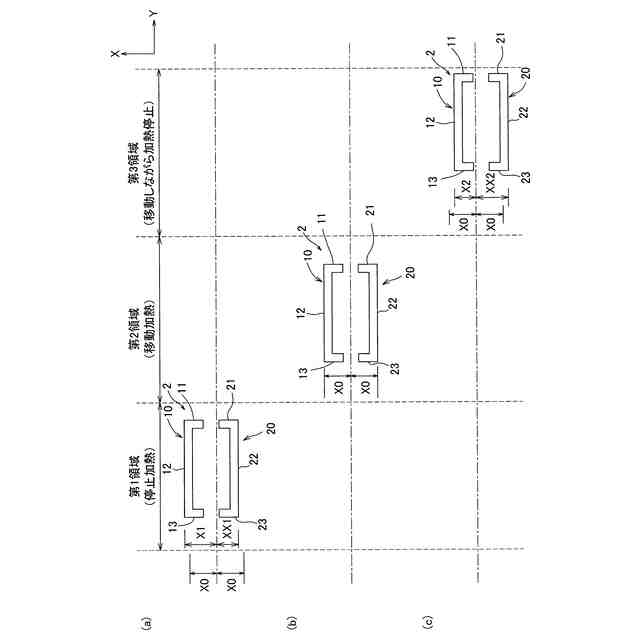
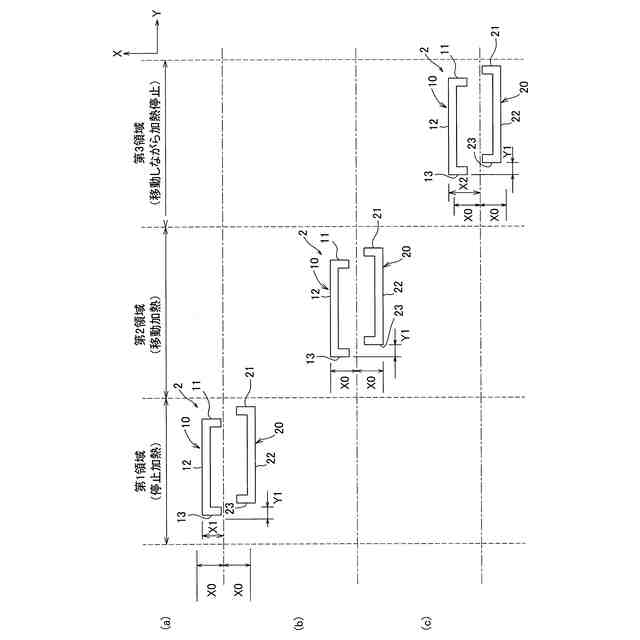
図12は、従来技術の焼入れ装置101の概略の動作図である。
図12(a)は、誘導加熱コイル102の概略の動作図で、図11の平面図である。図12(b)は、ワークの中心軸におけるX方向の断面図で、ワークの中心軸から右側(X方向)のワーク断面を表している。
図12(a)に示す様に、誘導加熱コイル102は、ワークの左端からY方向に移動する。誘導加熱コイル102の移動に伴い、ワークは、左からY方向に、第1領域、第2領域、第3領域の3つの領域を有する。
【0007】
誘導加熱コイル102の移動の間、右側第1コイル111の端部は、中心軸から右側第1コイル111の端までの距離X0で、左側第1コイル121の端部も、中心軸から左側第1コイル121の端までの距離X0である。右側第1コイル111と左側第1コイル121とは、ワークの中心軸に対して対称な位置を維持した状態で移動する。
【0008】
第1領域では、誘導加熱コイル102が停止した状態でワークの加熱が行われ、時間が経過すると硬化層が成長する(図12(b)の左側参照)。
第2領域では、第1領域でワークの硬化層が一定の厚みに成長したら、誘導加熱コイル102をワークの長手方向に移動させることが行われる。この時、硬化層が一定の厚みに形成される(図12(b)の中央参照)。
ワークの右側の第3領域では、誘導加熱コイル102を移動させながら、所定の位置で誘導加熱コイル102への電力供給を停止し、ワークへの加熱を停止することが行われる。ワークへの加熱が停止されると、硬化層が先細り、ワークの右側端部までの位置で、硬化層が止まる(図12(b)の右側参照)。
上記のようにして、従来技術の焼入れ装置101は、長尺のワークの焼入れを行っている。
【先行技術文献】
【特許文献】
【0009】
特開2003-160812号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上記した従来技術では、以下の3つの課題を有している。
(課題1)
図12(b)の左側に示す様に、第1領域では、ワークが冷えた状態から加熱されるので、硬化層の形成に時間を要する。
(課題2)
又、右側第1コイル111及び左側第1コイル121、右側第3コイル113は、ワークの半周において加熱するので、右側第2コイル112及び左側第2コイル122の加熱より強いので、第1領域において、硬化層の両端部が盛り上がり、硬化層にムラが発生する。
(課題3)
図12(b)の右側に示す様に、第3領域において、ワークへの加熱が停止されると、ワークの中央部よりワークの端部が冷えているので、硬化層が徐々に先細り、既定の厚み未満の不要な硬化層が長く形成されてしまう。
本開示の一態様の焼入れ装置及び焼入れ方法は、上記の3つの課題を解決できる。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
転炉吹錬方法
6か月前
日本製鉄株式会社
転炉精錬方法
3か月前
株式会社プロテリアル
鋼材の製造方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
5か月前
日本製鉄株式会社
溶銑の脱珪方法
6か月前
日本製鉄株式会社
溶銑の製造方法
2か月前
日本製鉄株式会社
電気炉の精錬方法
5か月前
株式会社神戸製鋼所
高炉用羽口
4か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
5か月前
株式会社不二越
熱処理システム
5か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
大同特殊鋼株式会社
肌焼鋼の製造方法
5か月前
株式会社不二越
熱処理システム
3か月前
株式会社不二越
熱処理システム
2か月前
大同特殊鋼株式会社
工具鋼の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
株式会社小熊鉄工所
鎮静剤製造設備
1か月前
個人
製鋼工程における脱硫スラグの脱硫方法
5か月前
ダイハツ工業株式会社
冷却器具
2か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
5か月前
日本製鉄株式会社
高炉の操業方法
5か月前
日本製鉄株式会社
高炉の操業方法
3か月前
黒崎播磨株式会社
マッド材
2か月前
大同特殊鋼株式会社
雰囲気熱処理炉
5か月前
富士電子工業株式会社
焼入れ装置及び焼入れ方法
5か月前
日本製鉄株式会社
羽口冷却装置及び羽口冷却方法
1か月前
日本製鉄株式会社
排滓量推定システム
4か月前
日本製鉄株式会社
金属材の冷却方法
2か月前
大同特殊鋼株式会社
鋼材の熱処理方法
4か月前
株式会社ゴーシュー
はだ焼鋼の鍛造熱処理方法
3か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
高炉用コークスの品質評価方法
2か月前
日本製鉄株式会社
高炉用コークスの品質評価方法
2か月前
出光興産株式会社
熱処理油組成物
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ