TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024094674
公報種別
公開特許公報(A)
公開日
2024-07-10
出願番号
2022211373
出願日
2022-12-28
発明の名称
排滓量推定システム
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
主分類
C21C
5/46 20060101AFI20240703BHJP(鉄冶金)
要約
【課題】スラグ排出時に火炎又は黒煙が発生したとしても、高い精度でスラグの排滓量を推定することができる排滓量推定システムを提供する。
【解決手段】排滓流の幅値L
1
が所定の閾値L
max
を超える時間を火炎等発生時間であると判断し、幅値L
1
が所定の閾値L
max
以下の時間を火炎等非発生時間であると判断する判断部と、火炎等発生時間における排滓流の幅値L
2
を、火炎等発生時間の開始直前又は火炎等発生時間の開始直前及び終了直後の排滓流の幅値L
1
を用いて予測する予測部と、下記式(1)によりスラグの排滓量を推定する推定部と、を有し、推定部は、下記式(1)の排滓流の幅値Lとして、火炎等発生時間の排滓量を推定する場合は幅値L
2
を用い、火炎等非発生時間の排滓量を推定する場合は幅値L
1
若しくは移動平均値L
ave
を用いる。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2024094674000017.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">9</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">158</com:WidthMeasure> </com:Image>
【選択図】なし
特許請求の範囲
【請求項1】
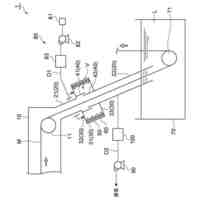
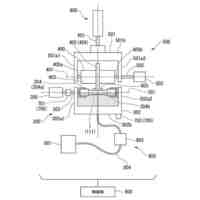
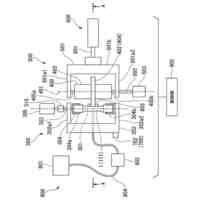
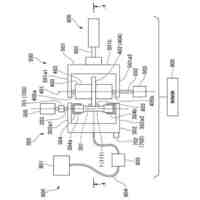
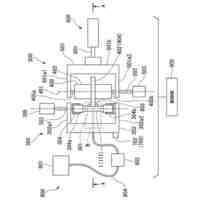
精錬容器から流出するスラグの排滓流を検知する検知部と、
前記排滓流を検知した場合に前記排滓流を撮影する撮影部と、
撮影された静止画から前記排滓流の幅値L
1
を測定する測定部と、
測定された前記排滓流の幅値L
1
の経時変化を記録する記録部と、
前記排滓流の幅値L
1
の経時変化において、前記排滓流の幅値L
1
が所定の閾値L
max
を超える時間を火炎又は黒煙が発生した火炎等発生時間であると判断し、前記排滓流の幅値L
1
が所定の閾値L
max
以下の時間を火炎又は黒煙が発生していない火炎等非発生時間であると判断する判断部と、
前記火炎等発生時間における前記排滓流の幅値L
2
を、前記火炎等発生時間の開始直前又は前記火炎等発生時間の開始直前及び終了直後の前記排滓流の幅値L
1
を用いて予測する予測部と、
下記式(1)により前記スラグの排滓量を推定する推定部と、を有し、
前記推定部は、下記式(1)の排滓流の幅値Lとして、前記火炎等発生時間の前記スラグの排滓量を推定する場合は前記予測部により予測された前記排滓流の幅値L
2
を用い、前記火炎等非発生時間の前記スラグの排滓量を推定する場合は前記測定部により算出された前記排滓流の幅値L
1
若しくは前記火炎等非発生時間における前記排滓流の幅値L
1
の移動平均値L
ave
を用いる、
排滓量推定システム。
TIFF
2024094674000013.tif
11
158
M:排滓重量(kg)
ρ:スラグの嵩密度(kg/m
3
)
Δt:静止画の撮影間隔(s)
α:排滓流の断面形状を補正するパラメータ
L:排滓流の幅値(m)
V:排滓流の流速(m/s)
続きを表示(約 1,800 文字)
【請求項2】
前記判断部において、前記所定の閾値L
max
は下記式(2)及び(3)によって算出された値である、請求項1に記載の排滓量推定システム。
TIFF
2024094674000014.tif
10
158
TIFF
2024094674000015.tif
15
158
D:精錬容器に設けられたスラグ排出口の円相当径(m)
A:スラグ排出口の面積(m
2
)
【請求項3】
前記予測部は、前記火炎等発生時間における前記排滓流の幅値L
2
を下記式(4)により算出された前記排滓流の幅値L
est
であると予測する、請求項1又は2に記載の排滓量推定システム。
TIFF
2024094674000016.tif
15
158
L
est
:火炎等発生時間の時刻tにおいて推定される幅値(m)
L
i
:火炎等発生時間の開始直前のN
ref
個の幅値L
1
の平均値(m)
L
f
:火炎等発生時間の終了直後のN
ref
個の幅値L
1
の平均値(m)
N
ref
:L
i
及びL
f
を求めるための幅値L
1
のサンプル数
t
i
:火炎等発生時間の開始時刻
t
f
:火炎等発生時間の終了時刻
B:火炎等発生時間が8秒以上の場合は0<B<1の範囲とし、8秒未満の場合はB=1とする。
【請求項4】
前記予測部は、前記火炎等発生時間の開始直前における時間(s)に対する前記排滓流の幅値L
1
の傾きTを、前記火炎等発生時間の開始直前のN
ref
個の幅値L
1
の最大値及び最小値から算出し、又は、前記火炎等発生時間の開始直前のN
ref
個の幅値L
1
から最小二乗法により算出し、
前記傾きTが所定の閾値T
slope
を超えるか否か判断し、
前記傾きTが閾値T
slope
を超える場合、前記火炎等発生時間における前記排滓流の幅値L
2
を前記火炎等発生時間の開始直前のN
ref
個の前記排滓流の幅値L
1
の平均値L
i
であると予測し、
前記傾きTが閾値T
slope
以下である場合、前記火炎等発生時間における前記排滓流の幅値L
2
を前記式(4)により算出された前記排滓流の幅値L
est
であると予測する、
請求項3に記載の排滓量推定システム。
【請求項5】
前記検知部は、256階調で表現される輝度値を測定し、背景よりも輝度値が30以上高い高輝度値物質を前記排滓流として検知する、請求項1又は2に記載の排滓量推定システム。
【請求項6】
前記排滓流の流速Vは、前記測定部における前記排滓流の幅値L
1
の計測位置から前記スラグ排出口の下端までの鉛直方向の距離H(m)としたとき、前記排滓流の自由落下と仮定して算出された(2gH)
0.5
とする、請求項1又は2に記載の排滓量推定システム。
【請求項7】
前記排滓流の流速Vは、少なくとも2枚以上の前記静止画からパターンマッチングにより求めた前記排滓流の移動距離を、前記静止画の撮影時刻の差(s)で割った商とする、請求項1又は2に記載の排滓量推定システム。
【請求項8】
前記パラメータαは、スラグを構成する成分のマスバランスから算出した理論流出スラグ量(kg)、又は、秤量機によって計測した流出スラグ量(kg)を真値として、パラメータフィッティングにより算出された値とする、請求項1又は2に記載の排滓量推定システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鉄鋼の精錬容器からの排出されるスラグの排滓量を推定する排滓量推定システムに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
転炉精錬プロセスは、高炉から出銑された溶銑中のケイ素やリン、炭素といった不純物を低減するための重要なプロセスである。特に、リンは、粒界に偏析することで鋼材の割れ感受性に多大な影響を及ぼし、低温靱性の低下や連続鋳造時の中心偏析部における異常組織の発生等、鋼の機械的性質を著しく低下させることが知られており、鋼中のリン濃度を安定的に可能な限り低減させることが要求される。
【0003】
これらの不純物の一部は、高圧の酸素ガスを溶銑に吹き付けることで、生石灰の添加等によって塩基度が調整されたスラグ中に酸化除去される。その際の精錬反応の進行は、精錬容器内のスラグの量によって変化することが知られており、精錬容器内のスラグ量を正確に把握することは、精錬反応の制御、つまり製造する鋼の品質の安定化において重要である。
【0004】
しかしながら、精錬容器内は高温・粉じん環境となっており、炉内スラグ量のセンシングは容易ではない。そこで、流出したスラグ量の把握によって、炉内に残留したスラグ量の推定が行われている。各種精錬容器において、流出したスラグ量の定量評価方法及び推定方法が記載されている文献として、特許文献1、2が知られている。
【0005】
特許文献1には、転炉において、炉内の形状と炉の傾動角から計算される排出量、又はあらかじめ測定しておいた、炉の傾動角変化に伴うスラグの排出流量の実測値からスラグの排出量を見積もる方法が開示されている。
【0006】
特許文献2には、転炉において、スラグパンに設置した秤量機を用いて排滓量を直接秤量し、精錬反応によるスラグ発生量と、直接秤量した排滓量から炉内残留スラグ量を推定する方法が開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2018-119195号公報
特開平7-041813号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、特許文献1では、スラグの排出量を、装入溶融金属量や精錬容器内耐火物の幾何学的形状に求めるため、炉内耐火物の損耗状態及びスラグとメタル(溶銑)の状態の影響を強く受け、これに起因して排滓量の推定精度が低いという課題がある。
【0009】
また、特許文献2では、受滓台車等に取り付けた秤量機による計測では、秤量機自体が高額である点や、秤量機と高温溶融物(溶融スラグや溶融金属)が接触することによる故障のリスクが課題であった。
【0010】
そこで、本発明者らは、排滓流を撮影した画像の解析によって排滓量を推定することを検討した。スラグの排滓量を画像解析という非接触の手法により推定することで、秤量機故障のリスクを限りなく小さくすることができると考えられたためである。しかしながら、本発明者らは、画像解析により排滓量を推定する場合、スラグ排出時に発生する火炎又は黒煙によって、排滓量の推定精度が悪化するという新たな課題に突き当たった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
9日前
日本製鉄株式会社
構造部材
3日前
日本製鉄株式会社
圧延装置
22日前
日本製鉄株式会社
熱間圧延鋼材
8日前
日本製鉄株式会社
転炉精錬方法
1日前
日本製鉄株式会社
スナウト装置
17日前
日本製鉄株式会社
電車線柱構造
9日前
日本製鉄株式会社
溶鉄の精錬方法
8日前
日本製鉄株式会社
コークスの製造方法
1日前
日本製鉄株式会社
スポット溶接用電極
12日前
日本製鉄株式会社
除滓方法及び除滓装置
19日前
日本製鉄株式会社
含炭塊成鉱の製造方法
11日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
Al-Zn系合金被覆鋼板
23日前
日本製鉄株式会社
チタン板およびその製造方法
17日前
日本製鉄株式会社
高炉の還元粉化量の推定方法
23日前
日本製鉄株式会社
管状体及び管状体の製造方法
12日前
日本製鉄株式会社
鋼材接合部材及び鋼材の接合構造
23日前
日本製鉄株式会社
有視煙検知装置及び有視煙検知方法
5日前
日本製鉄株式会社
鋼材の接合継手及び鋼材の接合構造
17日前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
22日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
24日前
日本製鉄株式会社
熱風炉の解体方法および熱風炉の築炉方法
17日前
日本製鉄株式会社
板材の平坦度測定方法および平坦度測定装置
1日前
日本製鉄株式会社
ドロス位置推定装置、及びドロス位置推定方法
9日前
日本製鉄株式会社
物流描画装置、物流描画処理方法及びプログラム
15日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
1日前
日本製鉄株式会社
溶銑容器用の湿式吹付材及びそれを施工した混銑車
18日前
日本製鉄株式会社
異常判定装置、異常判定システム及び異常判定方法
9日前
日本製鉄株式会社
情報提供装置、情報提供方法及びコンピュータープログラム
9日前
日本製鉄株式会社
クランクシャフト用素形材及びクランクシャフト用素形材の製造方法
4日前
黒崎播磨株式会社
コークス炉用プレキャストブロック及びその製造方法
8日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ