TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024115615
公報種別
公開特許公報(A)
公開日
2024-08-27
出願番号
2023021332
出願日
2023-02-15
発明の名称
はだ焼鋼の鍛造熱処理方法
出願人
株式会社ゴーシュー
代理人
個人
,
個人
主分類
C21D
8/00 20060101AFI20240820BHJP(鉄冶金)
要約
【課題】機械加工前の軟化が可能で、浸炭時のオーステナイト粒粗大化を抑制でき、併せて、浸炭焼入れ歪の軽減をインラインで実現できる、はだ焼鋼の鍛造熱処理方法を提供すること。
【解決手段】はだ焼鋼を素材として使用し、熱間鍛造後、以下の熱処理工程を行うこと。・鍛造後直ちに冷却設備で鍛造素材を1~30℃/sの冷却速度で1回以上冷却を行い、冷却と復熱を1回以上繰り返す工程。
・最終の復熱後の表面温度が600~750℃間の目標の冷却停止温度に制御し、引き続き保定炉に装入する工程。
・保定炉内で600~700℃の温度に15~60min.保定し、その後炉出しする工程。
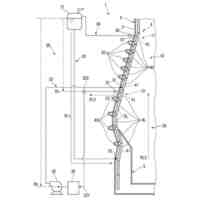
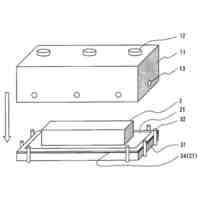
【選択図】図1
特許請求の範囲
【請求項1】
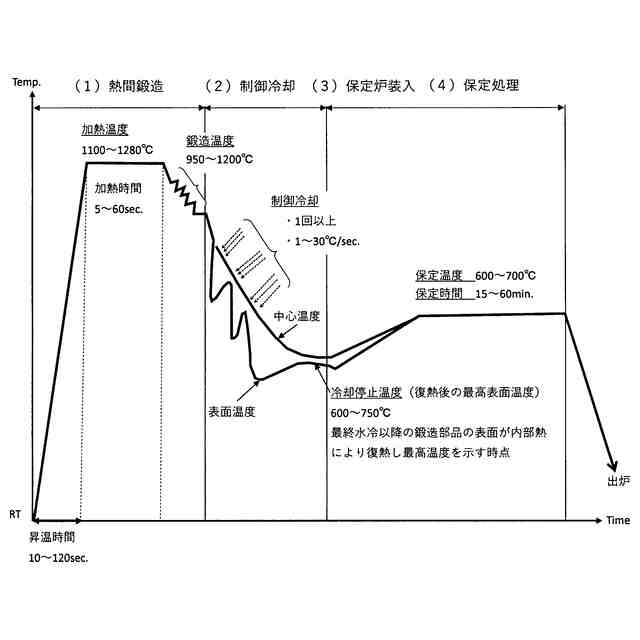
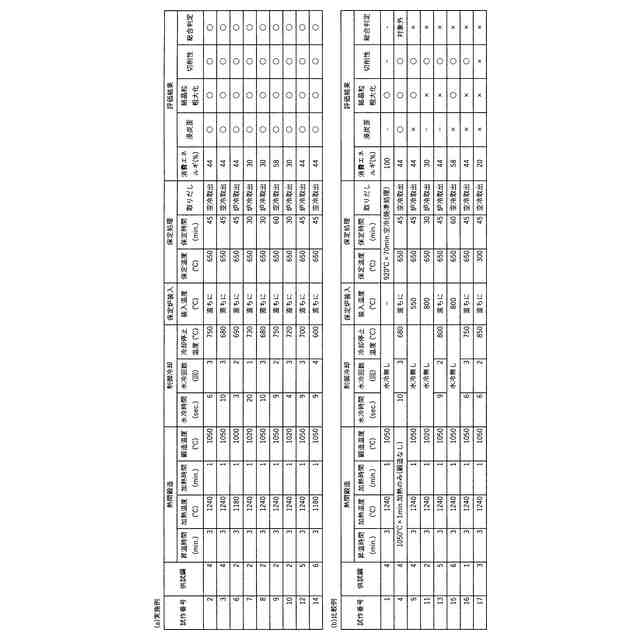
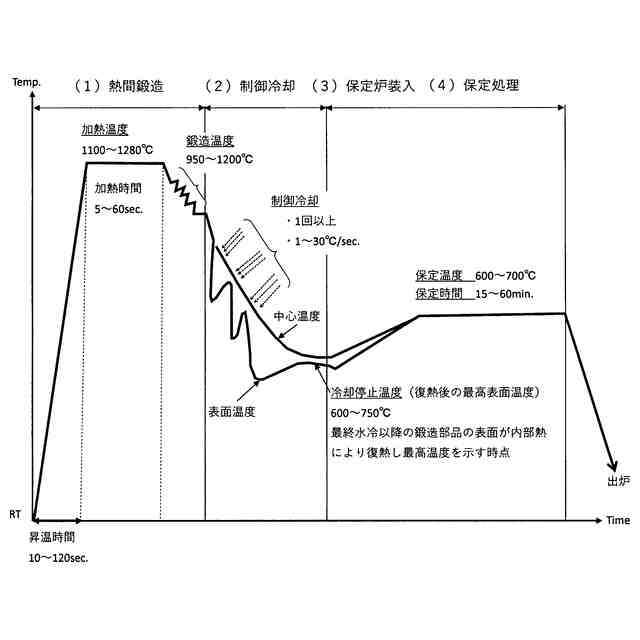
はだ焼鋼を素材として使用し、下記(1)~(4)の工程で熱間鍛造及び熱処理を行うことを特徴とするはだ焼鋼の鍛造熱処理方法。
(1)素材を1100~1280℃で加熱し、950~1200℃の温度で鍛造する工程。
(2)鍛造後直ちに冷却設備で鍛造素材を1~30℃/sの冷却速度で1回以上冷却を行い、冷却と復熱を1回以上繰り返す工程。
(3)最終の復熱後の表面温度が600~750℃間の目標の冷却停止温度に制御し、引き続き保定炉に装入する工程。
(4)保定炉内で600~700℃の温度に15~60min.保定し、その後炉出しする工程。
続きを表示(約 140 文字)
【請求項2】
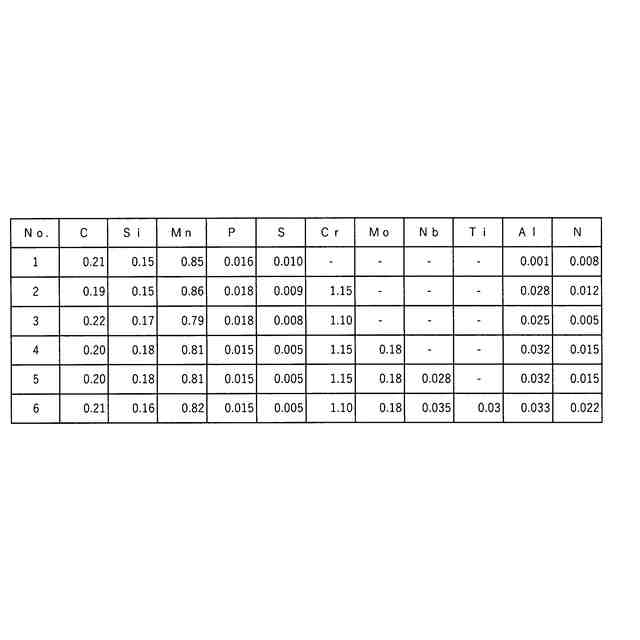
素材に、Al:0.010~0.060重量%、Nb:0.015~0.060重量%、N:0.010~0.025重量%及びTi:0.0015~0.050重量%を、1種あるいは2種以上含有したはだ焼鋼を使用することを特徴とする請求項1に記載のはだ焼鋼の鍛造熱処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、はだ焼鋼を素材として使用し、熱間鍛造及び熱処理を行うようにしたはだ焼鋼の鍛造熱処理方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、連続可変トランスミッション(Continuously Variable Transmission。以下、「CVT」という。)、ミッションギア、デファレンシャルギア等の機械部品の製造においては、はだ焼鋼を用いて熱間鍛造を行った後、軟化するための熱処理を行ってから機械加工を施して最終部品の形状に加工した後、浸炭焼入れを実施し、さらに仕上げ加工をして最終部品を得るようにしていた。
【0003】
ところで、近年、地球環境問題の観点から、これらの部品に対する小型軽量化、それを実現するための部品形状の複雑化が進んでいる。また、CO
2
削減のための製造工程の最適化が望まれている。
すなわち、(1)これらの部品を小型化するためには、高強度化が必要であり、鍛造素材の硬さが高くなって機械加工時の工具寿命が短くなる、(2)複雑な形状の部品を浸炭焼入れするため、浸炭焼入れ歪も大きくなってきている。
この問題に対処するため、(1)鍛造後に焼準処理を行って鍛造部品を軟化させて工具寿命の改善を図る試みや、(2)浸炭焼入れ歪を低減するために、熱間鍛造後、焼準処理や焼準+焼戻処理が行われてきた(例えば、特許文献1参照。)。
しかしながら、これらは、鍛造部品のコストやCO
2
の排出量を増加させたり、工程の煩雑化をもたらすだけでなく、場合によっては浸炭時のオーステナイト粒の粗大化による鍛造部品の機械的性質の低下を招いたりするため、これらの工程の適正化が望まれていた。
【先行技術文献】
【特許文献】
【0004】
特許第6765551号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記従来の鍛造部品の製造に関する問題点に鑑み、工程の簡略化を種々検討し、機械加工前の軟化が可能で、浸炭時のオーステナイト粒粗大化を抑制でき、併せて、浸炭焼入れ歪の軽減をインラインで実現できるはだ焼鋼の鍛造熱処理方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明のはだ焼鋼の鍛造熱処理方法は、(1)熱間鍛造と熱処理を連続化し、(2)鍛造後の冷却速度を制御し、引き続き保定変態処理を実施すること、より具体的には、はだ焼鋼を素材として使用し、下記(1)~(4)の工程で熱間鍛造及び熱処理を行うことを特徴とする。
(1)素材を1100~1280℃で加熱し、950~1200℃の温度で鍛造する工程。
(2)鍛造後直ちに冷却設備で鍛造素材を1~30℃/sの冷却速度で1回以上冷却を行い、冷却と復熱を1回以上繰り返す工程。
(3)最終の復熱後の表面温度が600~750℃間の目標の冷却停止温度に制御し、引き続き保定炉に装入する工程。
(4)保定炉内で600~700℃の温度に15~60min.保定し、その後炉出しする工程。
【0007】
ここで、「はだ焼鋼」とは、JIS G 4052やJIS G 4053に規定される「はだ焼鋼」を意味する。
また、「冷却速度」とは、800~500℃間の平均冷却速度を指す。
また、最終冷却以降の鍛造部品の表面は内部の熱により復熱してくるが、その復熱後の最高表面温度を「冷却停止温度」と定義する。
【0008】
この場合において、素材に、Al:0.010~0.060重量%、Nb:0.015~0.060重量%、N:0.010~0.025重量%及びTi:0.0015~0.050重量%を、1種あるいは2種以上含有したはだ焼鋼を使用することができる。
【発明の効果】
【0009】
本発明のはだ焼鋼の鍛造熱処理方法は、自動車や建産機の駆動系部品に使用される浸炭部品、中でも、CVT、ミッションギア、デファレンシャルギア等として使用される機械部品を、(1)環境配慮(省エネルギ、CO
2
削減)、(2)浸炭焼入れ歪の軽減、(3)浸炭時のオーステナイト粒の異常粒成長抑制、(4)工期短縮、コストダウンに寄与する製造方法として提供できるものである。
【図面の簡単な説明】
【0010】
本発明のはだ焼鋼の鍛造熱処理方法の工程を模式的に示した図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鋼材の製造方法
4か月前
株式会社戸畑製作所
高炉用羽口
1か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
富士電子工業株式会社
焼き入れ装置
3日前
個人
製鋼用副資材及びその製造方法
23日前
大同特殊鋼株式会社
工具鋼の製造方法
4か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
4か月前
日本製鉄株式会社
高炉の操業方法
4か月前
株式会社小熊鉄工所
鎮静剤製造設備
4か月前
ダイハツ工業株式会社
冷却器具
5か月前
日本製鉄株式会社
脱炭精錬方法
24日前
日本製鉄株式会社
羽口冷却装置及び羽口冷却方法
4か月前
黒崎播磨株式会社
マッド材
5か月前
株式会社神戸製鋼所
溶銑の脱りん方法
1か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
1か月前
JFEスチール株式会社
高強度鋼板の製造方法
1か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
出光興産株式会社
熱処理油組成物
4か月前
JFEスチール株式会社
高周波焼入部品の製造方法
1か月前
日本製鉄株式会社
高炉冷却装置
3か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
4か月前
JFEスチール株式会社
溶鋼の脱酸方法
4か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
日本製鉄株式会社
溶鋼の製造方法
3日前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
2か月前
JFEスチール株式会社
異常検知システム
3か月前
日本製鉄株式会社
還元鉄の溶解方法
1か月前
日本製鉄株式会社
製鋼炉の操業方法
4か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
2か月前
JFEスチール株式会社
溶銑温度の推定方法
4か月前
JFEスチール株式会社
軟窒化部品の製造方法
4か月前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
2か月前
日本製鉄株式会社
高炉炉底部冷却構造
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ