TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024013655
公報種別
公開特許公報(A)
公開日
2024-02-01
出願番号
2022115909
出願日
2022-07-20
発明の名称
クロムモリブデンバナジウム鋼の製造方法
出願人
株式会社プロテリアル
代理人
主分類
C21D
9/00 20060101AFI20240125BHJP(鉄冶金)
要約
【課題】クロムモリブデンバナジウム鋼の規格鋼種について、その棒鋼の断面径が大きいときの機械的特性を向上する。
【解決手段】質量%で、C:0.35~0.50%、Si:0.40%以下、Mn:0.40~0.85%、P:0.040%以下、S:0.040%以下、Cr:0.80~1.20%、Mo:0.45~0.65%、V:0.25~0.35%、残部Feおよび不純物でなる成分組成を有し、断面の大きさが円相当径で170~330mmの棒鋼に、880~1050℃の焼入れ温度で、この焼入れ温度から550℃までの冷却速度を棒鋼の断面の中心温度で0.4~1.1℃/秒とする焼入れを行うクロムモリブデンバナジウム鋼の製造方法である。そして、上記の焼入れを行った後、455~730℃の焼戻し温度で焼戻しを行うクロムモリブデンバナジウム鋼の製造方法である。
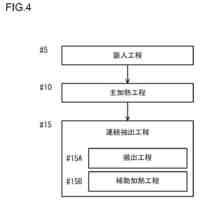
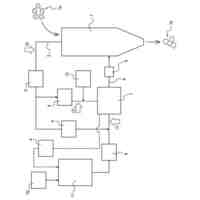
【選択図】図1
特許請求の範囲
【請求項1】
質量%で、C:0.35~0.50%、Si:0.40%以下、Mn:0.40~0.85%、P:0.040%以下、S:0.040%以下、Cr:0.80~1.20%、Mo:0.45~0.65%、V:0.25~0.35%、残部Feおよび不純物でなる成分組成を有し、断面の大きさが円相当径で170~330mmの棒鋼に、880~1050℃の焼入れ温度で焼入れを行うクロムモリブデンバナジウム鋼の製造方法において、
前記焼入れは、前記焼入れ温度から550℃までの冷却速度を、前記棒鋼の断面の中心温度で0.4~1.1℃/秒とすることを特徴とするクロムモリブデンバナジウム鋼の製造方法。
続きを表示(約 84 文字)
【請求項2】
前記焼入れを行った後、455~730℃の焼戻し温度で焼戻しを行うことを特徴とする請求項1に記載のクロムモリブデンバナジウム鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、クロムモリブデンバナジウム鋼の製造方法に関するものである。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来、クロムモリブデンバナジウム鋼には、その焼入れ焼戻し後の耐力、引張強さ、伸び、絞り、靭性といった機械的特性が要求され、多くの規格鋼種が提案されている。
【0003】
例えば、JIS-G-4107(高温用合金鋼ボルト材)の「SNB16」は、質量%で、C:0.36~0.44%、Si:0.20~0.35%、Mn:0.45~0.70%、P:0.040%以下、S:0.040%以下、Cr:0.80~1.15%、Mo:0.50~0.65%、V:0.25~0.35%、残部Feおよび不純物でなる成分組成を有する。そして、焼入れ後には650℃以上の焼戻し温度で焼戻しが行われ、断面の直径が180mm以下の棒鋼として提供される。
また、SNB16に対応するASTM-A193の「Grade B16」は、質量%で、C:0.36~0.47%、Si:0.15~0.35%、Mn:0.45~0.70%、P:0.035%以下、S:0.040%以下、Cr:0.80~1.15%、Mo:0.50~0.65%、V:0.25~0.35%、残部Feおよび不純物(Al:0.015%以下を含む)でなる成分組成を有する。そして同様に、焼入れ後に650℃以上の焼戻し温度で焼戻しが行われ、例えば、断面の直径が100mmを超え180mm以下の棒鋼として提供される。
そして、SNB16に対応するDIN17240の「40CrMoV4-7」であるならば、質量%で、C:0.36~0.44%、Si:0.40%以下、Mn:0.45~0.85%、P:0.030%以下、S:0.030%以下、Cr:0.90~1.20%、Mo:0.50~0.65%、V:0.25~0.35%、残部Feおよび不純物でなる成分組成を有する。そして、880~930℃の焼入れ温度で焼入れ(油冷または水冷)を行った後、670~730℃の焼戻し温度で焼戻しが行われて提供される。
【0004】
その他、JIS-G-4108(特殊用途合金鋼ボルト用棒鋼)には「SNB21」が規格化され、これは、質量%で、C:0.36~0.44%、Si:0.20~0.35%、Mn:0.45~0.70%、P:0.025%以下、S:0.025%以下、Cr:0.80~1.15%、Mo:0.50~0.65%、V:0.25~0.35%、残部Feおよび不純物でなる成分組成を有する。また、これに対応するASTM-A540の「Grade B21」は、質量%で、C:0.35~0.44%、Si:0.15~0.35%、Mn:0.45~0.70%、P:0.025%以下、S:0.025%以下、Cr:0.80~1.15%、Mo:0.50~0.65%、V:0.25~0.35%、残部Feおよび不純物(Al:0.015%以下を含む)の成分組成を有する。
これらの規格鋼種は、焼入れ後に455℃以上の焼戻し温度で焼戻しが行われて、例えば、5種(Class5)の場合、断面の直径が150mmを超え200mm以下の棒鋼として提供される。
【0005】
さらに、AMSでは「6304」が規格化されていて、これは、質量%で、C:0.40~0.50%、Si:0.15~0.35%、Mn:0.40~0.70%、P:0.025%以下、S:0.025%以下、Cr:0.80~1.10%、Mo:0.45~0.65%、V:0.25~0.35%、残部Feおよび不純物(Ni:0.25%以下、Cu:0.35%以下を含む)でなる成分組成を有する。6304は、例えば、断面積が36in
2
(約232cm
2
。円相当径で約170mm)以上133in
2
(約858cm
2
。円相当径で約330mm)以下の棒鋼としても提供される。そして、焼入れ性の評価条件として、954±14℃の焼入れ温度で焼入れ(空冷)を行った後、593±8℃の焼戻し温度で焼戻しを行うことが規定されている。
【0006】
上記の規格鋼種の成分組成は概ね同一であるところ、近年、これら規格鋼種の焼入れ焼戻し後の各種機械的特性を向上させるために、上記の規格鋼種の改良に加え、上記の規格鋼種自体にも様々な焼入れ焼戻しが行われている。そして、そのときの焼入れ焼戻し条件は上記の規格に拘らず、例えば、焼入れ温度を1050℃にして油冷したり、940℃にしたりしている。そして、焼戻し温度であれば、525~700℃の広い範囲の中で選択されている(特許文献1~6)。
【先行技術文献】
【特許文献】
【0007】
特開2021-179222号公報
特開2021-092289号公報
特開2003-328032号公報
特開2000-119818号公報
特開平06-158170号公報
特開昭61-130456号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
クロムモリブデンバナジウム鋼の機械的特性は、理想的には、その焼入れ焼戻し組織を完全マルテンサイト化させることで、その向上が見込まれる。そして、このことは、上記した既存の規格鋼種であっても同じである。しかし、焼入れされるクロムモリブデンバナジウム鋼が大きくなると、その焼入れ焼戻し後の機械的特性が低下する場合があった。
本発明の目的は、上記の規格鋼種を対象にして、それの断面径が大きい棒鋼の機械的特性を向上できるクロムモリブデンバナジウム鋼の製造方法を提供する。
【課題を解決するための手段】
【0009】
すなわち、本発明は、質量%で、C:0.35~0.50%、Si:0.40%以下、Mn:0.40~0.85%、P:0.040%以下、S:0.040%以下、Cr:0.80~1.20%、Mo:0.45~0.65%、V:0.25~0.35%、残部Feおよび不純物でなる成分組成を有し、断面の大きさが円相当径で170~330mmの棒鋼に、880~1050℃の焼入れ温度で焼入れを行うクロムモリブデンバナジウム鋼の製造方法において、上記の焼入れは、焼入れ温度から550℃までの冷却速度を、棒鋼の断面の中心温度で0.4~1.1℃/秒とするクロムモリブデンバナジウム鋼の製造方法である。
そして、上記の焼入れを行った後、455~730℃の焼戻し温度で焼戻しを行うクロムモリブデンバナジウム鋼の製造方法である。
【発明の効果】
【0010】
本発明によれば、クロムモリブデンバナジウム鋼の規格鋼種について、その断面径が大きい棒鋼の、機械的特性を向上することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
1か月前
個人
鋼片の直接通電加熱装置
2か月前
東京窯業株式会社
ガス吹き込みプラグ
2か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
日本製鉄株式会社
配合計画支援方法
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
高周波熱錬株式会社
冷却装置
1か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
トヨタ自動車株式会社
焼入れ装置
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
高周波熱錬株式会社
加熱処理装置
1か月前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
JFEスチール株式会社
高炉操業方法
1か月前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
2か月前
JFEスチール株式会社
転炉の操業方法
16日前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
3日前
スチールプランテック株式会社
転炉排ガス処理設備及び転炉排ガス処理方法
2か月前
JFEスチール株式会社
高炉ガス流判定方法、高炉設備、および、高炉操業方法
1か月前
JFEスチール株式会社
転炉型の精錬炉の排滓方法及び転炉の操業方法
2日前
日本製鉄株式会社
電気炉のスラグ流出量推定システム及び電気炉における精錬方法
1か月前
JFEスチール株式会社
還元鉄の製造方法
23日前
株式会社神戸製鋼所
転炉型精錬容器における溶銑の脱Si処理および脱りん処理方法
17日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ