TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025069952
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2024228573,2022066594
出願日
2024-12-25,2021-01-14
発明の名称
SMCの製造方法
出願人
三菱ケミカル株式会社
代理人
個人
,
個人
,
個人
主分類
B29B
11/16 20060101AFI20250423BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】連続炭素繊維束を部分的にスプリットして用いるCF-SMCの製造方法における有用な改良を提供する。
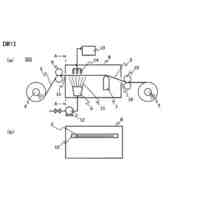
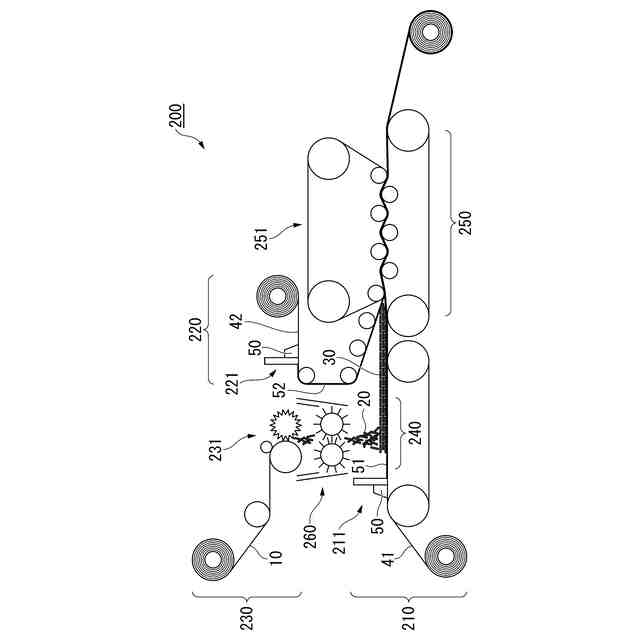
【解決手段】本発明のSMCの製造方法は、(i)連続炭素繊維束をパッケージから引き出す工程と、(ii)前記パッケージから引き出した前記連続炭素繊維束をロータリーカッターでチョップしてチョップド炭素繊維束にする工程と、(iii)前記ロータリーカッターの下方を走行するキャリアフィルム上に前記チョップド炭素繊維束を堆積させて炭素繊維マットを形成する工程とを有し、前記キャリアフィルム上に堆積する前の前記チョップド炭素繊維束の少なくとも一部を回転体に接触させて断片化する断片化処理に用いる断片化処理装置が、それぞれがロータリーカッターの回転軸方向と平行な回転軸を有する第一ピンローラーと第二ピンローラーを備え、それらピンローラーの最大半径の和が回転軸間距離よりも大きい。
【選択図】図4
特許請求の範囲
【請求項1】
(i)連続炭素繊維束をパッケージから引き出す工程と、
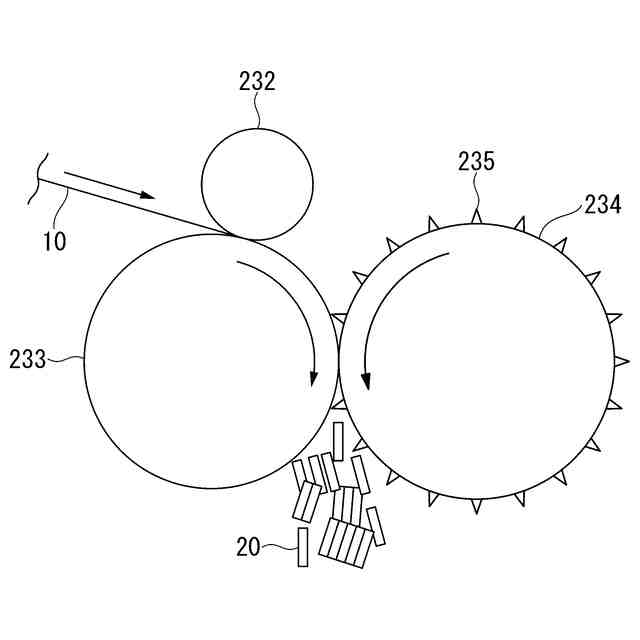
(ii)前記パッケージから引き出した前記連続炭素繊維束をロータリーカッターでチョップしてチョップド炭素繊維束にする工程と、
(iii)前記ロータリーカッターの下方を走行するキャリアフィルム上に前記チョップド炭素繊維束を堆積させて炭素繊維マットを形成する工程とを有し、
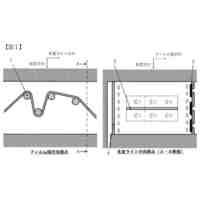
前記キャリアフィルム上に堆積する前の前記チョップド炭素繊維束の少なくとも一部を回転体に接触させて断片化する断片化処理が断片化処理装置を用いて行われ、
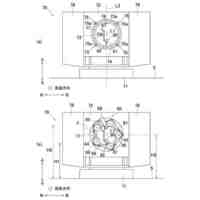
前記断片化処理装置はそれぞれがロータリーカッターの回転軸方向と平行な回転軸を有する第一ピンローラーと第二ピンローラーを備え、
前記第一ピンローラーの最大半径と前記第二ピンローラーの最大半径の和が前記第一ピンローラーと前記第二ピンローラーの回転軸間距離よりも大きい、シートモールディングコンパウンドの製造方法。
続きを表示(約 820 文字)
【請求項2】
前記第一ピンローラーと前記第二ピンローラーの回転方向が逆である、請求項1に記載の製造方法。
【請求項3】
前記第一ピンローラーは、前記第二ピンローラーに面する側でピンが上から下に向かって動くように回転する、請求項2に記載の製造方法。
【請求項4】
前記第一ピンローラーは、前記第二ピンローラーに面する側でピンが下から上に向かって動くように回転する、請求項2に記載の製造方法。
【請求項5】
前記第一ピンローラーと前記第二ピンローラーの回転方向が同じである、請求項1に記載の製造方法。
【請求項6】
前記炭素繊維マットにおける、フィラメント数が0.5Kを超える炭素繊維束の含有量が99重量%以上である、請求項1~5のいずれか一項に記載の製造方法。
【請求項7】
断片化処理装置の使用であって、
前記断片化処理装置は互いに平行な一組の回転軸を有し各々が回転駆動される第一ピンローラーと第二ピンローラーを備え、
前記第一ピンローラーの最大半径と前記第二ピンローラーの最大半径の和が前記第一ピンローラーと前記第二ピンローラーの回転軸間距離よりも大きく、かつ、
前記断片化処理装置がチョップド炭素繊維束の断片化処理に用いられることを特徴とする、使用。
【請求項8】
前記第一ピンローラーと前記第二ピンローラーの回転方向が逆である、請求項7に記載の使用。
【請求項9】
前記第一ピンローラーは、前記第二ピンローラーに面する側でピンが上から下に向かって動くように回転する、請求項8に記載の使用。
【請求項10】
前記第一ピンローラーは、前記第二ピンローラーに面する側でピンが下から上に向かって動くように回転する、請求項8に記載の使用。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、SMC(シートモールディングコンパウンド)の製造方法、とりわけ、炭素繊維(CF)を用いたSMCであるCF-SMCの製造方法に関する。
本願は、2020年1月21日に国際出願されたPCT/JP2020/001851、および2020年3月18日に日本に出願された特願2020-047205号に基づき優先権を主張し、その内容をここに援用する。
続きを表示(約 6,100 文字)
【背景技術】
【0002】
近年、炭素繊維と樹脂とからなる複合材料であるCFRP(炭素繊維強化プラスチック)が、航空機、自動車、船舶その他各種の輸送機器の部品、スポーツ用品、レジャー用品などに幅広く使用されている。
ある種のCFRP製品は、CF-SMCから圧縮成形法により成形される。
CF-SMCは炭素繊維プリプレグの一種であり、チョップド炭素繊維束(「chopped carbon fiber bundle」であり、「chopped carbon fiber tow」、「chopped carbon fiber strand」などともいう。)からなるマットを熱硬化性樹脂組成物で含浸させた構造を有する。
CFRPは、フィラメント数の少ない炭素繊維束で補強されたものほど高強度である一方、炭素繊維束はフィラメント数の少ないもの(トウサイズの小さいもの)ほど製造コストが高い(特許文献1)。
連続炭素繊維束のチョッピングから炭素繊維マットの樹脂含浸まで連続で行うSMCの製造方法に、更に、クリールから巻き出される連続炭素繊維束をチョッピング前に部分的にスプリットする工程を加えることが提案されている(特許文献2)。
【先行技術文献】
【特許文献】
【0003】
米国特許出願公開第2012/0213997号明細書
国際公開第2017/221655号
【発明の概要】
【発明が解決しようとする課題】
【0004】
レギュラートウまたはラージトウに分類されるフィラメント数が多い連続炭素繊維束を、部分的にスプリットして用いる技術を用いることで、高強度のCFRP成形品を与え得るSMCを低コストで製造することができると考えられる。
連続炭素繊維束を部分的にスプリットする工程では様々な調整が必要であることから、SMCの製造では、この工程とその後の工程とを分けた方が、総合的な製造効率は高くなる可能性がある。
本発明は、かかる発想に基づいて本発明者等が行った検討の過程でなされたものであり、連続炭素繊維束を部分的にスプリットして用いるCF-SMCの製造方法を含むCF-SMC製造技術における有用な改良を提供することを主たる目的とする。
本明細書中には、本発明の各実施形態により解決され得る課題が明示的または黙示的に開示されている場合がある。
【課題を解決するための手段】
【0005】
本発明の一態様は、シートモールディングコンパウンドの製造方法に関する。
本発明の好ましい実施形態に係るシートモールディングコンパウンドの製造方法には以下が含まれるが、限定するものではない。
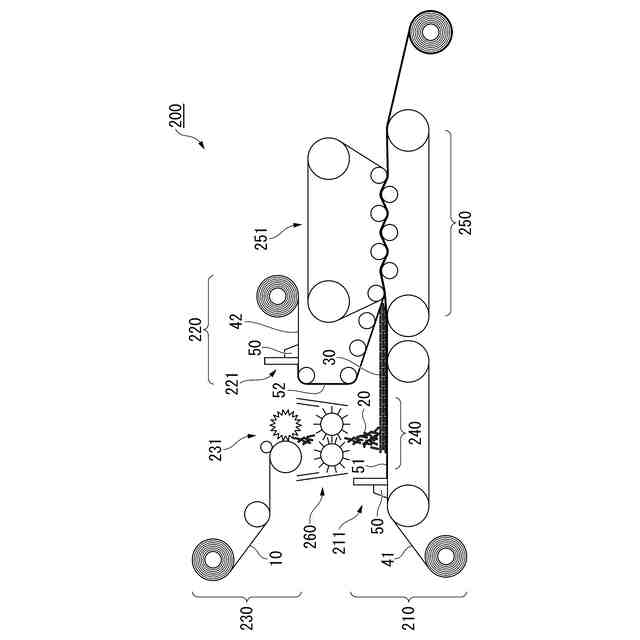
[a1](i)予めn本のサブ束に部分的スプリットされたフィラメント数NKの連続炭素繊維束をパッケージから引き出す工程と、(ii)前記パッケージから引き出した前記連続炭素繊維束をロータリーカッターでチョップしてチョップド炭素繊維束にする工程と、(iii)前記ロータリーカッターの下方を走行するキャリアフィルム上に前記チョップド炭素繊維束を堆積させて炭素繊維マットを形成する工程とを有し、前記キャリアフィルム上に堆積する前の前記チョップド炭素繊維束の少なくとも一部を回転体に接触させて断片化する断片化処理が行われる、シートモールディングコンパウンドの製造方法。
[a2]前記パッケージでは、前記サブ束間に隙間があかないように前記連続炭素繊維束が巻かれている、[a1]に記載の製造方法。
[a3]前記パッケージでは、隣り合う前記サブ束の間に重なり合いが生じるように、前記連続炭素繊維束が巻かれている、[a1]または[a2]に記載の製造方法。
[a4]前記パッケージに巻かれた前記連続炭素繊維束では、総幅が前記サブ束の幅の総和よりも小さい、[a1]~[a3]のいずれかに記載の製造方法。
[a5]前記連続炭素繊維束のフィラメント数NKが12K以上である、[a1]~[a4]のいずれかに記載の製造方法。
[a6]前記回転体が、前記ロータリーカッターの回転軸方向と平行な回転軸を有するピンローラーである、[a1]~[a5]のいずれかに記載の製造方法。
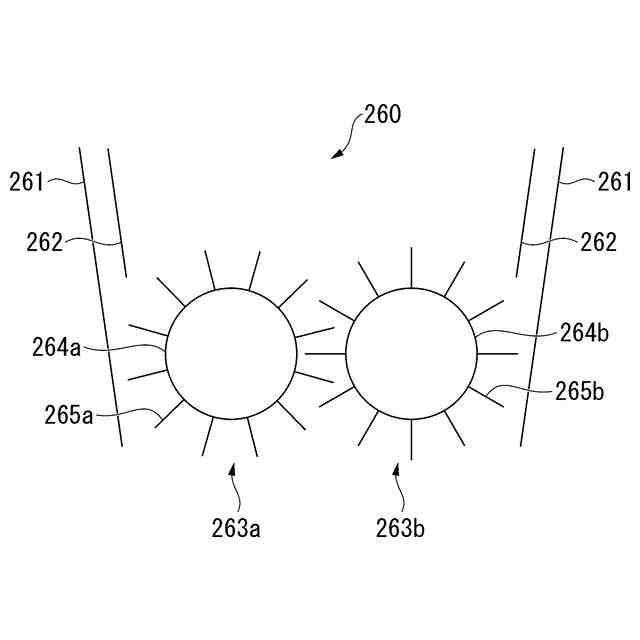
[a7]前記断片化処理では、それぞれが前記ロータリーカッターの回転軸方向と平行な回転軸を有する第一ピンローラーと第二ピンローラーを備え、前記第一ピンローラーの最大半径と前記第二ピンローラーの最大半径の和が前記第一ピンローラーと前記第二ピンローラーの回転軸間距離よりも大きい断片化処理装置が用いられる、[a1]~[a6]のいずれかに記載の製造方法。
[a8]前記炭素繊維マットにおける、フィラメント数が0.5Kを超える炭素繊維束の含有量が99重量%以上である、[a1]~[a7]のいずれかに記載の製造方法。
[a9]前記断片化処理により、前記炭素繊維マットの単位重量に含まれる、フィラメント数が{(N/n)+0.5}Kより大きいチョップド炭素繊維束の個数が減少する、[a1]~[a8]のいずれかに記載の製造方法。
[a10]前記パッケージがスクエアエンド型パッケージである、[a1]~[a9]のいずれかに記載の製造方法。
[a11]前記パッケージにおけるワインド比が整数ではない、[a10]に記載の製造方法。
[a12]前記パッケージにおけるワインド比の小数点以下の端数が1/2、1/3、1/4および1/5のいずれの倍数でもない、[a10]または[a11]に記載の製造方法。
[a13]前記パッケージにおける巻き始めの綾角が5~30°であり、巻き終わりの綾角が2~17°である、[a10]~[a12]のいずれかに記載の製造方法。
[a14]前記炭素繊維マットを熱硬化性樹脂組成物で含浸させるために、前記炭素繊維マットを前記熱硬化性樹脂組成物と共に加圧する、[a1]~[a13]のいずれかに記載の製造方法。
[a15]前記熱硬化性樹脂組成物の少なくとも一部が、前記(iii)の工程の前に前記キャリアフィルムの上面に塗布される、[a14]に記載の製造方法。
【0006】
本発明の他の一態様は、炭素繊維パッケージに関する。
本発明の好ましい実施形態に係る炭素繊維パッケージには以下が含まれるが、限定するものではない。
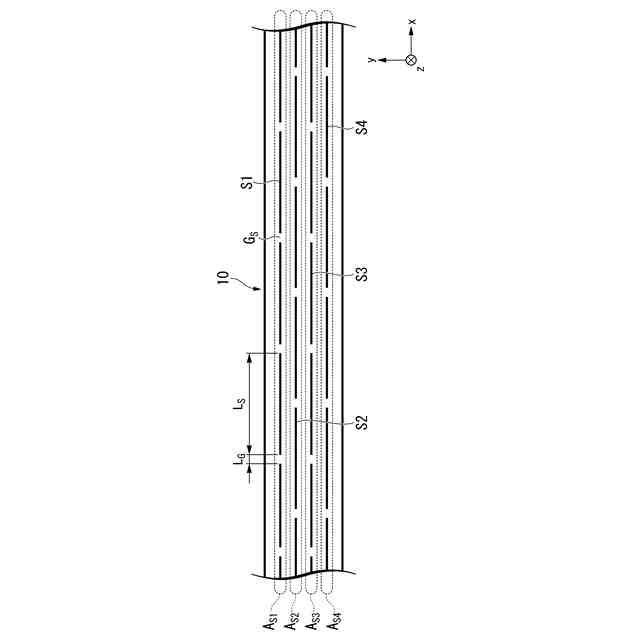
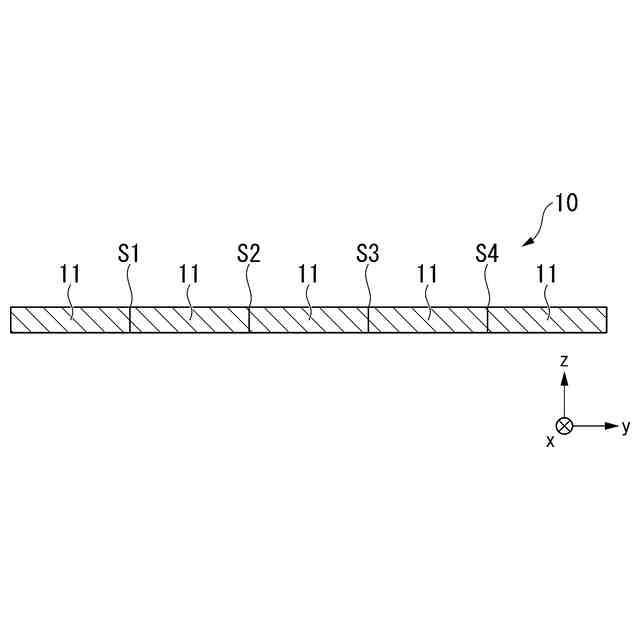
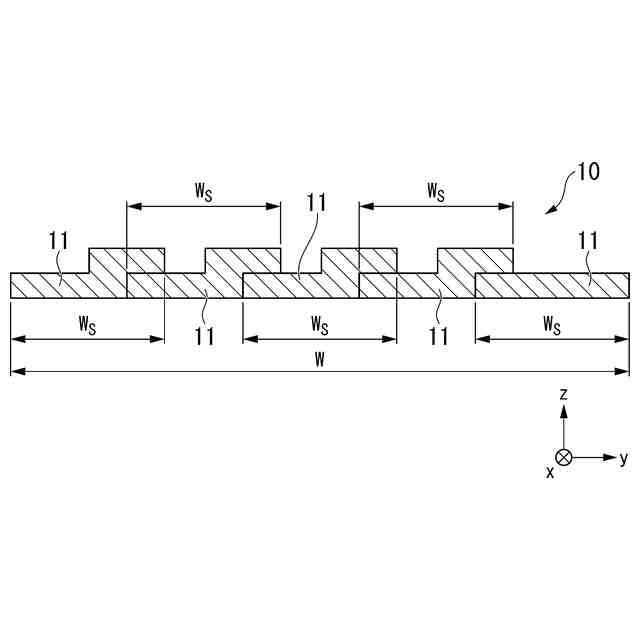
[b1]連続炭素繊維束がボビンにトラバース巻きされてなる繊維パッケージであって、前記連続炭素繊維束は部分的にサブ束にスプリットされており、前記連続炭素繊維束の幅が前記サブ束の幅の総和よりも小さいことを特徴とする炭素繊維パッケージ。
[b2]連続炭素繊維束がボビンにトラバース巻きされてなる繊維パッケージであって、前記連続炭素繊維束は部分的にサブ束にスプリットされているとともに、前記サブ束同士の重なり合いが生じるように前記ボビンに巻かれていることを特徴とする炭素繊維パッケージ。
[b3]前記連続炭素繊維束の幅が、前記サブ束の幅の総和の90%以下である、[b1]または[b2]に記載の炭素繊維パッケージ。
[b4]前記連続炭素繊維束が部分的に3以上の前記サブ束にスプリットされている、[b1]~[b3]のいずれかに記載の炭素繊維パッケージ。
[b5]前記サブ束のフィラメント数が5K以下である、[b1]~[b4]のいずれかに記載の炭素繊維パッケージ。
[b6]前記連続炭素繊維束の総フィラメント数が12K以上である、[b1]~[b5]のいずれかに記載の炭素繊維パッケージ。
[b7]スクエアエンド型パッケージである、[b1]~[b6]のいずれかに記載の炭素繊維パッケージ。
[b8]ワインド比が整数ではない、[b7]に記載の炭素繊維パッケージ。
[b9]ワインド比の小数点以下の端数が1/2、1/3、1/4および1/5のいずれの倍数でもない、[b8]に記載の炭素繊維パッケージ。
[b10]巻き始めの綾角が5~30°であり、巻き終わりの綾角が2~17°である、[b7]~[b9]のいずれかに記載の炭素繊維パッケージ。
【0007】
下記[b11]および[b12]もまた、本発明の実施形態に包含される。
[b11][b1]~[b10]のいずれかに記載された炭素繊維パッケージを用いるシートモールディングコンパウンド製造方法。
[b12]シートモールディングコンパウンドの製造における、[b1]~[b10]のいずれかに記載された炭素繊維パッケージの使用。
【0008】
本発明の更に他の一態様は、炭素繊維パッケージの製造方法に関する。
本発明の好ましい実施形態に係る炭素繊維パッケージ製造方法には以下が含まれるが、限定するものではない。
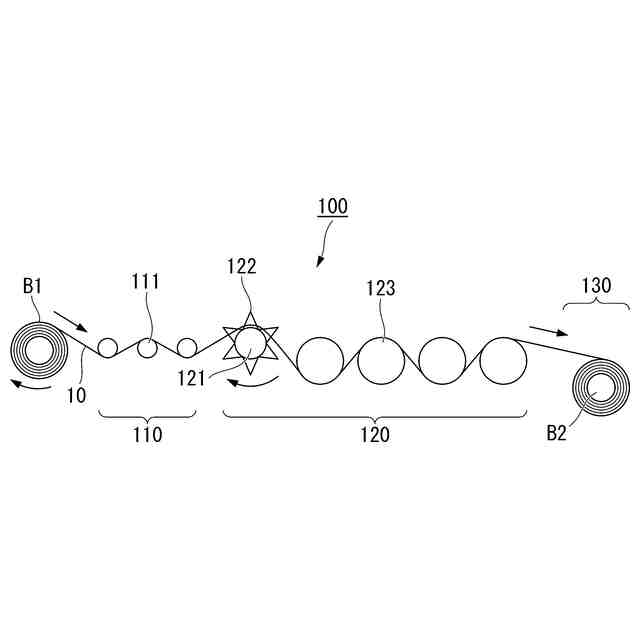
[c1]連続炭素繊維束がボビンにトラバース巻きされてなる繊維パッケージを製造する方法であって、連続炭素繊維束を部分的にサブ束にスプリットするスプリット工程と、部分的に前記サブ束にスプリットされた前記連続炭素繊維束を前記ボビンに巻き取るワインド工程とを含み、前記ワインド工程では前記連続炭素繊維束の幅が前記サブ束の幅の総和より小さくなるように前記連続炭素繊維束を前記ボビンに巻き取ることを特徴とする炭素繊維パッケージ製造方法。
[c2]連続炭素繊維束がボビンにトラバース巻きされてなる繊維パッケージを製造する方法であって、連続炭素繊維束を部分的に前記サブ束にスプリットするスプリット工程と、部分的に前記サブ束にスプリットされた前記連続炭素繊維束を前記ボビンに巻き取るワインド工程とを含み、ワインド工程では前記サブ束同士の重なり合いが生じるように前記連続炭素繊維束を前記ボビンに巻き取ることを特徴とする炭素繊維パッケージ製造方法。
[c3]前記ワインド工程では、連続炭素繊維束の幅が、前記サブ束の幅の総和の90%以下となるように前記連続炭素繊維束を前記ボビンに巻き取る、[c1]または[c2]に記載の炭素繊維パッケージ製造方法。
[c4]前記スプリット工程において、前記連続炭素繊維束を部分的に3以上のサブ束にスプリットする、[c1]~[c3]のいずれかに記載の炭素繊維パッケージ製造方法。
[c5]前記サブ束のフィラメント数が5K以下である、[c1]~[c4]のいずれかに記載の炭素繊維パッケージ製造方法。
[c6]前記連続炭素繊維束の総フィラメント数が12K以上である、[c1]~[c5]のいずれかに記載の炭素繊維パッケージ製造方法。
[c7]前記繊維パッケージがスクエアエンド型パッケージである、[c1]~[c6]のいずれかに記載の炭素繊維パッケージ製造方法。
[c8]前記ワインド工程においてワインド比を整数としない、[c7]に記載の炭素繊維パッケージ製造方法。
[c9]前記ワインド工程においてワインド比の小数点以下の端数を1/2、1/3、1/4および1/5のいずれの倍数にもしない、[c8]に記載の炭素繊維パッケージ製造方法。
[c10]前記ワインド工程において、巻き始めの綾角が5~30°であり、巻き終わりの綾角が2~17°である、[c7]~[c9]のいずれかに記載の炭素繊維パッケージ製造方法。
【0009】
本発明の実施形態には、更に、下記のシートモールディングコンパウンド製造方法が含まれる。
[d1](i)連続炭素繊維束をパッケージから引き出す工程と、(ii)前記パッケージから引き出した前記連続炭素繊維束をロータリーカッターでチョップしてチョップド炭素繊維束にする工程と、(iii)前記ロータリーカッターの下方を走行するキャリアフィルム上に前記チョップド炭素繊維束を堆積させて炭素繊維マットを形成する工程とを有し、前記キャリアフィルム上に堆積する前の前記チョップド炭素繊維束の少なくとも一部を回転体に接触させて断片化する断片化処理が断片化処理装置を用いて行われ、前記断片化処理装置はそれぞれがロータリーカッターの回転軸方向と平行な回転軸を有する第一ピンローラーと第二ピンローラーを備え、前記第一ピンローラーの最大半径と前記第二ピンローラーの最大半径の和が前記第一ピンローラーと前記第二ピンローラーの回転軸間距離よりも大きい、シートモールディングコンパウンドの製造方法。
[d2]前記第一ピンローラーと前記第二ピンローラーの回転方向が逆である、[d1]に記載の製造方法。
[d3]前記第一ピンローラーは、前記第二ピンローラーに面する側でピンが上から下に向かって動くように回転する、[d2]に記載の製造方法。
[d4]前記第一ピンローラーは、前記第二ピンローラーに面する側でピンが下から上に向かって動くように回転する、[d2]に記載の製造方法。
[d5]前記第一ピンローラーと前記第二ピンローラーの回転方向が同じである、[d1]に記載の製造方法。
[d6]前記炭素繊維マットにおける、フィラメント数が0.5Kを超える炭素繊維束の含有量が99重量%以上である、[d1]~[d5]のいずれかに記載の製造方法。
【0010】
下記[d7]~[d11]もまた、本発明の実施形態に包含される。
[d7]断片化処理装置の使用であって、前記断片化処理装置は互いに平行な一組の回転軸を有し各々が回転駆動される第一ピンローラーと第二ピンローラーを備え、前記第一ピンローラーの最大半径と前記第二ピンローラーの最大半径の和が前記第一ピンローラーと前記第二ピンローラーの回転軸間距離よりも大きく、かつ、前記断片化処理装置がチョップド炭素繊維束の断片化処理に用いられることを特徴とする、使用。
[d8]前記第一ピンローラーと前記第二ピンローラーの回転方向が逆である、[d7]に記載の使用。
[d9]前記第一ピンローラーは、前記第二ピンローラーに面する側でピンが上から下に向かって動くように回転する、[d8]に記載の使用。
[d10]前記第一ピンローラーは、前記第二ピンローラーに面する側でピンが下から上に向かって動くように回転する、[d8]に記載の使用。
[d11]前記第一ピンローラーと前記第二ピンローラーの回転方向が同じである、[d7]に記載の使用。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
シーメット株式会社
光造形装置
4か月前
CKD株式会社
型用台車
4か月前
グンゼ株式会社
ピン
4か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
3か月前
日機装株式会社
加圧システム
9日前
トヨタ自動車株式会社
射出装置
1か月前
株式会社FTS
成形装置
4か月前
株式会社リコー
画像形成システム
4か月前
東レ株式会社
炭素繊維シートの製造方法
15日前
株式会社不二越
射出成形機
24日前
株式会社不二越
射出成形機
25日前
株式会社FTS
セパレータ
3か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
2か月前
個人
ノズルおよび熱風溶接機
3か月前
トヨタ自動車株式会社
真空成形装置
1日前
トヨタ自動車株式会社
3Dプリンタ
4か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
日東工業株式会社
インサート成形機
4か月前
株式会社コスメック
磁気クランプ装置
2か月前
中川産業株式会社
防火板材の製造方法
4か月前
株式会社日本製鋼所
射出成形機
4か月前
帝人株式会社
複数の孔を有する成形品
10日前
株式会社コスメック
磁気クランプ装置
3か月前
トヨタ自動車株式会社
電池の製造方法
4か月前
東レ株式会社
ペレット製造時の制御システム
2か月前
東レ株式会社
ゴルフクラブシャフトの製造方法
2か月前
日榮新化株式会社
剥離シートのリサイクル方法
2か月前
タカハタプレシジョン株式会社
監視装置
2か月前
東レ株式会社
被膜除去装置および被膜除去方法
4か月前
村田機械株式会社
作業台
4か月前
東レ株式会社
ポリエステルフィルムの製造方法
29日前
住友重機械工業株式会社
金型装置
3か月前
花王株式会社
再生樹脂の製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ