TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025068224
公報種別
公開特許公報(A)
公開日
2025-04-28
出願番号
2023177982
出願日
2023-10-16
発明の名称
ハンマ鍛造装置における状態監視システム、状態監視装置および状態監視方法
出願人
株式会社小松製作所
代理人
弁理士法人深見特許事務所
主分類
B21J
7/46 20060101AFI20250421BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】過酷な環境下においてもハンマ鍛造装置の状態を正確に監視できるハンマ鍛造装置における状態監視システム、状態監視装置および状態監視方法を提供する。
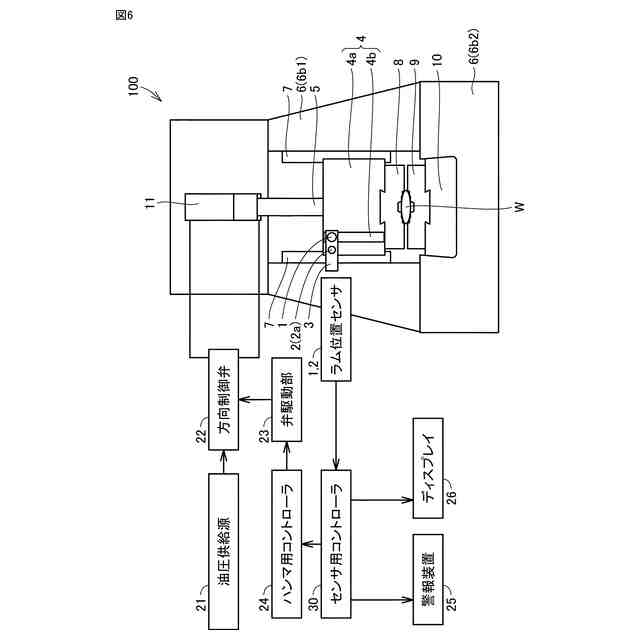
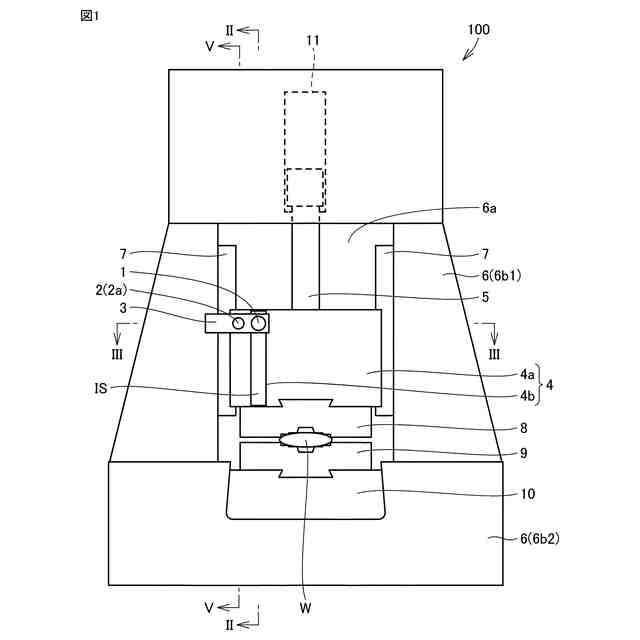
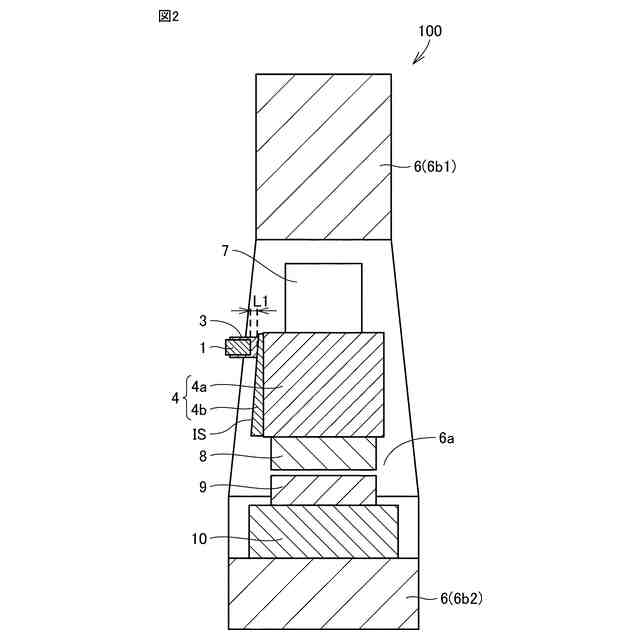
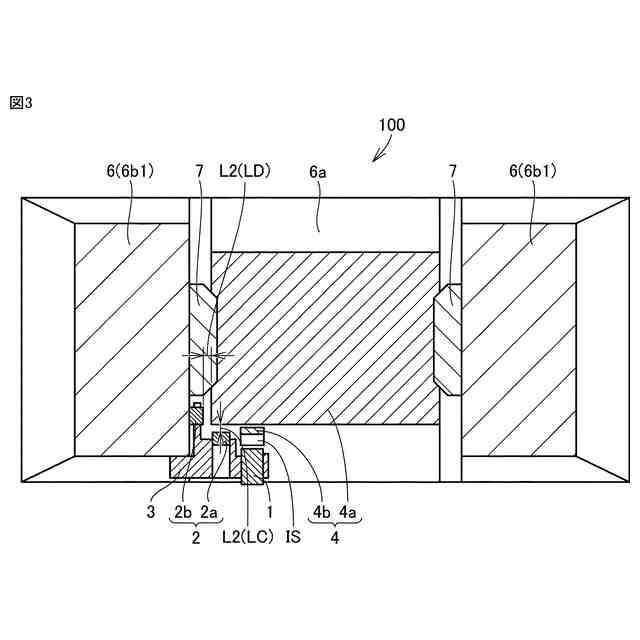
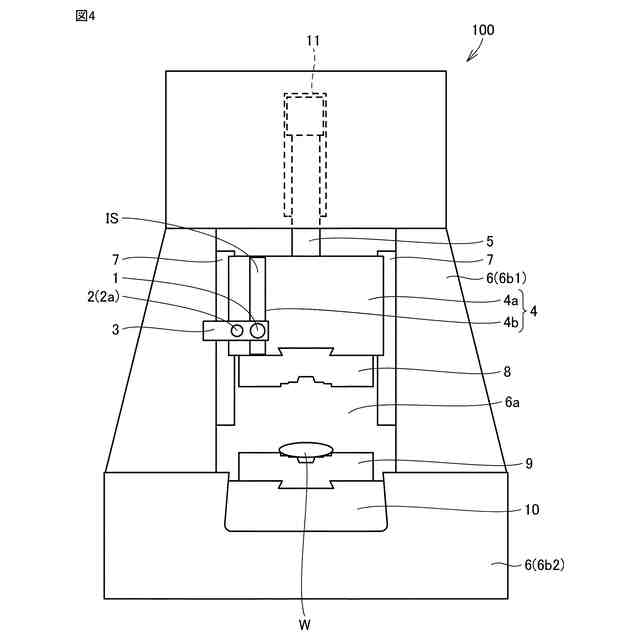
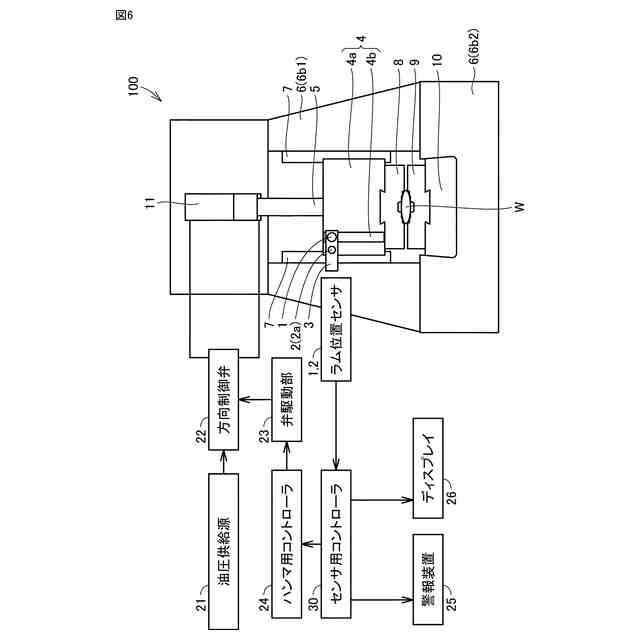
【解決手段】ラム4は、側面を有する。昇降機構11は、ラム4を昇降させる。ラム位置センサ1、2は、昇降機構11によるラム4の昇降に伴って変化するラム4の側面までの離間距離L1、L2を検出する。センサ用コントローラ30は、ラム位置センサ1、2とラム4の側面との間の離間距離L1、L2に基づいてハンマ鍛造装置100の状態を監視する。
【選択図】図6
特許請求の範囲
【請求項1】
ハンマ鍛造装置における状態監視システムであって、
側面を有するラムと、
前記ラムを昇降させる昇降機構と、
前記昇降機構による前記ラムの昇降に伴って変化する前記ラムの前記側面までの離間距離を検出するラム位置センサと、
前記ラム位置センサと前記ラムの前記側面との間の前記離間距離に基づいて前記ハンマ鍛造装置の状態を監視するコントローラと、を備えた、ハンマ鍛造装置における状態監視システム。
続きを表示(約 950 文字)
【請求項2】
前記ハンマ鍛造装置の状態は、前記ラムの高さ位置と、前記ラムによる異常打撃の有無と、前記ラムの前後方向および左右方向の少なくとも一方におけるガタの度合いと、前記ラムのガタ異常の有無とからなる群より選ばれる少なくとも1つを含む、請求項1に記載のハンマ鍛造装置における状態監視システム。
【請求項3】
前記コントローラは、前記ラム位置センサによって検出された前記離間距離に基づいて前記ラムの昇降における前記ラムの高さ位置を算出する、請求項1に記載のハンマ鍛造装置における状態監視システム。
【請求項4】
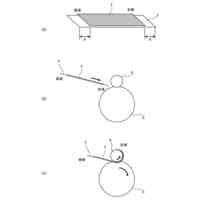
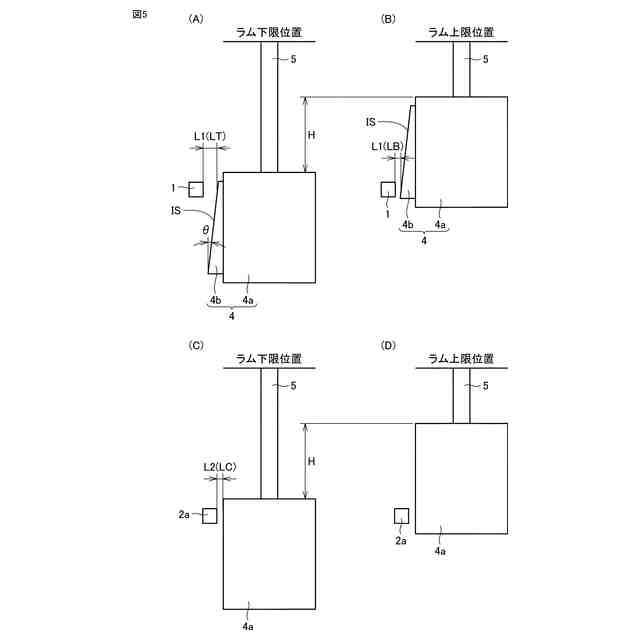
前記ラムは前記ラムが昇降する際に前記ラムの前記側面と前記ラム位置センサとの間の前記離間距離が変化する離間距離変化部を前記ラムの前記側面に有する、請求項3に記載のハンマ鍛造装置における状態監視システム。
【請求項5】
前記ラムは前記側面に斜面を有し、
前記斜面は前記離間距離変化部である、請求項4に記載のハンマ鍛造装置における状態監視システム。
【請求項6】
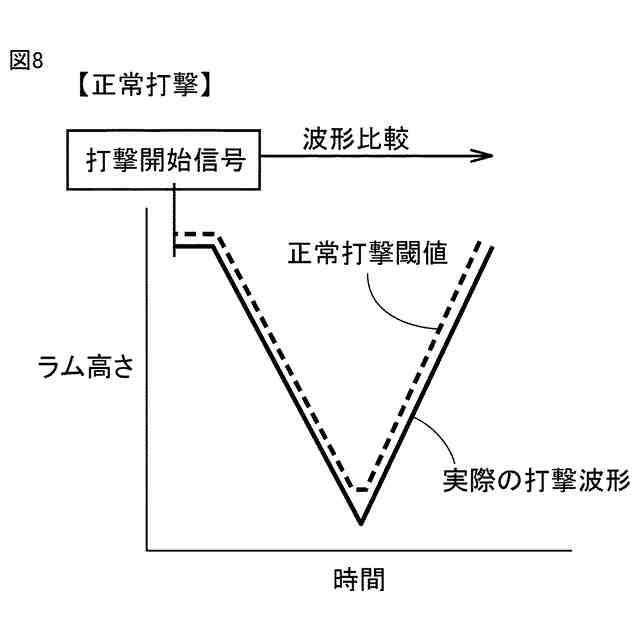
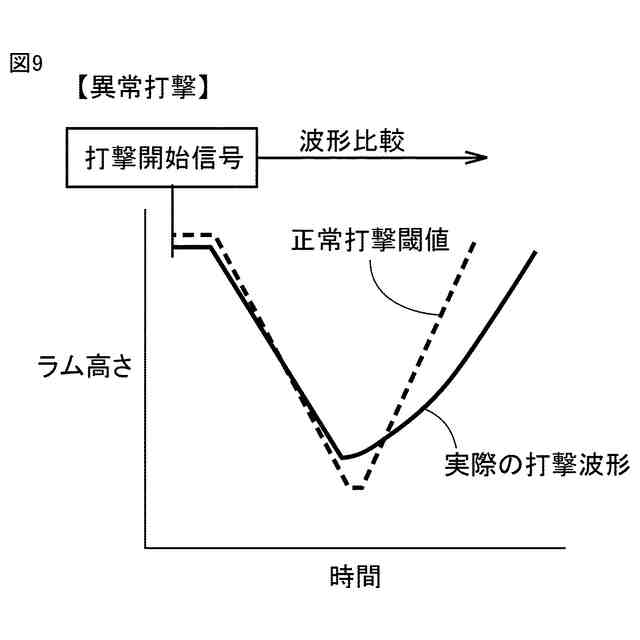
前記コントローラは、前記ラムの高さ位置の変化に基づいて前記ラムによる異常打撃の有無を判定する、請求項3に記載のハンマ鍛造装置における状態監視システム。
【請求項7】
前記コントローラは、前記ラム位置センサによって検出された前記離間距離に基づいて前記ラムの前後方向および左右方向の少なくとも一方におけるガタの度合いを算出する、請求項1に記載のハンマ鍛造装置における状態監視システム。
【請求項8】
前記ラムは前記側面に平面を有し、
前記離間距離は、前記ラム位置センサと前記平面との間の距離である、請求項7に記載のハンマ鍛造装置における状態監視システム。
【請求項9】
前記コントローラは、前記ラムのガタの度合いに基づいて前記ラムのガタ異常の有無を判定する、請求項7に記載のハンマ鍛造装置における状態監視システム。
【請求項10】
前記ラム位置センサは前記離間距離を常時検出する、請求項1に記載のハンマ鍛造装置における状態監視システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ハンマ鍛造装置における状態監視システム、状態監視装置および状態監視方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来のハンマ鍛造装置は、たとえば特開2019-115924号公報(特許文献1)に記載されている。この公報における加工装置は、被加工物を加工する加工ツールの位置情報を含む信号を検出する検出装置を有する。検出装置として、撮像装置、レーザ変位計、リニアスケールが用いられる。ビデオカメラと加工装置とが異なる位置に設置されることにより加工装置の振動などの影響を抑制した状態でラム位置検出信号が取得される。
【先行技術文献】
【特許文献】
【0003】
特開2019-115924号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ハンマ鍛造は過酷な環境(振動、衝撃、温度、離型剤)下での加工であり、そのような環境下でハンマ鍛造装置の状態を正確に監視したいとの要望がある。
【0005】
本開示の目的は、過酷な環境下においてもハンマ鍛造装置の状態を正確に監視できるハンマ鍛造装置における状態監視システム、状態監視装置および状態監視方法を提供することである。
【課題を解決するための手段】
【0006】
本開示のハンマ鍛造装置における状態監視システムは、ラムと、昇降機構と、ラム位置センサと、コントローラとを備えている。ラムは、側面を有する。昇降機構は、ラムを昇降させる。ラム位置センサは、昇降機構によるラムの昇降に伴って変化するラムの側面までの離間距離を検出する。コントローラは、ラム位置センサとラムの側面との間の離間距離に基づいてハンマ鍛造装置の状態を監視する。
【0007】
本開示のハンマ鍛造装置における状態監視装置は、側面を有するラムと、ラムを昇降させる昇降機構と、を有するハンマ鍛造装置における状態監視装置であって、ラム位置センサと、コントローラとを備えている。ラム位置センサは、昇降機構によるラムの昇降に伴って変化するラムの側面までの距離を検出する。コントローラは、ラム位置センサとラムの側面との間の離間距離に基づいてハンマ鍛造装置の状態を監視する。
【0008】
本開示のハンマ鍛造装置における状態監視方法は、側面を有し昇降するラムを有するハンマ鍛造装置における状態監視方法であって、以下のステップを有する。
【0009】
ラムの昇降に伴って変化するラムの側面までの離間距離が検出される。検出された離間距離に基づいてハンマ鍛造装置の状態が監視される。
【発明の効果】
【0010】
本開示によれば、過酷な環境下においてもハンマ鍛造装置の状態を正確に監視できるハンマ鍛造装置における状態監視システム、状態監視装置および状態監視方法を実現することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
4か月前
トヨタ自動車株式会社
金型装置
4か月前
株式会社オプトン
曲げ加工装置
1か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス装置
3日前
トヨタ紡織株式会社
プレス金型
26日前
株式会社西田製作所
パンチャーヘッド
3日前
日産自動車株式会社
逐次成形方法
2か月前
株式会社トラバース
パンチング加工装置
18日前
株式会社TMEIC
監視装置
24日前
株式会社アマダ
曲げ加工機
1か月前
株式会社不二越
転造加工用平ダイス
1か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
加藤軽金属工業株式会社
押出材の加工装置
2か月前
トヨタ紡織株式会社
プレス金型装置
3日前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社カネミツ
筒張出部形成方法
3か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
本田技研工業株式会社
鍛造用金型
2か月前
株式会社エナテック
製品分離システム
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
4か月前
トックス プレソテクニック株式会社
接合装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
2か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
1か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
JFEスチール株式会社
板巻き加工品の製造方法
9日前
個人
日本刀の製造方法
3か月前
株式会社IKS
滑り止め構造
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
4か月前
三菱重工業株式会社
ひずみ計測方法
2か月前
株式会社アマダ
安全確認画像の表示方法
3か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ