TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025064625
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174531
出願日
2023-10-06
発明の名称
プレス成形方法およびプレス成形装置
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
B21D
22/26 20060101AFI20250410BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】自動車用の外板パネルの張り剛性の低下を防ぐとともに意匠面にキャラクタラインを見栄え良く形成する。
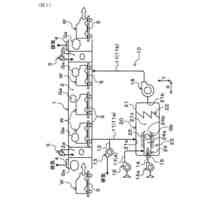
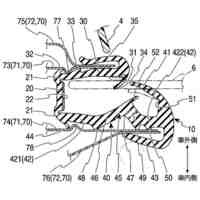
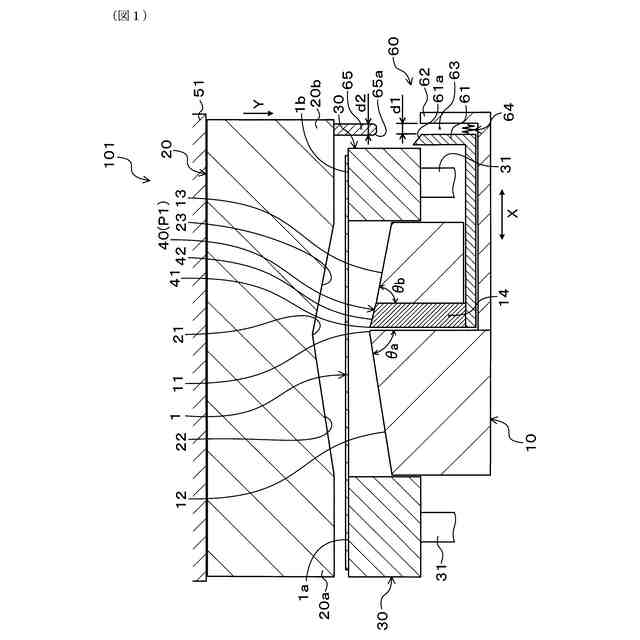
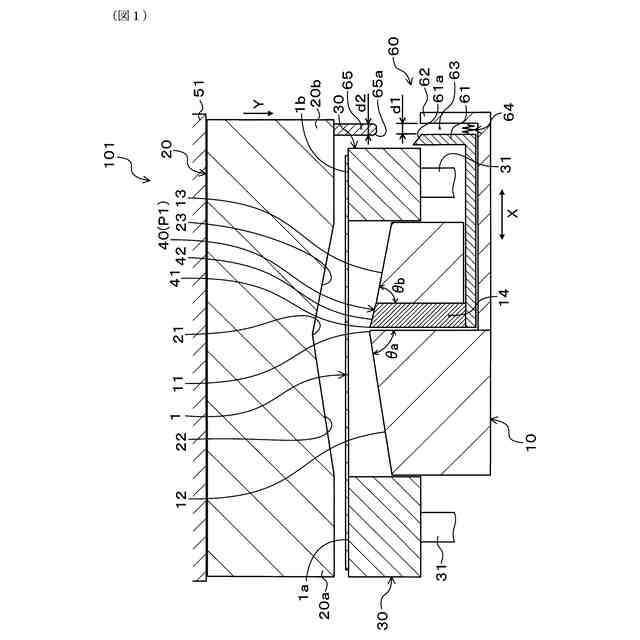
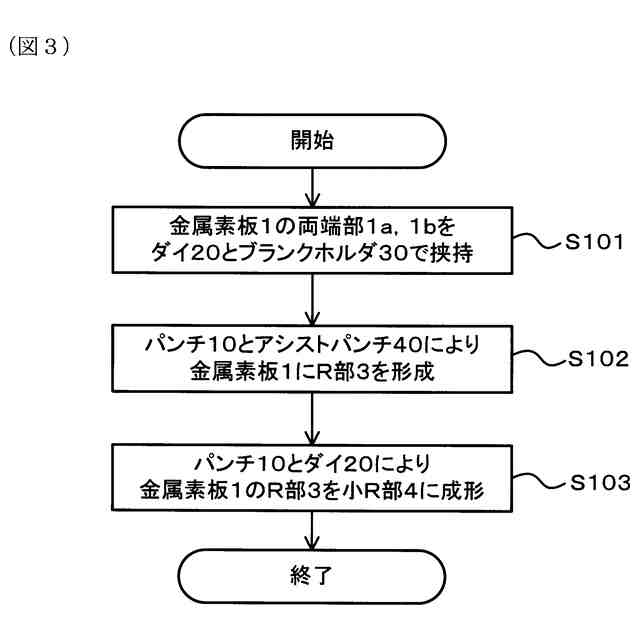
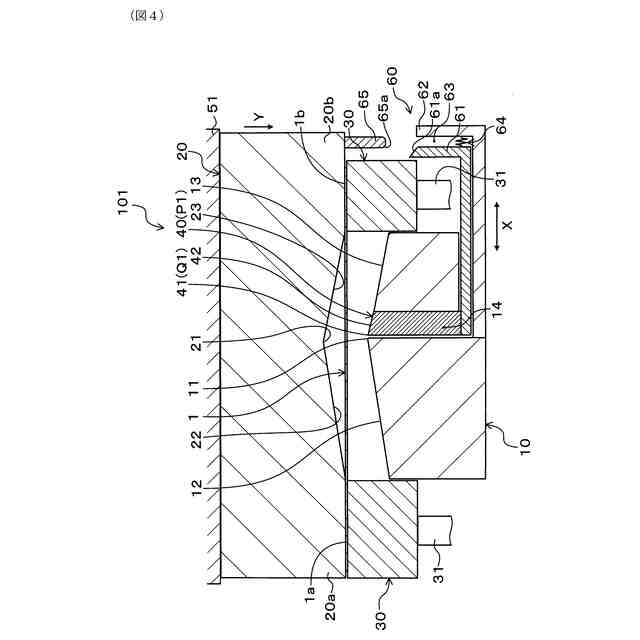
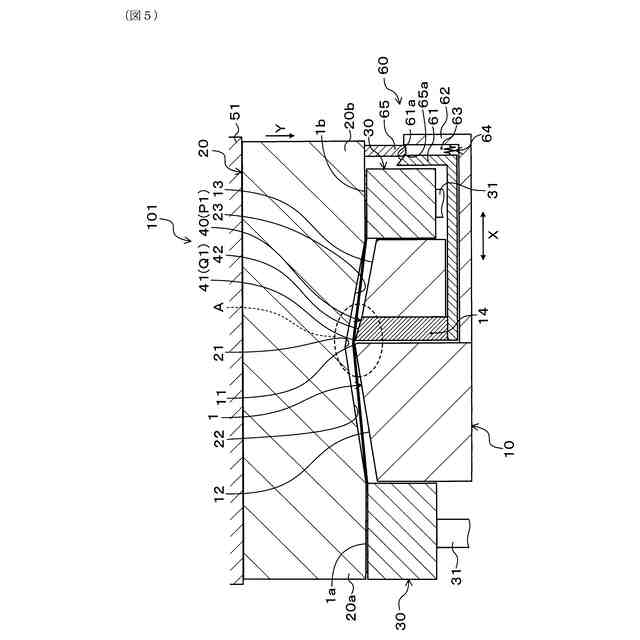
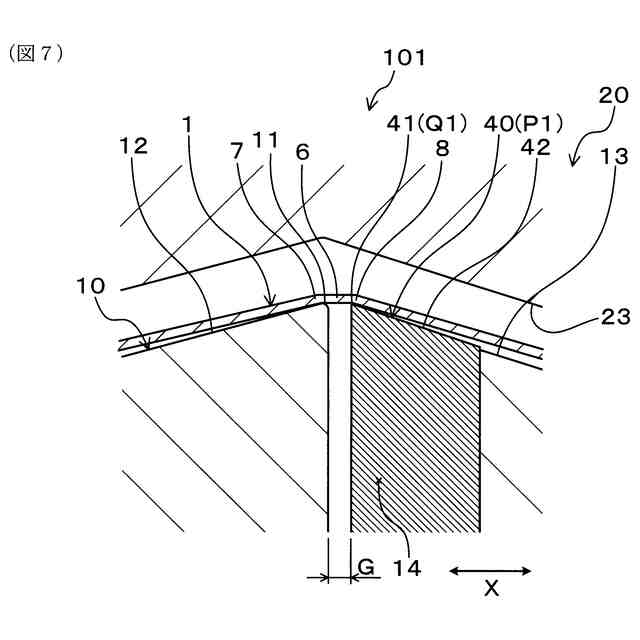
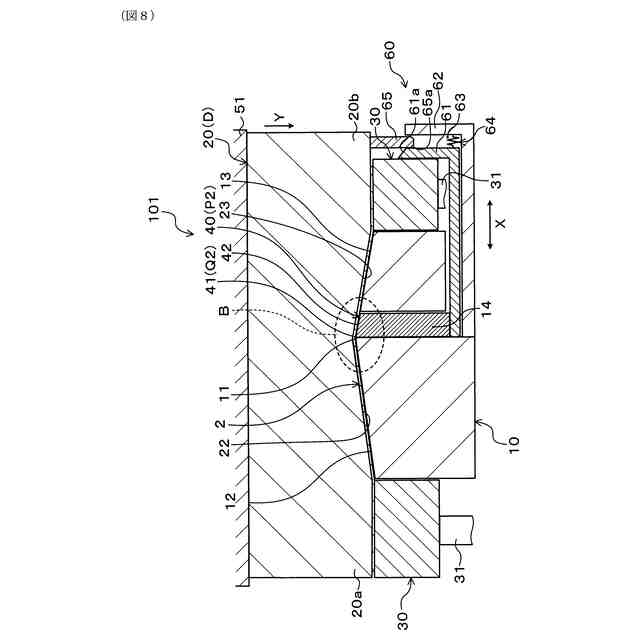
【解決手段】プレス成形方法は、金属素板1の両端部1a,1bを挟持した状態でダイ20をプレス成形方向Yに動かすことによりアシストパンチ40の第1位置P1において金属素板1をパンチ10の稜線部11とアシストパンチ40の接触線部41の二箇所で接触支持してR部を形成する第1成形工程と、アシストパンチ40を第1位置P1から接触線部41が稜線部11よりも低所に配置される第2位置まで動かしつつ、ダイ20をプレス成形方向Yに更に動かすことにより、ダイ20の成形下死点において稜線部11と谷線部21とでR部を小R部に成形して小R部によって外板パネルの意匠面にキャラクタラインを形成する第2成形工程と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
金属素板を自動車用の外板パネルに成形するプレス成形方法であって、
稜線部を有するパンチと、前記パンチの前記稜線部と対向する谷線部を有するダイと、前記ダイの幅方向の両端部に対向して設けられるブランクホルダと、凸状の接触線部を有し前記パンチに対する可動体であるアシストパンチと、前記パンチと前記ダイを相対的にプレス成形方向に動かすための駆動部と、を用い、
前記金属素板の両端部を前記ダイと前記ブランクホルダで挟持した状態で前記パンチと前記ダイを前記駆動部によって相対的に前記プレス成形方向に動かすことにより、前記アシストパンチの第1位置において前記金属素板を前記稜線部と前記接触線部の二箇所で接触支持してR部を形成する第1成形工程と、
前記アシストパンチを前記第1位置から前記接触線部が前記稜線部よりも低所に配置される第2位置まで動かしつつ、前記パンチと前記ダイを前記駆動部によって相対的に前記プレス成形方向に更に動かすことにより、前記ダイの成形下死点において前記稜線部と前記谷線部で前記R部を前記R部よりも曲率半径が小さい小R部に成形して前記小R部によって前記外板パネルの意匠面にキャラクタラインを形成する第2成形工程と、
を有する、プレス成形方法。
続きを表示(約 1,500 文字)
【請求項2】
前記パンチは、前記稜線部を挟んで前記幅方向の両側に延びる2つの対向面部と、前記2つの対向面部のうちの一方であるアシストパンチ側対向面部に凹状に形成された溝部と、を有し、前記溝部に前記アシストパンチが設けられており、
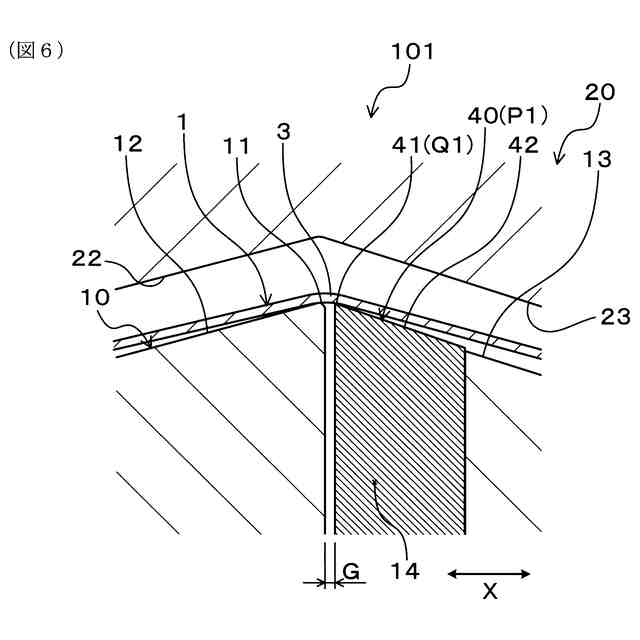
前記アシストパンチは、前記第1位置において前記稜線部と前記接触線部との前記幅方向の間隔が3~5[mm]までの値となるように前記パンチに対して近接して配置される、請求項1に記載のプレス成形方法。
【請求項3】
前記第2成形工程において、前記ダイと前記パンチの相対的な前記プレス成形方向の動きに連動して前記アシストパンチを前記第1位置から前記第2位置まで動かす連動機構部を用いる、請求項1または2に記載のプレス成形方法。
【請求項4】
前記アシストパンチを前記パンチに対して相対移動可能に支持する弾性部材を用い、前記第2成形工程において、前記ダイと前記パンチが相対的に前記プレス成形方向に動くときに前記アシストパンチが前記金属素板から受ける押圧荷重によって前記アシストパンチを前記弾性部材の弾性付勢力に抗して前記第1位置から前記第2位置まで動かす、請求項1または2に記載のプレス成形方法。
【請求項5】
金属素板を自動車用の外板パネルに成形するプレス成形装置であって、
稜線部を有するパンチと、前記パンチの前記稜線部と対向する谷線部を有するダイと、前記ダイの幅方向の両端部に対向して設けられるブランクホルダと、凸状の接触線部を有し前記パンチに対する可動体であるアシストパンチと、前記パンチと前記ダイを相対的にプレス成形方向に動かす駆動部と、を備え、
前記金属素板の両端部を前記ダイと前記ブランクホルダで挟持した状態で前記パンチと前記ダイを前記駆動部によって相対的に前記プレス成形方向に動かすことにより、前記アシストパンチの第1位置において前記金属素板を前記稜線部と前記接触線部の二箇所で接触支持してR部を形成し、
前記アシストパンチを前記第1位置から前記接触線部が前記稜線部よりも低所に配置される第2位置まで動かしつつ、前記パンチと前記ダイを前記駆動部によって相対的に前記プレス成形方向に更に動かすことにより、前記ダイの成形下死点において前記稜線部と前記谷線部で前記R部を前記R部よりも曲率半径が小さい小R部に成形して前記小R部によって前記外板パネルの意匠面にキャラクタラインを形成するように構成されている、プレス成形装置。
【請求項6】
前記パンチは、前記稜線部を挟んで前記幅方向の両側に延びる2つの対向面部と、前記2つの対向面部のうちの一方であるアシストパンチ側対向面部に凹状に形成された溝部と、を有し、前記溝部に前記アシストパンチが設けられており、
前記アシストパンチは、前記第1位置において前記稜線部と前記接触線部との前記幅方向の間隔が3~5[mm]までの値となるように前記パンチに対して近接して配置される、請求項5に記載のプレス成形装置。
【請求項7】
前記ダイと前記パンチの相対的な前記プレス成形方向の動きに連動して前記アシストパンチを前記第1位置から前記第2位置まで動かす連動機構部を備える、請求項5または6に記載のプレス成形装置。
【請求項8】
前記アシストパンチを前記パンチに対して相対移動可能に支持する弾性部材(70)を備え、前記ダイと前記パンチが相対的に前記プレス成形方向に動くときに前記アシストパンチが前記金属素板から受ける押圧荷重によって前記アシストパンチを前記弾性部材の弾性付勢力に抗して前記第1位置から前記第2位置まで動かすように構成されている、請求項5または6に記載のプレス成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形方法およびプレス成形装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
下記特許文献1には、従来の、自動車用外板パネルのプレス成形方法が開示されている。このプレス成形方法は、プレス成形の工数を増加させずに外板パネルにおける線ずれを防止して、意匠面に目標とするキャラクタラインを形成しようとするものである。このプレス成形方法は、パンチのパンチ側成形面部に凹状に形成された溝部に設けられた弾性体を用いるものであり、突出した弾性体の当接面部を金属素板に当接させる弾性体当接ステップと、突出した弾性体の当接面部を金属素板に当接させたままダイをパンチ側にさらに相対移動させ、成形下死点において弾性体がパンチ側成形面部と面一になるように変形させ、稜線部と谷線部でキャラクタラインを形成するキャラクタライン形成ステップと、を備える。
【先行技術文献】
【特許文献】
【0003】
特開2021-58931号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1には、溝部の稜線部側の境界を稜線部からパンチ側成形面部の長さの10%以上離した構造のパンチを好適に使用することが記載されている。プレス成形時にパンチの稜線部と弾性体の当接面部とのそれぞれが金属素板に接触することになるが、上記構造が原因で2つの接触ポイントの幅方向の間隔が大きくなる。この場合、キャラクタライン形成ステップよりも前の段階で各接触ポイントが金属素板の意匠面を持ち上げることになり、金属素板が2つの接触ポイントの二箇所で塑性変形して折れ曲がる。その結果、外板パネルの意匠面に最終的に歪(凹凸)が残るという問題が生じる。また、その後のキャラクタライン形成ステップにおいて、二箇所の折れ曲がり部がキャラクタラインを形成する1つのR部に塑性変形する。この場合、金属素板を外板パネルに成形する過程で折れ曲がり部が形成されるため、最終的に外板パネルの張り剛性が低下するという問題が生じる。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、自動車用の外板パネルの張り剛性の低下を防ぐとともに意匠面にキャラクタラインを見栄え良く形成しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、
金属素板を自動車用の外板パネルに成形するプレス成形方法であって、
稜線部を有するパンチと、前記パンチの前記稜線部と対向する谷線部を有するダイと、前記ダイの幅方向の両端部に対向して設けられるブランクホルダと、凸状の接触線部を有し前記パンチに対する可動体であるアシストパンチと、前記パンチと前記ダイを相対的にプレス成形方向に動かすための駆動部と、を用い、
前記金属素板の両端部を前記ダイと前記ブランクホルダで挟持した状態で前記パンチと前記ダイを前記駆動部によって相対的に前記プレス成形方向に動かすことにより、前記アシストパンチの第1位置において前記金属素板を前記稜線部と前記接触線部の二箇所で接触支持してR部を形成する第1成形工程と、
前記アシストパンチを前記第1位置から前記接触線部が前記稜線部よりも低所に配置される第2位置まで動かしつつ、前記パンチと前記ダイを前記駆動部によって相対的に前記プレス成形方向に更に動かすことにより、前記ダイの成形下死点において前記稜線部と前記谷線部で前記R部を前記R部よりも曲率半径が小さい小R部に成形して前記小R部によって前記外板パネルの意匠面にキャラクタラインを形成する第2成形工程と、
を有する、プレス成形方法、
にある。
【0007】
本発明の他の態様は、
金属素板を自動車用の外板パネルに成形するプレス成形装置であって、
稜線部を有するパンチと、前記パンチの前記稜線部と対向する谷線部を有するダイと、前記ダイの幅方向の両端部に対向して設けられるブランクホルダと、凸状の接触線部を有し前記パンチに対する可動体であるアシストパンチと、前記パンチと前記ダイを相対的にプレス成形方向に動かす駆動部と、を備え、
前記金属素板の両端部を前記ダイと前記ブランクホルダで挟持した状態で前記パンチと前記ダイを前記駆動部によって相対的に前記プレス成形方向に動かすことにより、前記アシストパンチの第1位置において前記金属素板を前記稜線部と前記接触線部の二箇所で接触支持してR部を形成し、
前記アシストパンチを前記第1位置から前記接触線部が前記稜線部よりも低所に配置される第2位置まで動かしつつ、前記パンチと前記ダイを前記駆動部によって相対的に前記プレス成形方向に更に動かすことにより、前記ダイの成形下死点において前記稜線部と前記谷線部で前記R部を前記R部よりも曲率半径が小さい小R部に成形して前記小R部によって前記外板パネルの意匠面にキャラクタラインを形成するように構成されている、プレス成形装置、
にある。
【発明の効果】
【0008】
上述の態様のプレス成形方法またはプレス成形装置によれば、先ず、金属素板の両端部をダイとブランクホルダで挟持した状態でパンチとダイを駆動部によって相対的にプレス成形方向に動かす。このとき、アシストパンチの第1位置において金属素板を稜線部と接触線部の二箇所で接触支持してR部を形成する。すなわち、稜線部と接触線部の二箇所による接触支持によって金属素板にR部が確実に形成されるように、アシストパンチの第1位置を定める。このようにすれば、金属素板が二箇所の接触点で持ち上げられて折れ曲がり部が形成されるのを防ぐことができ、折れ曲がり部が形成されることが原因で外板パネルの意匠面に最終的に歪(凹凸)が残るのを防ぐことが可能になる。
【0009】
その後、アシストパンチを第1位置から接触線部が稜線部よりも低所に配置される第2位置まで動かしつつ、パンチとダイを駆動部によって相対的にプレス成形方向に更に動かす。このとき、ダイの成形下死点において稜線部と谷線部でR部をこのR部よりも曲率半径が小さい小R部に成形して小R部によって外板パネルの意匠面にキャラクタラインを形成する。すなわち、アシストパンチの接触線部が小R部の成形に実質的に関与しないようにしている。このようにすれば、R部が小R部に成形されるときの意匠面側の形状変化を小さく抑えることができ、最終的に外板パネルの意匠面に見栄えの良いシャープなキャラクタラインを形成することが可能になる。また、金属素板は小R部の成形終了まで終始折れ曲がることがないため、金属素板が常に一定以上の引張荷重を受けた状態を維持できる。したがって、金属素板を外板パネルに成形する過程で張り剛性が低下するのを防ぐことが可能になる。
【0010】
以上のごとく、上述の態様によれば、自動車用の外板パネルの張り剛性の低下を防ぐとともに意匠面にキャラクタラインを見栄え良く形成することが可能になる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ車体株式会社
ガス処理装置
3日前
トヨタ車体株式会社
車載支持装置
10日前
トヨタ車体株式会社
車両前部構造
11日前
トヨタ車体株式会社
車内会話支援装置
5日前
トヨタ車体株式会社
シートバックテーブル
17日前
豊田合成株式会社
ガラスラン
18日前
トヨタ車体株式会社
プレス成形方法およびプレス成形装置
10日前
トヨタ車体株式会社
車載用充電装置、携帯端末及び車載用充電システム
13日前
株式会社アイシン
スライドドア装置
4日前
古河電気工業株式会社
ハーネス配索構造及び連結部材
13日前
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
1か月前
日伸工業株式会社
加工システム
5か月前
トヨタ紡織株式会社
プレス金型
12日前
株式会社TMEIC
監視装置
10日前
日産自動車株式会社
逐次成形方法
2か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社トラバース
パンチング加工装置
4日前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社不二越
転造加工用平ダイス
26日前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
本田技研工業株式会社
鍛造用金型
1か月前
株式会社エナテック
製品分離システム
1か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
日本製鉄株式会社
圧延装置
1か月前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ