TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025063736
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023173165
出願日
2023-10-04
発明の名称
繊維強化シートの製造方法
出願人
日産自動車株式会社
代理人
個人
,
個人
主分類
B29C
70/38 20060101AFI20250409BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】プリプレグシートや強化繊維等のシート材を有効活用でき、端材が生じない繊維強化シートの製造方法を提供する。
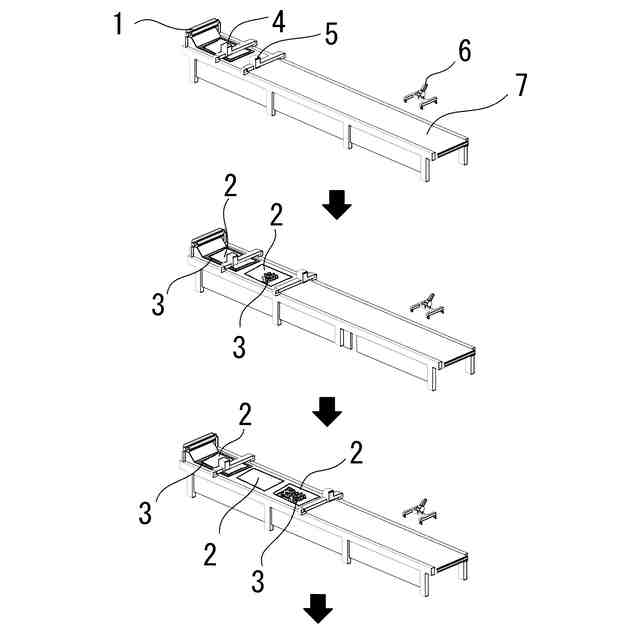
【解決手段】本発明の繊維強化シートの製造方法は、連続繊維で形成されたシート材から成形品形状のシート材を切り出す裁断工程と、上記成形品形状を切り出したシート材の端材を細断する細断工程と、上記細断工程で細断された端材を上記成形品形状のシート材上に配置する配置工程と、を備えることとしたため、プリプレグシートや強化繊維等のシート材を有効活用でき、端材が生じない繊維強化シートの製造方法を提供できる。
【選択図】図1
特許請求の範囲
【請求項1】
連続繊維で形成されたシート材から成形品形状のシート材を切り出す裁断工程と、
上記成形品形状を切り出したシート材の端材を小片に細断する細断工程と、
上記細断工程で細断された端材を上記成形品形状のシート材上に配置し積層する配置工程と、を備えることを特徴する繊維強化シートの製造方法。
続きを表示(約 870 文字)
【請求項2】
一方のヘッド切断刃を装着し、他方のヘッドに吸着パッドを装着したツインヘッドのカッティングプロッターを用い、
上記裁断工程と上記細断工程とを、切断刃を装着したヘッドで行い、
上記配置工程を、吸着パッドを装着したヘッドで行うことを特徴とする請求項1に記載の繊維強化シートの製造方法。
【請求項3】
上記細断工程が、上記シート材の端材を短冊形の小片に細断する処理を含むことを特徴とする請求項1に記載の繊維強化シートの製造方法。
【請求項4】
上記配置工程が、上記成形品形状のシート材上に配置された端材上に、さらに上記成形品形状のシート材を配置する処理を含むことを特徴とする請求項1に記載の繊維強化シートの製造方法。
【請求項5】
上記配置工程はが、上記シート材に対し配置する小片の目付が、シート材目付の70%以上に配置する処理を含むことを特徴とする請求項1に記載の繊維強化シートの製造方法。
【請求項6】
上記シート材が長尺材であり、
上記裁断工程の前に、上記長尺材から上記成形品形状よりも大きなシート材を切り出す粗切断工程を有し、
上記粗切断工程が、上記成形品形状のシート材を覆うのに必要となる上記小片の量に応じた大きさの上記シート材を切り出すことを特徴とする請求項5に記載の繊維強化シートの製造方法。
【請求項7】
上記シート材が長尺材であり、
上記裁断工程の前に、上記長尺材から上記成形品形状よりも大きなシート材を切り出す粗切断工程を有し、
上記粗切断工程が、上記裁断工程で必要なの大きさの上記シート材を切り出す処理と、上記成形品形状のシート材を覆うのに不足する上記小片の量に応じた大きさのシート材を上記長尺材から切り出す処理とを有し、
上記細断工程が、上記粗切断工程で切り出された両方のシート材を細断する処理を含むことを特徴とする請求項5に記載の繊維強化シートの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、繊維強化シートの製造方法に係り、更に詳細には、繊維強化シートと樹脂とを合わせて繊維強化樹脂成形品に成形する前段階の成形品形状に切り出された繊維強化シートの製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
繊維強化樹脂成形品は、鋼製部材に比して軽量かつ高強度であるので、自動車や航空宇宙など幅広い分野で使用される。
【0003】
上記繊維強化樹脂成形品は、一般的に、繊維間に樹脂を予備含侵したプリプレグや樹脂未含浸の強化繊維等のシート材を金型に配置し、必要に応じて樹脂を付与して上記金型の中で加熱・加圧し、繊維間に含侵した樹脂を硬化させることで成型され、上記シート材は、成形品の形状に切り出されて用いられる。
【0004】
したがって、繊維強化樹脂成形品の作製には、上記シート材の端材が不可避的に生じてしまい、繊維強化樹脂成形品製造により排出されるCO
2
を低減しての環境負荷を低減することや、コスト低減のためには、上記端材を有効利用することが望ましい。
【0005】
上記シート材の端材を利用するものではないが、特許文献1には、一方向プリプレグの小片を散布して繊維方向がランダムな繊維強化熱可塑性樹脂シートの製造方法が記載され、このの製造方法によれば、上記端材を利用することも可能である。
【先行技術文献】
【特許文献】
【0006】
特許7083544号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記特許文献1に記載の製造方法は、プリプレグの小片を自由落下させて繊維方向がランダムな繊維強化熱可塑性樹脂シートを製造するものであり、上記小片を成形品の形状に配置するものではないため、成形品の形状に切り出す必要があり、結局、端材が生じてしまう。
【0008】
本発明は、このような従来技術の有する課題に鑑みてなされたものであり、その目的とするところは、端材が生じず、プリプレグシートや強化繊維等のシート材を有効活用できる繊維強化シートの製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明者は、上記目的を達成すべく鋭意検討を重ねた結果、成形品形状のシート材を切り出した際に生じた端材を、上記切り出された成形品形状のシート材上に配置し、上記成形品形状のシート材と上記端材とを積層することにより、上記目的が達成できることを見出し、本発明を完成するに至った。
【0010】
即ち、本発明の繊維強化シートの製造方法は、
連続繊維で形成されたシート材から成形品形状のシート材を切り出す裁断工程と、
上記成形品形状を切り出したシート材の端材を細断する細断工程と、
上記細断工程で細断された端材を上記成形品形状のシート材上に配置し積層する配置工程と、を備えることを特徴する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
3か月前
個人
射出ミキシングノズル
6か月前
グンゼ株式会社
ピン
4か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
6か月前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
2か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社FTS
成形装置
3か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社リコー
シート剥離装置
8か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社FTS
セパレータ
2か月前
三菱自動車工業株式会社
予熱装置
7か月前
東レ株式会社
炭素繊維シートの製造方法
5日前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
20日前
株式会社リコー
画像形成システム
4か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社不二越
射出成形機
14日前
株式会社不二越
射出成形機
15日前
株式会社日本製鋼所
押出成形装置
7か月前
日東工業株式会社
インサート成形機
4か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社リコー
シート処理システム
8か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
個人
ノズルおよび熱風溶接機
3か月前
株式会社コスメック
磁気クランプ装置
7か月前
株式会社FTS
ブローニードル
4か月前
三光合成株式会社
ガス排出供給構造体
6か月前
豊田鉄工株式会社
接合体及び接合方法
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































