TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126434
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023034808
出願日
2023-03-07
発明の名称
接合体及び接合方法
出願人
豊田鉄工株式会社
代理人
個人
主分類
B29C
65/16 20060101AFI20240912BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金属部材と樹脂部材との接合強度を向上できる接合体及び接合方法を提供する。
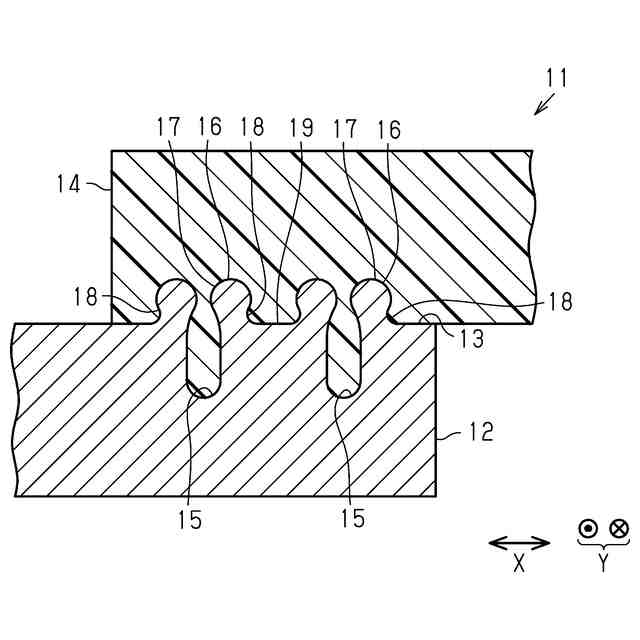
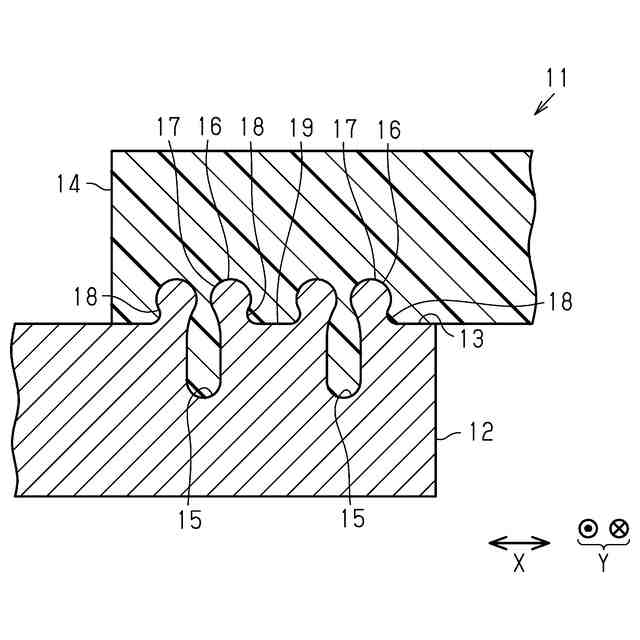
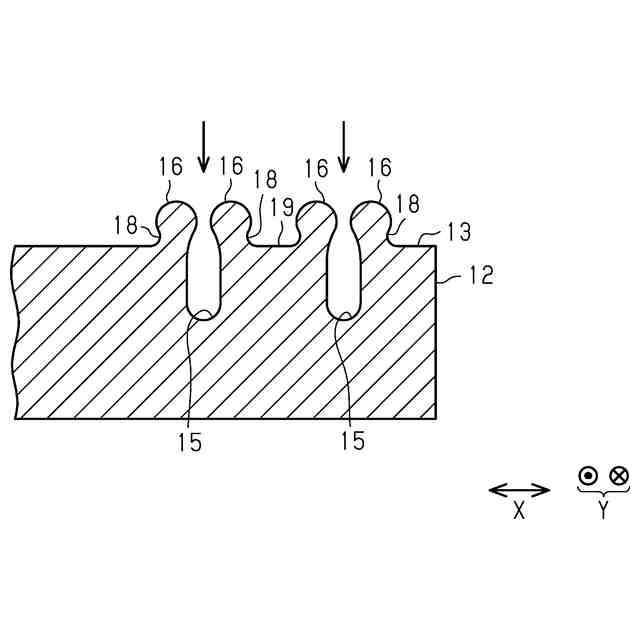
【解決手段】接合体11は、金属部材12の接合面13に熱可塑性の樹脂部材14を溶着することによって接合されたものである。接合面13には、レーザの照射により、2つの第1溝15が間隔を置いて並んで形成されるとともに、第1溝15の両隣の位置に接合面13から隆起した隆起部16がそれぞれ形成されている。隣合う2つの第1溝15同士の間には、隣合う2つの第1溝15の内側に隣接するそれぞれの隆起部16と当該隆起部16同士の間に位置するレーザが未照射の領域の接合面13とにより第2溝19が形成されている。
【選択図】図1
特許請求の範囲
【請求項1】
金属部材の接合面に熱可塑性の樹脂部材を溶着することによって接合された接合体であって、
前記接合面には、レーザの照射により、少なくとも2つの第1溝が間隔を置いて並んで形成されるとともに、前記第1溝の両隣の位置に前記接合面から隆起した隆起部がそれぞれ形成され、
隣合う2つの前記第1溝同士の間には、隣合う2つの前記第1溝の内側に隣接するそれぞれの前記隆起部と当該隆起部同士の間に位置する前記レーザが未照射の領域の前記接合面とにより第2溝が形成されていることを特徴とする接合体。
続きを表示(約 510 文字)
【請求項2】
前記隆起部は、括れ部を有した形状をなしていることを特徴とする請求項1に記載の接合体。
【請求項3】
金属部材の接合面に熱可塑性の樹脂部材を溶着することによって接合する接合方法であって、
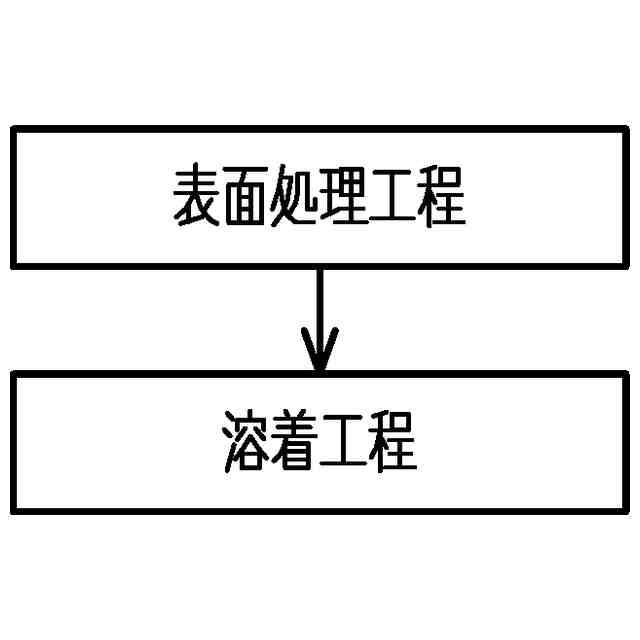
連続発振レーザの照射により前記接合面に溝を形成する表面処理工程と、
前記接合面に前記樹脂部材を接触させた状態で、前記金属部材における前記接合面側とは反対側の面に前記連続発振レーザを照射して前記接合面を加熱することにより前記接合面に前記樹脂部材を溶着する溶着工程と、
を備えることを特徴とする接合方法。
【請求項4】
前記表面処理工程において、前記連続発振レーザの照射により前記金属部材の前記接合面に前記溝としての第1溝を複数並ぶように間隔を置いて形成することによって前記第1溝の並び方向の両側に前記接合面から隆起した隆起部を形成し、隣合う2つの前記第1溝同士の間で隣合う前記隆起部同士の間に位置する前記連続発振レーザが未照射の領域の前記接合面と当該領域の前記接合面を挟む前記隆起部同士とで第2溝を形成することを特徴とする請求項3に記載の接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属部材と樹脂部材との接合体及び接合方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、この種の接合体として、例えば特許文献1に示すものが知られている。こうした接合体は、一の面に平滑部と凹部及び凸部をそれぞれ複数有する凹凸部とを有した金属部材と、上記一の面に接合された樹脂部材とを備えている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2020/230198号
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述のような接合体では、金属部材の表面にレーザで凹凸を形成することによって粗面化するとともに、この粗面化した部分に樹脂部材を成形することにより金属部材と樹脂部材との接合強度の向上を図っている。しかし、金属部材と樹脂部材との接合強度を向上させる上では、改善の余地を残すものとなっている。
【課題を解決するための手段】
【0005】
以下、上記課題を解決するための手段及びその作用効果について記載する。
上記課題を解決する接合体は、金属部材の接合面に熱可塑性の樹脂部材を溶着することによって接合された接合体であって、前記接合面には、レーザの照射により、少なくとも2つの第1溝が間隔を置いて並んで形成されるとともに、前記第1溝の両隣の位置に前記接合面から隆起した隆起部がそれぞれ形成され、隣合う2つの前記第1溝同士の間には、隣合う2つの前記第1溝の内側に隣接するそれぞれの前記隆起部と当該隆起部同士の間に位置する前記レーザが未照射の領域の前記接合面とにより第2溝が形成されている。
【0006】
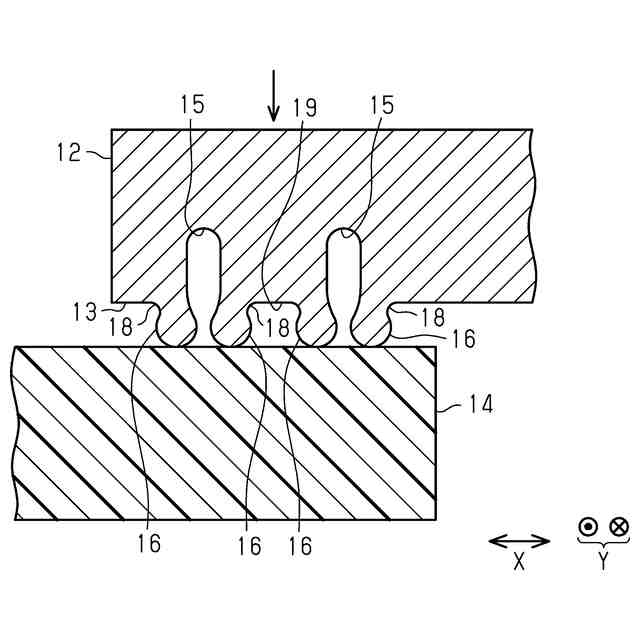
上記課題を解決する接合方法は、金属部材の接合面に熱可塑性の樹脂部材を溶着することによって接合する接合方法であって、連続発振レーザの照射により前記接合面に溝を形成する表面処理工程と、前記接合面を前記樹脂部材に接触させた状態で、前記金属部材における前記接合面側とは反対側の面に前記連続発振レーザを照射して前記接合面を加熱することにより前記接合面に前記樹脂部材を溶着する溶着工程と、を備える。
【図面の簡単な説明】
【0007】
一実施形態の接合体における金属部材と樹脂部材との接合部分を示す断面模式図である。
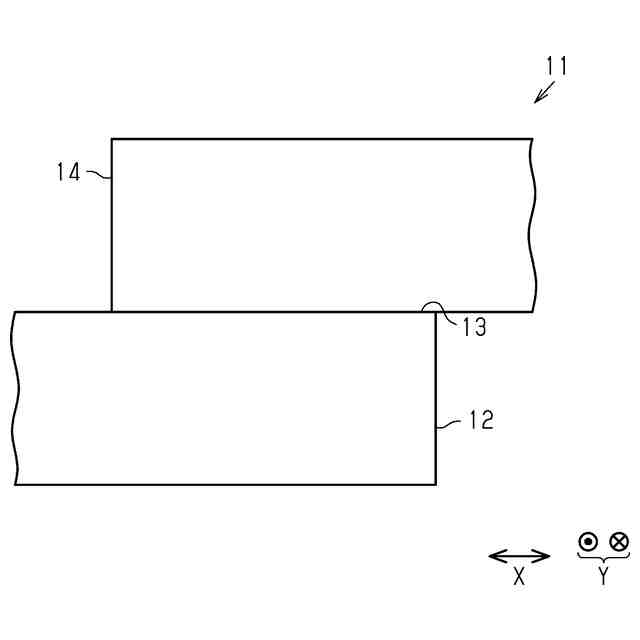
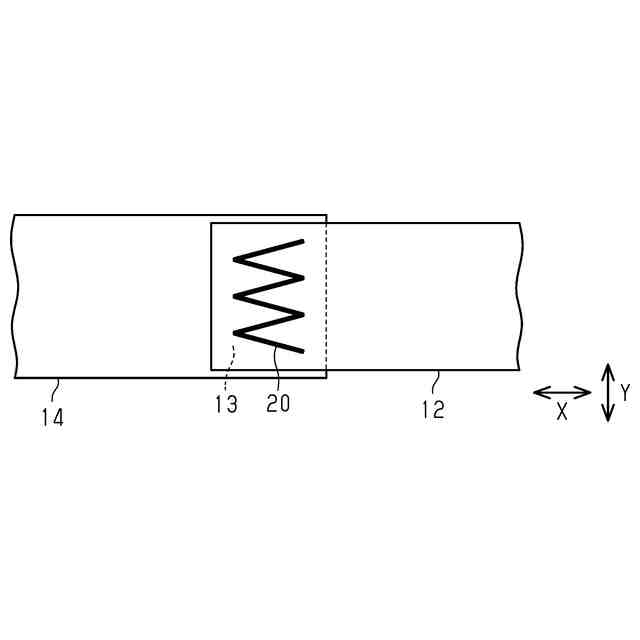
図1の接合体における金属部材と樹脂部材との接合部分を示す側面図である。
金属部材の接合面の電子顕微鏡写真である。
金属部材と樹脂部材との接合工程を示すブロック図である。
金属部材の接合面の表面処理工程を示す断面模式図である。
金属部材と樹脂部材との溶着工程を示す断面模式図である。
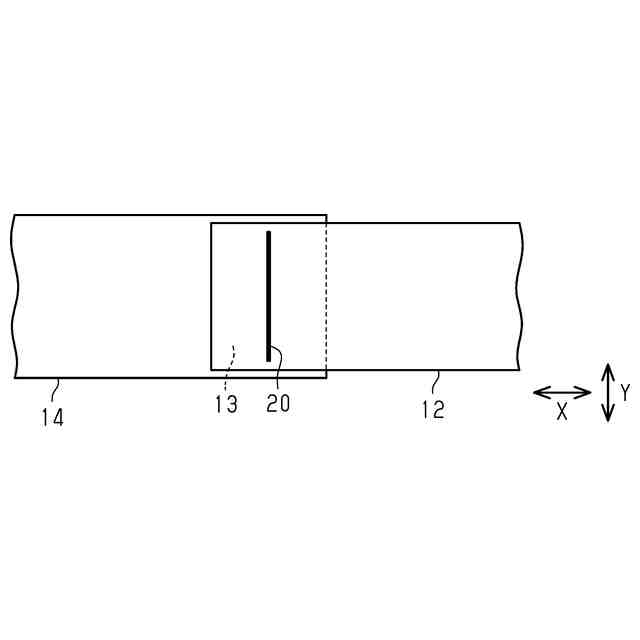
図6の平面図である。
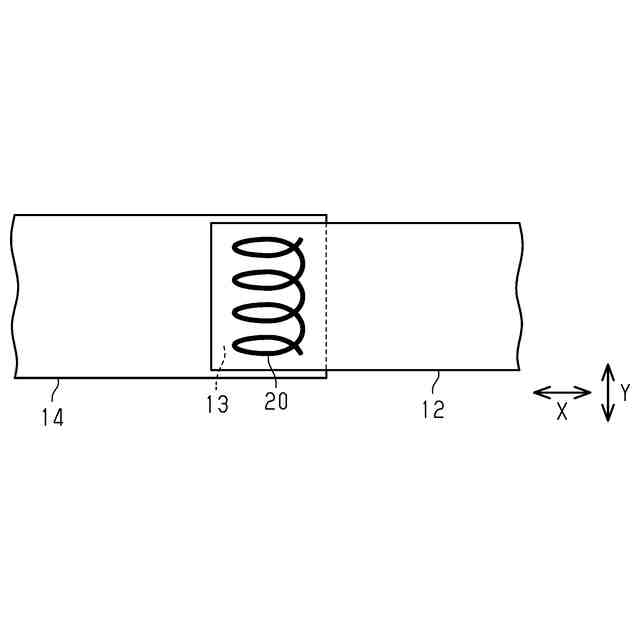
変更例における金属部材と樹脂部材との溶着工程を示す平面模式図である。
別の変更例における金属部材と樹脂部材との溶着工程を示す平面模式図である。
【発明を実施するための形態】
【0008】
以下、接合体の一実施形態を図面に従って説明する。
<接合体11>
図1及び図2に示すように、接合体11は、直方体状の金属部材12の一端面である接合面13に直方体状の樹脂部材14の一端面を溶着することによって接合された構成になっている。金属部材12は、例えばアルミニウムによって構成される。樹脂部材14は、例えばポリプロピレンやポリエチレンなどの熱可塑性の樹脂によって構成される。
【0009】
<接合面13>
図1及び図3に示すように、金属部材12の接合面13には、短辺方向Yに直線状に延びる2つの第1溝15が長辺方向Xに間隔を置いて並んで形成されている。第1溝15は、シングルモードの連続発振レーザを照射することによって金属部材12を熱で溶かして形成される。このため、第1溝15の両隣には、第1溝15の形成によって溶けた金属部材12によって構成される隆起部16がそれぞれ形成される。
【0010】
隆起部16は、第1溝15の形成により、接合面13から隆起した複数の隆起体17が第1溝15に沿って並んだものである。すなわち、隆起部16は、第1溝15に沿って直線状に一列に並ぶ複数の隆起体17によって構成される。したがって、1つの第1溝15の両側には、隆起部16が1つずつ配置される。すなわち、1つの第1溝15は、一対の隆起部16同士の間に配置される。隆起部16を構成する各隆起体17は、基端部に括れ部18を有した略球体形状をなしている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ