TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025062995
公報種別
公開特許公報(A)
公開日
2025-04-15
出願番号
2024134343
出願日
2024-08-09
発明の名称
ブロー成形品の製造方法、樹脂組成物、及びペレット
出願人
キヤノン株式会社
代理人
弁理士法人秀和特許事務所
主分類
B29C
49/02 20060101AFI20250408BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ワックス由来成分のブロー成形品の表面への移行を防止することができるブロー成形品の製造方法。
【解決手段】
少なくともワックス、ポリエチレン又はポリプロピレン及びカルボジイミド化合物を含む樹脂混合物を用いてブロー成形してブロー成形品を得る工程を有するブロー成形品の製造方法。
【選択図】図6
特許請求の範囲
【請求項1】
少なくともワックス、ポリエチレン又はポリプロピレン及びカルボジイミド化合物を含む樹脂混合物を用いてブロー成形してブロー成形品を得る工程
を有することを特徴とする、ブロー成形品の製造方法。
続きを表示(約 940 文字)
【請求項2】
前記ポリエチレン又はポリプロピレンが前記ポリエチレンであり、
前記ポリエチレンが、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレンからなる群から選択される少なくとも一である、請求項1に記載のブロー成形品の製造方法。
【請求項3】
前記ポリエチレン又はポリプロピレンが前記ポリプロピレンであり、
前記ポリプロピレンが、ホモポリマー、ランダムコポリマー、ブロックコポリマーからなる群から選択される少なくとも一である、請求項1に記載のブロー成形品の製造方法。
【請求項4】
前記ワックスが、エステルワックスを含む、請求項1~3のいずれか1項に記載のブロー成形品の製造方法。
【請求項5】
前記ブロー成形品が、トナーボトルである、請求項1~3のいずれか1項に記載のブロー成形品の製造方法。
【請求項6】
前記ブロー成形品が延伸ブロー成形品又はダイレクトブロー成形品である、請求項1~3のいずれか1項に記載のブロー成形品の製造方法。
【請求項7】
前記ブロー成形品を得る工程が、
前記樹脂混合物の溶融混練物のペレットを得る工程と、
該ペレットを用いてダイレクトブロー成形する工程と、を有する請求項1~3のいずれか1項に記載のブロー成形品の製造方法。
【請求項8】
前記ブロー成形品を得る工程が、
前記樹脂混合物の溶融混練物を金型で挟み込み気体を流入させて該樹脂混合物を延伸させる工程
を有する、請求項1~3のいずれか1項に記載のブロー成形品の製造方法。
【請求項9】
前記ブロー成形品を製造する工程が、
前記樹脂混合物の溶融混練物のペレットを得る工程と、
該ペレットを用いてプリフォームを製造する工程と、
該プリフォームをブロー成形する工程と、を含む請求項1~3のいずれか1項に記載のブロー成形品の製造方法。
【請求項10】
前記プリフォームが、試験管形状を有する請求項9に記載のブロー成形品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ブロー成形品の製造方法、樹脂組成物、及びペレットに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
電子写真画像形成装置において、トナーなどを供給するトナーボトルは落下させたときにも割れないなどの強度が必要なため、ポリエステル樹脂であるポリエチレンテレフタレートの他に、ポリエチレン(以下、「PE」と記載する場合がある。)又はポリプロピレン(以下、「PP」と記載する場合がある。)のブロー成形品が用いられることがある(特許文献1)。
【0003】
近年、環境保護の観点から熱可塑性樹脂の製品やその部品を回収後、元の形状を一旦変化させて再生しリサイクルすることが行われている。ここで、ポリエチレン又はポリプロピレンのような熱可塑性樹脂のリサイクル方法としては、特許文献2の段落[0002]に記載されているように、ケミカルリサイクル、及びマテリアルリサイクルが知られている。
【先行技術文献】
【特許文献】
【0004】
特開平06-067536号公報
特開2009-001693号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ケミカルリサイクルは、特許文献2に開示されているように多段階の工程を必要とし、そのための分解設備や重合設備が必要となるため、リサイクルコストが高い。また、環境負荷も大きい。一方、マテリアルリサイクルにおいてはボトルを洗浄する工程が一般的に行われている。しかしながら、ボトルの洗浄は、水、酸、アルカリなどを使用し複数回行われることがあり、また、乾燥工程も必要となる。そのため、ボトルの洗浄も環境負荷を増大させ得る。
【0006】
そこで、本発明者らは、環境負荷の低減の観点から、リサイクル対象のトナーボトルの洗浄を簡素化又は省略し、内部にトナーが付着したままのトナーボトルから得られるポリエチレン又はポリプロピレン(以降、「マテリアルリサイクルPE」若しくは「MR-PE」又は「マテリアルリサイクルPP」若しくは「MR-PP」とも称する)を用いて再びトナーボトルを作製した。そして、このようにして得たトナーボトルにトナーを収容したところ、トナーボトル内のトナーとトナーボトル内面との接触箇所でトナー粒子の表面が変形する場合があることを見出した。表面が変形したトナー粒子は、電子写真の現像時(トナーが感光体ドラムに転写される時)に転写が十分に行われない、といった現像不良を招来し、その結果として、電子写真画像に濃度ムラを生じさせる場合がある。
【0007】
本開示の少なくとも一の態様は、ワックス由来成分のブロー成形品の表面への移行を防止することができるブロー成形品の製造方法の提供に向けたものである。
本開示の少なくとも一の態様は、ブロー成形品の表面へのワックス由来成分の移行の防止に資する樹脂組成物の提供に向けたものである。
本開示の少なくとも一の態様は、ブロー成形品の表面へのワックス由来成分の移行の防止に資するペレットの提供に向けたものである。
【課題を解決するための手段】
【0008】
本開示の少なくとも一つの態様によれば、少なくともワックス、ポリエチレン又はポリプロピレン及びカルボジイミド化合物を含む樹脂混合物を用いてブロー成形してブロー成形品を得る工程
を有する、ブロー成形品の製造方法が提供される。
本開示の少なくとも一つの態様によれば、ワックス、ポリエチレン又はポリプロピレン及びカルボジイミド化合物の溶融混練物を含む樹脂組成物が提供される。
本開示の少なくとも一つの態様によれば、ワックス、ポリエチレン又はポリプロピレン及びカルボジイミド化合物の溶融混練物を含むペレットが提供される。
【発明の効果】
【0009】
本開示の少なくとも一つの態様によれば、ワックス由来成分のブロー成形品の表面への移行を防止することができるブロー成形品の製造方法を得ることができる。本開示の少なくとも一つの態様によれば、ブロー成形品の表面へのワックス由来成分の移行の防止に資する樹脂組成物を得ることができる。さらに、本開示の少なくとも一つの態様によれば、ブロー成形品の表面へのワックス由来成分の移行の防止に資するペレットを得ることができる。
【図面の簡単な説明】
【0010】
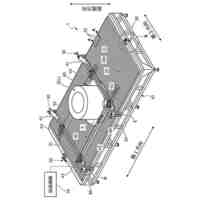
画像形成装置の概略図である。
プリフォームの成形方法を示す概略図である。
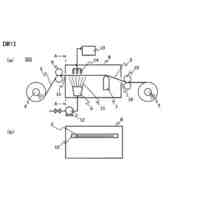
延伸ブロー成形方法を示す概略図である。
1ステージ法延伸ブロー成形の概略図である。
ダイレクトブロー成形の概略図である。
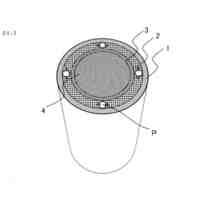
2軸延伸ブローボトルの概略図である。
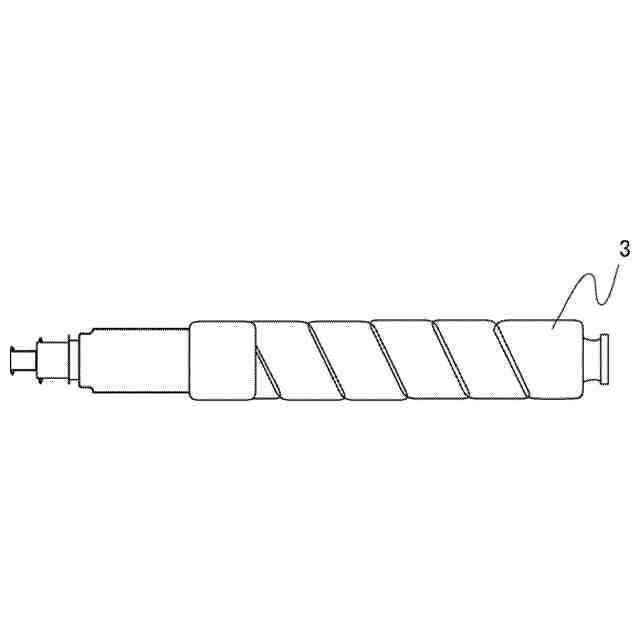
ダイレクトブローボトルの概略図である。
ワックス由来成分とカルボジイミド化合物との推定される反応スキームである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
4か月前
シーメット株式会社
光造形装置
3か月前
グンゼ株式会社
ピン
4か月前
東レ株式会社
フィルムの製造方法
28日前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
2か月前
株式会社シロハチ
真空チャンバ
5か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社FTS
成形装置
3か月前
株式会社不二越
射出成形機
11日前
東レ株式会社
炭素繊維シートの製造方法
1日前
株式会社リコー
画像形成システム
4か月前
株式会社FTS
セパレータ
2か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社不二越
射出成形機
10日前
株式会社不二越
射出成形機
16日前
トヨタ自動車株式会社
3Dプリンタ
4か月前
日東工業株式会社
インサート成形機
4か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
個人
ノズルおよび熱風溶接機
3か月前
株式会社FTS
ブローニードル
4か月前
東レ株式会社
ペレット製造時の制御システム
1か月前
中川産業株式会社
防火板材の製造方法
4か月前
トヨタ自動車株式会社
電池の製造方法
4か月前
株式会社カネカ
再生アクリル樹脂の製造方法
6か月前
株式会社コスメック
磁気クランプ装置
3か月前
株式会社日本製鋼所
射出成形機
5か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社コスメック
磁気クランプ装置
1か月前
大和ハウス工業株式会社
造形装置
11日前
東レ株式会社
被膜除去装置および被膜除去方法
4か月前
花王株式会社
再生樹脂の製造方法
4か月前
東レ株式会社
ゴルフクラブシャフトの製造方法
2か月前
タカハタプレシジョン株式会社
監視装置
2か月前
村田機械株式会社
作業台
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ