TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025056656
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023166261
出願日
2023-09-27
発明の名称
樹脂金属複合構造体の製造方法
出願人
トヨタ自動車株式会社
,
プライムプラネットエナジー&ソリューションズ株式会社
,
トヨタバッテリー株式会社
代理人
個人
主分類
B29C
65/44 20060101AFI20250401BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】製品の形状を変更させることなく、接合面に生じる外力や温度変化などによる応力の集中を緩和する。
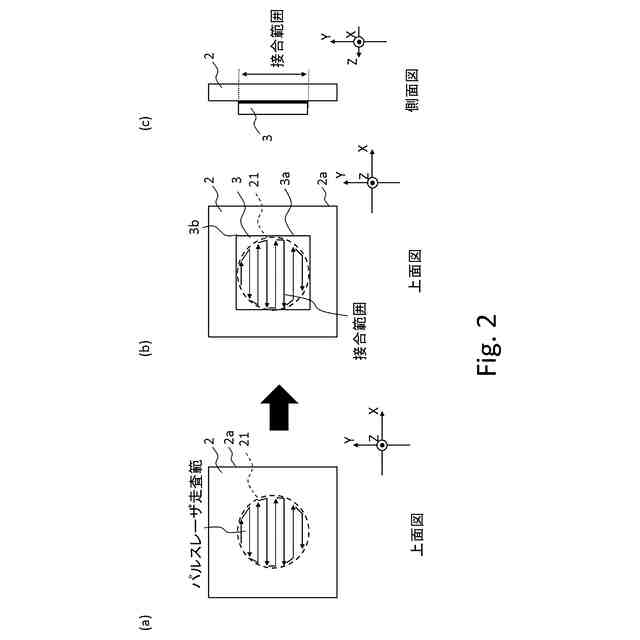
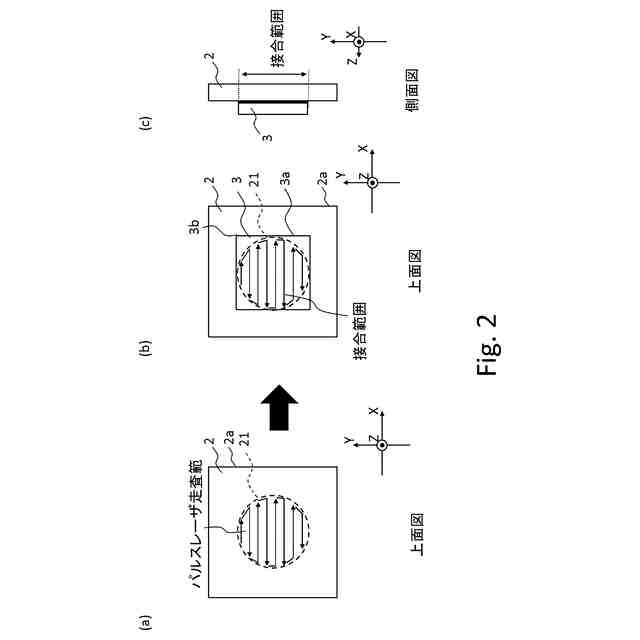
【解決手段】金属部材2と樹脂部材3とを接合してなる樹脂金属複合構造体の製造方法であって、パルスレーザを用いて金属部材に微細凹凸粗面化処理を行う際に、微細凹凸にする金属部材2と樹脂部材3との接合面の角部にR形状を付与するか、または、接合面全体を円もしくは楕円形状にする。これにより、樹脂部材の形状とは異なる接合範囲を設定する。
【選択図】図2
特許請求の範囲
【請求項1】
金属部材と樹脂部材とを接合してなる樹脂金属複合構造体の製造方法であって、
パルスレーザを用いて金属部材に微細凹凸粗面化処理を行う際に、微細凹凸にする前記金属部材と前記樹脂部材との接合面の角部にR形状を付与するか、または、接合面全体を円もしくは楕円形状にする、
樹脂金属複合構造体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、樹脂金属複合構造体の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
近年、様々な分野において、金属部材と樹脂部材が接合して形成されている樹脂金属複合構造体が利用されている。特許文献1には、樹脂金属複合構造体を接合する際に、パルスレーザ照射により表面上に微細な凹凸を形成することにより、ドライ環境で、マスキング部材などを用いることなく、安価に接合を実現する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-28587号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
樹脂と金属の接合体では、多孔層の凹凸形状とすることで凹凸形状自体の強度を向上させているが、マクロに見た場合の樹脂金属接合境界面輪郭部については考慮されていない。そのため、樹脂と金属が接触する界面全体を接合する場合、角形状が直角等の応力が集中しやすい形状となっていると、外力や温度変化によってその位置に応力が集中することがある。より具体的には、上面視において矩形状の金属の板面に、金属より小さい上面視において矩形状の樹脂の板面を接合する場合に、樹脂の外形が接合境界面輪郭部とすると、この矩形状の樹脂の角部に、外力や温度変化による応力が発生しやすくなる。
【0005】
また一方で、樹脂金属複合構造体により構成される製品の形状自体は変化させたくないという要望がある。
【0006】
本開示は、製品の形状を変更させることなく、接合面に生じる外力や温度変化などによる応力の集中を緩和する樹脂金属複合構造体の製造方法を提供するものである。
【課題を解決するための手段】
【0007】
本開示にかかる樹脂金属複合構造体の製造方法は、金属部材と樹脂部材とを接合してなる樹脂金属複合構造体の製造方法であって、パルスレーザを用いて金属部材に微細凹凸粗面化処理を行う際に、微細凹凸にする前記金属部材と前記樹脂部材との接合面の角部にR形状を付与するか、または、接合面全体を円もしくは楕円形状にする。
これにより、樹脂部材の形状とは異なる接合範囲を設定することができる。
【発明の効果】
【0008】
本開示よれば、製品の形状を変更させることなく、接合面に生じる外力や温度変化などによる応力の集中を緩和することができる樹脂金属複合構造体の製造方法を提供することができる。
【図面の簡単な説明】
【0009】
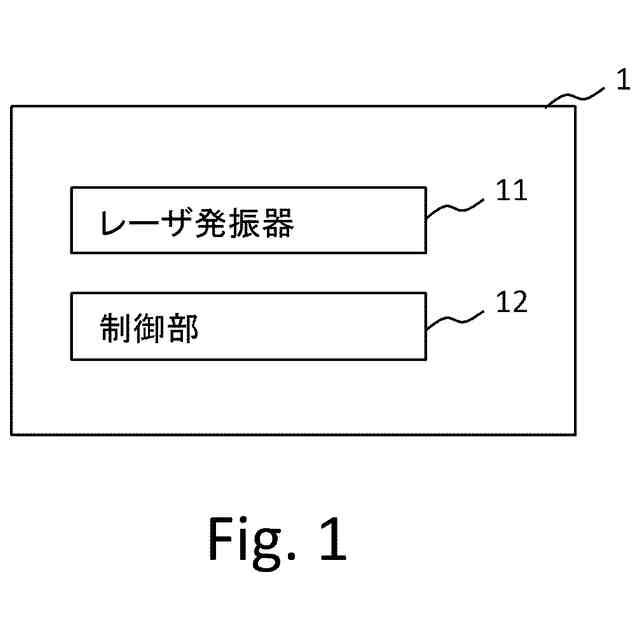
製造装置の構成の一例を示した図である。
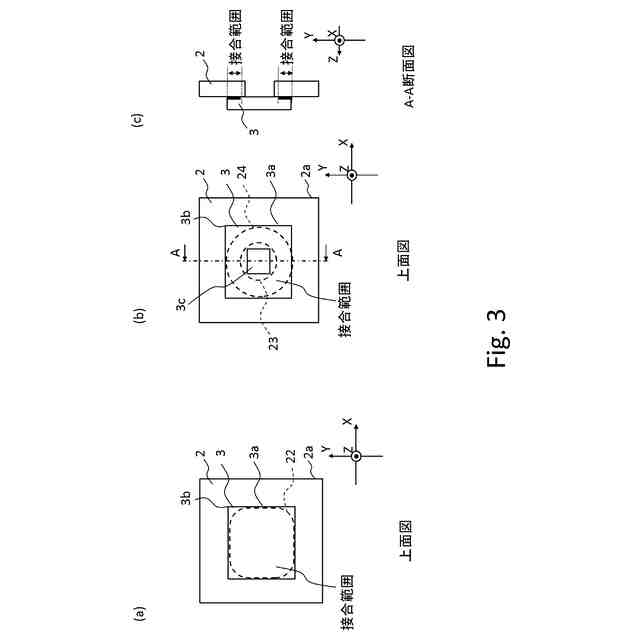
金属材料に対するパルスレーザの照射範囲および接合する樹脂材料を金属材料に載置した状態を示す図である。
パルスレーザの照射範囲の変更例を示す図である。
【発明を実施するための形態】
【0010】
実施の形態1
以下、図面を参照して本実施の形態に係る樹脂金属複合構造体の製造方法について説明する。ここでは製造装置1を用いて、金属材料(金属部材)2と樹脂材料(樹脂部材)3とを接合するものとして説明する。図1は製造装置1の構成を示した図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
4か月前
シーメット株式会社
光造形装置
3か月前
株式会社日本製鋼所
押出機
6か月前
グンゼ株式会社
ピン
4か月前
個人
射出ミキシングノズル
6か月前
東レ株式会社
フィルムの製造方法
28日前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
3か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社FTS
成形装置
3か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社リコー
画像形成システム
4か月前
株式会社不二越
射出成形機
10日前
株式会社神戸製鋼所
混練機
2か月前
株式会社不二越
射出成形機
11日前
株式会社FTS
セパレータ
2か月前
株式会社不二越
射出成形機
16日前
東レ株式会社
炭素繊維シートの製造方法
1日前
株式会社ニフコ
樹脂製品の製造方法
6か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
日東工業株式会社
インサート成形機
4か月前
個人
ノズルおよび熱風溶接機
3か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
株式会社コスメック
磁気クランプ装置
3か月前
株式会社カネカ
再生アクリル樹脂の製造方法
6か月前
東レ株式会社
ペレット製造時の制御システム
1か月前
株式会社FTS
ブローニードル
4か月前
三菱ケミカル株式会社
複合物品の製造方法。
6か月前
三光合成株式会社
ガス排出供給構造体
6か月前
株式会社コスメック
磁気クランプ装置
1か月前
中川産業株式会社
防火板材の製造方法
4か月前
トヨタ自動車株式会社
電池の製造方法
4か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社日本製鋼所
射出成形機
5か月前
東レ株式会社
ポリエステルフィルムの製造方法
15日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ