TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025043560
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2023150911
出願日
2023-09-19
発明の名称
竪型射出成形装置
出願人
日精樹脂工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
45/13 20060101AFI20250325BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
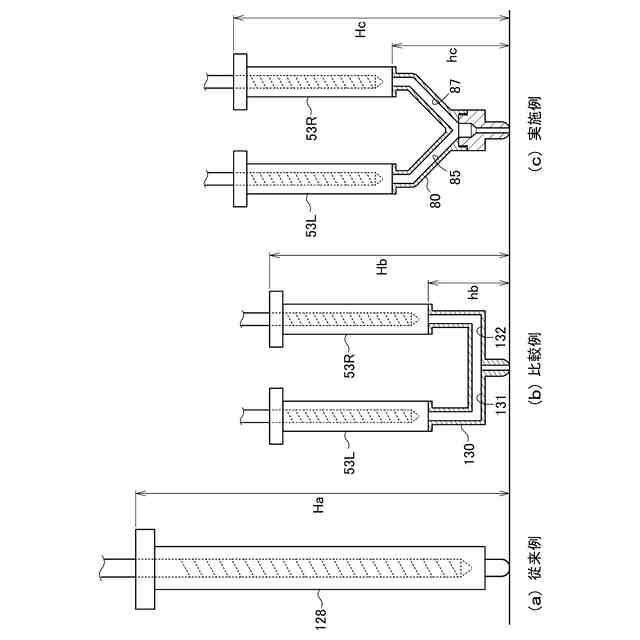
【課題】十分に大きな射出容積を確保しつつ、高さを小さくすることができるターンテーブル方式の竪型射出成形装置を提供する。
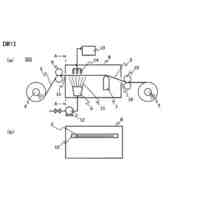
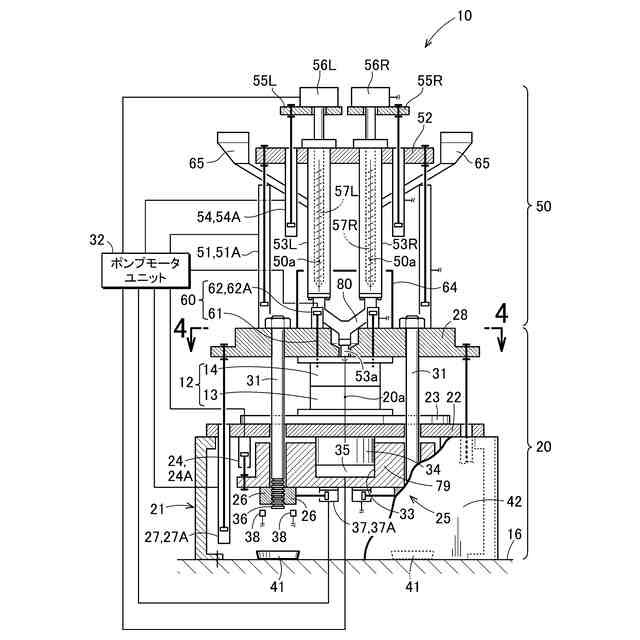
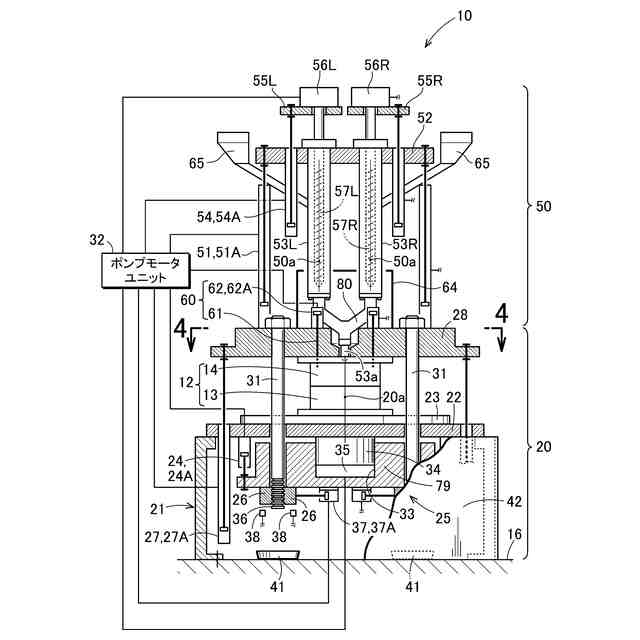
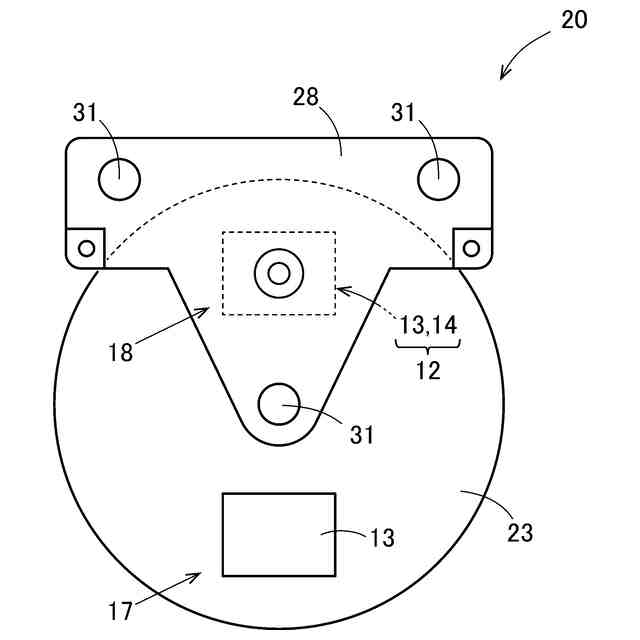
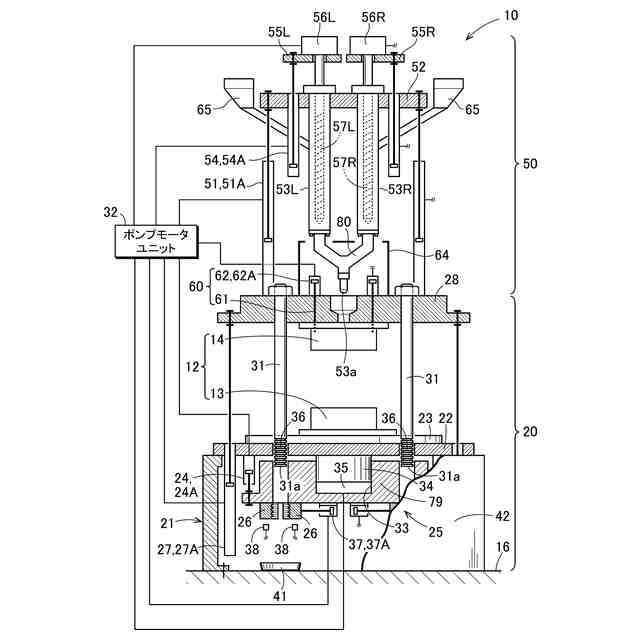
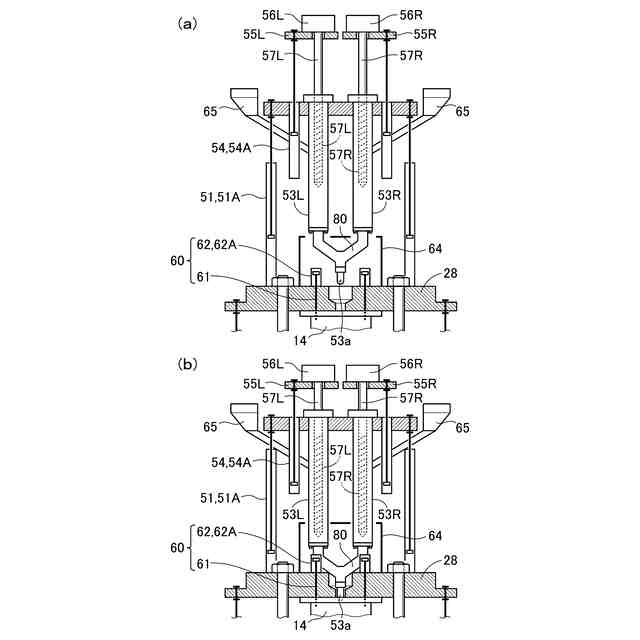
【解決手段】型締軸(20a)が鉛直である型締装置(20)と、下型(13)を載せて型締め位置(18)と製品取出し位置(17)の間を移動するターンテーブル(23)と、射出軸(50a)が鉛直である射出装置(50)とを備える竪型射出成形装置(10)であって、射出装置(50)は、左右一対の第1加熱筒(53L)及び第2加熱筒(53R)と、これらの第1加熱筒(53L)及び第2加熱筒(53R)の下に接続され前記第1加熱筒(53L)からの樹脂材料と前記第2加熱筒(53R)からの樹脂材料を合流し1個のノズル(53a)から射出するY字アダプター(80)とを有している。
【選択図】図3
特許請求の範囲
【請求項1】
型締軸が鉛直であって下型へ上型を型締めする型締装置と、前記下型を載せて型締め位置と製品取出し位置の間を移動するターンテーブルと、射出軸が鉛直であって前記型締装置の上に配置され前記下型と前記上型からなる金型へ樹脂材料を射出する射出装置とを備える竪型射出成形装置であって、
前記射出装置は、左右一対の第1加熱筒及び第2加熱筒と、これらの第1加熱筒及び第2加熱筒の下に接続され前記第1加熱筒からの樹脂材料と前記第2加熱筒からの樹脂材料を合流し1個のノズルから射出するY字アダプターとを有していることを特徴とする竪型射出成形装置。
続きを表示(約 480 文字)
【請求項2】
請求項1記載の竪型射出成形装置であって、
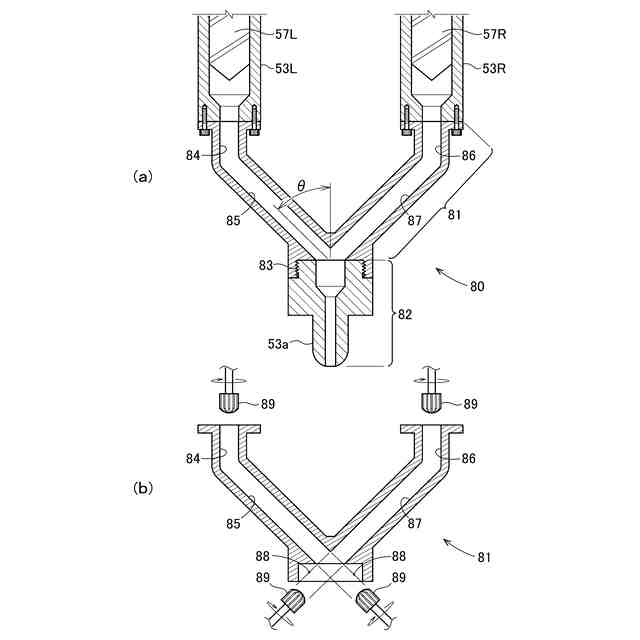
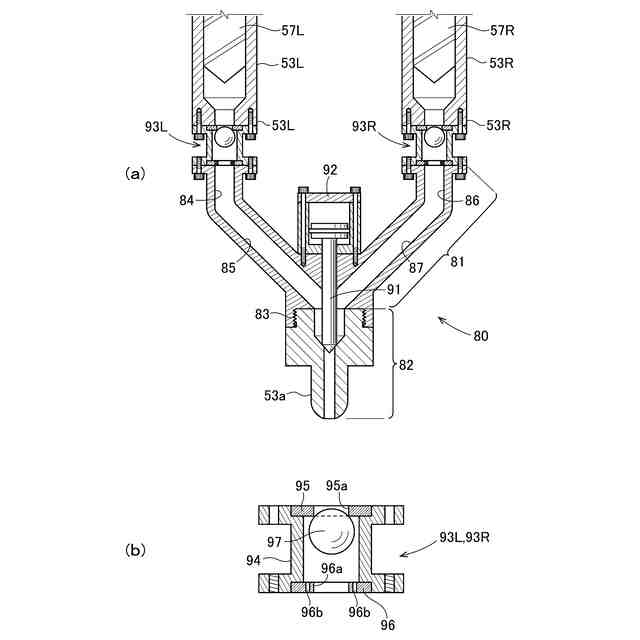
前記Y字アダプターは、前記第1加熱筒及び前記第2加熱筒の下に接続されるV字部と、このV字部に取外し可能に接続され前記ノズルを含むI字部からなり、
前記V字部は、第1斜め流路と第2斜め流路を有し、前記第1斜め流路及び前記第2斜め流路を下方へ延長した下方延長線が前記V字部の肉に干渉しないことを特徴とする竪型射出成形装置。
【請求項3】
請求項1又は請求項2記載の竪型射出成形装置であって、
前記型締装置は、ベッドに固定される圧受盤と、この圧受盤より下に配置され、ハーフナット位置調整手段で昇降される牽引盤と、前記圧受盤より上に配置され、型開閉手段で昇降される可動盤と、この可動盤から下げられ前記圧受盤及び前記牽引盤を貫通するタイバーと、を備えて、前記圧受盤と前記可動盤との間に配置した前記金型を型締めする装置であって、
前記タイバーの下端部に係合部が設けられ、前記牽引盤の下に前記係合部に係合するハーフナットが設けられていることを特徴とする竪型射出成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、竪型射出成形装置の改良技術に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
樹脂材料を金型へ射出して樹脂成形品(以下、製品と記す。)を得る射出成形装置は、広く実用に供されている。
射出成形装置には、横型射出成形装置と竪型射出成形装置とがある。竪型射出成形装置には、ターンテーブルを有するターンテーブル方式の竪型射出成形装置が知られている(例えば、特許文献1(図1)参照)。
【0003】
特許文献1を次図に基づいて説明する。
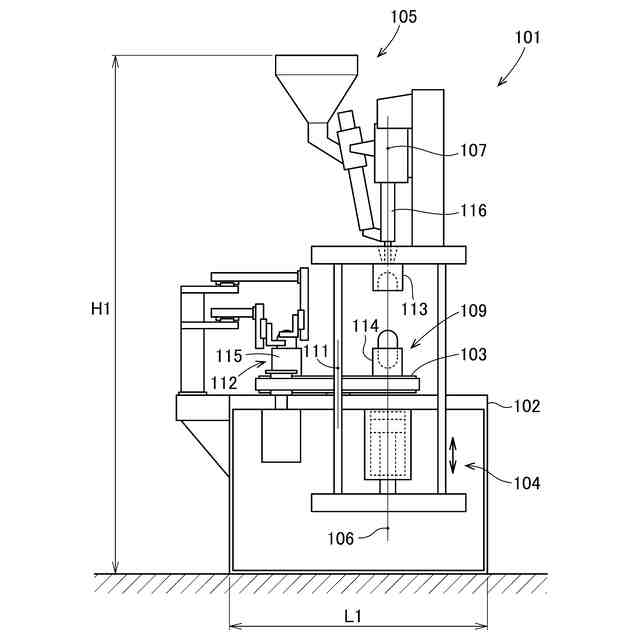
図8は従来のターンテーブル方式の竪型射出成形装置の側面図である。
図8に示すように、この竪型射出成形装置101は、ベッド102の上にターンテーブル103を備え、このターンテーブル103を挟むようにしてベッド102に型締装置104を備える。そして、型締装置104の上に射出装置105が備えられている。
【0004】
型締装置104の型締軸106と、射出装置105の射出軸107とが、共に鉛直であると共に共通の軸である。
ターンテーブル103において、型締軸106に重なる部位が型締め位置109となり、回転軸111を中心に対称の部位が製品を取出す製品取出し位置112となる。
【0005】
型締軸106に沿って上型113と第1下型114が配置される。このときに、製品取出し位置112に第2下型115が配置される。
この第1下型114に上型113が合わされ、型締装置104で型締され、射出装置105の加熱筒116から樹脂材料が射出される。
【0006】
樹脂材料が固まったら上型113が上げられ、ターンテーブル103が180°回され、第1下型114が製品取出し位置112に移り、製品が取出される。ターンテーブル103の回転により、第2下型115が型締め位置109に移る。この第2下型115と上型113で次の射出成形が行われる。
【0007】
ターンテーブル方式には、樹脂材料の射出と製品の取出とが同時並行的に行われるため、生産効率が高まるという利点がある。
ところで、製品が大型になると、射出装置105が大きくなる。具体的には、加熱筒116の外径が大きくなり且つ加熱筒116の軸長が大きくなる。
軸長が大きくなると、竪型射出成形装置101の高さH1が大きくなる。
【0008】
竪型射出成形装置101を設置する建屋の天井が低い場合には、高さH1が大きな竪型射出成形装置101は設置することができない。
この場合は、高さが小さな射出成形装置が必要となる。ターンテーブル方式で且つ高さが小さな射出成形装置は、各種実用化されている(例えば、特許文献2(図4)参照)。
【0009】
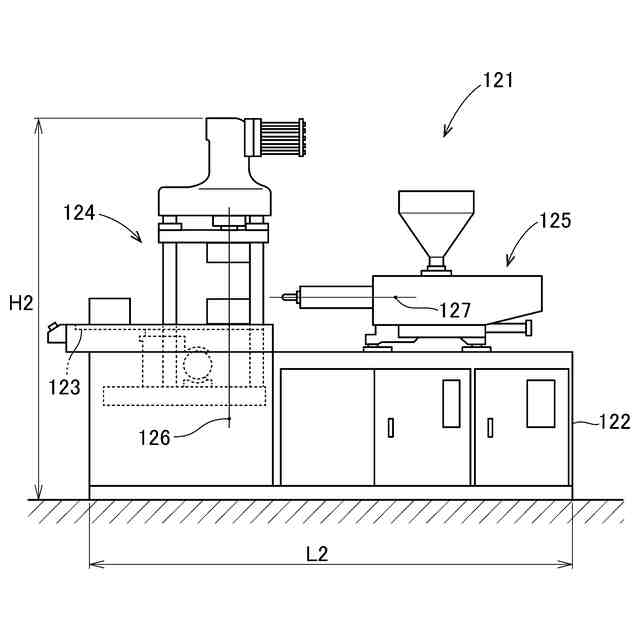
特許文献2を次図に基づいて説明する。
図9は従来のターンテーブル方式の別の射出成形装置の正面図である。
図9に示すように、この射出成形装置121は、ベッド122の上にターンテーブル123を備え、このターンテーブル123を挟むようにしてベッド122に型締装置124を備える。そして、型締装置124の横に射出装置125が設けられている。
【0010】
型締装置124の型締軸126は鉛直であり、射出装置125の射出軸127は水平である。製品の大型化に伴って射出装置125の軸長が大きくなっても、射出成形装置121の高さH2は殆ど変わらず、高さH2は小さなままとすることができる。
よって、特許文献2により、製品が大型化するにも拘わらず天井が低い建屋に設置することができる射出成形装置121が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
シーメット株式会社
光造形装置
3か月前
CKD株式会社
型用台車
3か月前
東レ株式会社
フィルムの製造方法
14日前
グンゼ株式会社
ピン
3か月前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
ロッド
2か月前
トヨタ自動車株式会社
射出装置
28日前
株式会社FTS
成形装置
3か月前
株式会社FTS
セパレータ
2か月前
株式会社リコー
画像形成システム
3か月前
株式会社不二越
射出成形機
2日前
株式会社神戸製鋼所
混練機
1か月前
日東工業株式会社
インサート成形機
4か月前
個人
ノズルおよび熱風溶接機
2か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
中川産業株式会社
防火板材の製造方法
4か月前
株式会社FTS
ブローニードル
4か月前
トヨタ自動車株式会社
電池の製造方法
3か月前
東レ株式会社
ペレット製造時の制御システム
1か月前
株式会社日本製鋼所
射出成形機
3か月前
株式会社コスメック
磁気クランプ装置
1か月前
株式会社コスメック
磁気クランプ装置
2か月前
東海興業株式会社
通気部付き樹脂成形品
28日前
東レ株式会社
ポリエステルフィルムの製造方法
1日前
タカハタプレシジョン株式会社
監視装置
1か月前
東レ株式会社
被膜除去装置および被膜除去方法
3か月前
花王株式会社
再生樹脂の製造方法
3か月前
村田機械株式会社
作業台
3か月前
住友重機械工業株式会社
金型装置
2か月前
日榮新化株式会社
剥離シートのリサイクル方法
1か月前
東レ株式会社
ゴルフクラブシャフトの製造方法
1か月前
株式会社タハラ
ブロー成形機
3か月前
合同会社BirthT
3Dプリンタ
3か月前
住友重機械工業株式会社
射出成形機
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ