TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024170889
公報種別
公開特許公報(A)
公開日
2024-12-11
出願番号
2023087642
出願日
2023-05-29
発明の名称
ブロー成形機
出願人
株式会社タハラ
代理人
個人
,
個人
,
個人
主分類
B29C
49/42 20060101AFI20241204BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】放出工程の時間短縮が図れるブロー成形機を提供する。
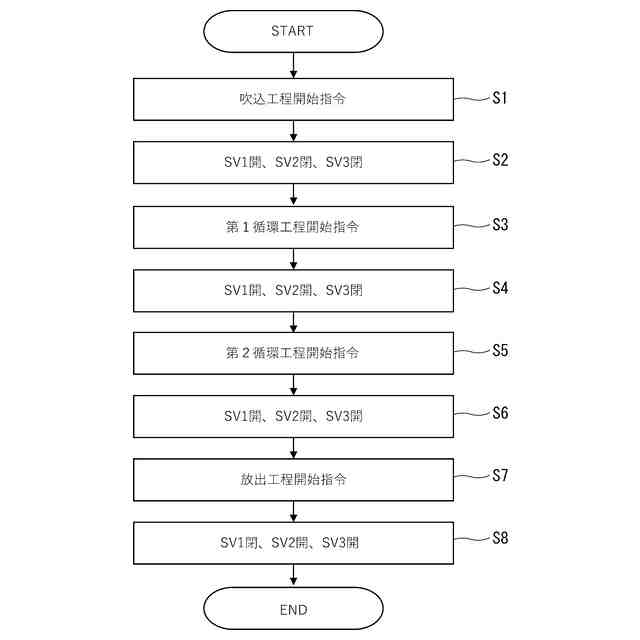
【解決手段】本発明に係るブロー成形機は、供給ラインLsの第1電磁弁SV1が開き、循環ラインLc及び放出ラインLrの第2,第3電磁弁SV2,SV3が閉じる吹込工程と、供給ラインLs及び循環ラインLcの第1、第2電磁弁SV1,SV2が開き、放出ラインLrの第3電磁弁SV3が閉じる第1循環工程と、供給ラインLs、循環ラインLc及び放出ラインLrの第1、第2、第3電磁弁SV1,SV2,SV3が開く第2循環工程と、供給ラインLsの第1電磁弁SV1が閉じ、循環ラインLc及び放出ラインLrの第2、第3電磁弁SV2,SV3が開く放出工程と、を実施する。
【選択図】図6
特許請求の範囲
【請求項1】
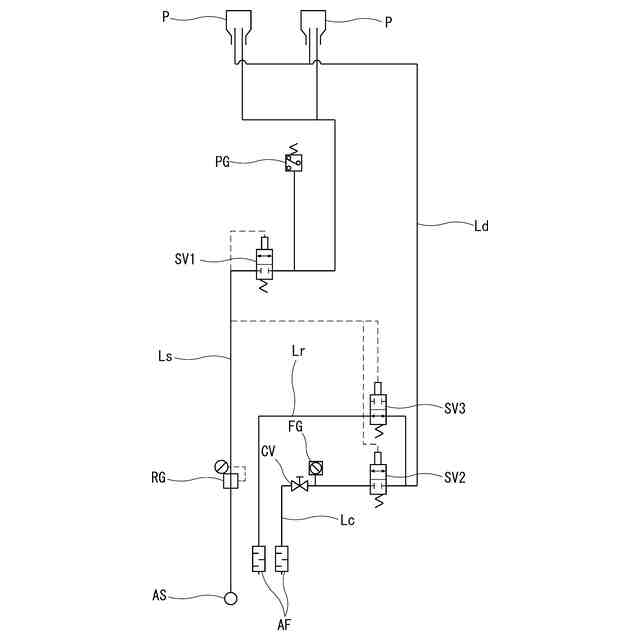
ダイヘッドから垂下し成形金型に収容されたパリソンに圧縮エアを供給するエアの供給ラインと、
前記パリソンの内部のエアを排出するエアの排出ラインと、
前記排出ラインから分岐して設けられ、エアの流量調整弁を有し、前記パリソンの内部のエアの循環に供するエアの循環ラインと、
前記排出ラインから分岐して設けられ、前記パリソンの内部のエアを放出させるエアの放出ラインと、
前記供給ライン、前記循環ライン及び前記放出ラインに設けられた各ライン開閉用の電磁弁と、
を備え、
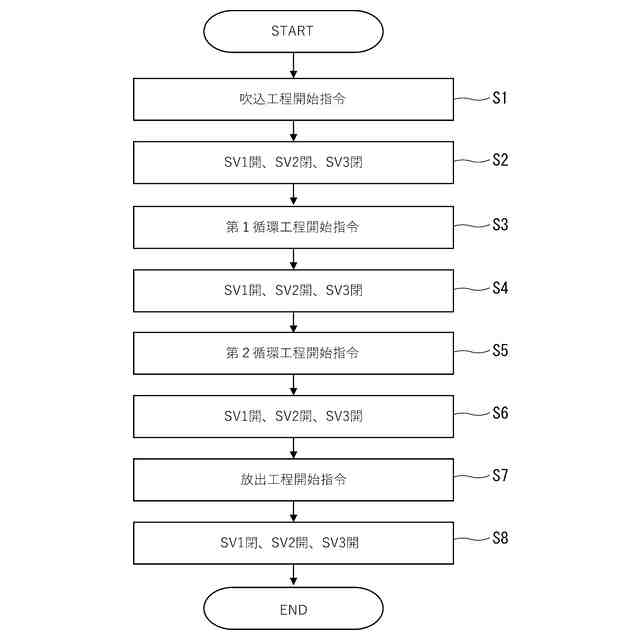
前記パリソンを前記成形金型によって賦形するため、前記供給ラインの電磁弁が開き、前記循環ライン及び前記放出ラインの電磁弁が閉じる吹込工程と、
前記パリソンの内部のエアを入れ替えるため、前記供給ライン及び前記循環ラインの電磁弁が開き、前記放出ラインの電磁弁が閉じる第1循環工程と、
前記パリソンの内部の圧力を低下させるため、前記供給ライン、前記循環ライン及び前記放出ラインの電磁弁が開く第2循環工程と、
前記パリソンの内部のエアを放出するため、前記供給ラインの電磁弁が閉じ、前記循環ライン及び前記放出ラインの電磁弁が開く放出工程と、
を実施することを特徴とするブロー成形機。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載のブロー成形機であって、
前記循環ラインは、それぞれ前記電磁弁を備えた複数の循環ラインである、第1循環ラインと、第2循環ラインと、を有し、
前記供給ラインの電磁弁が開き、前記第1循環ライン、前記第2循環ライン及び前記放出ラインの電磁弁が閉じる吹込工程と、
前記供給ライン及び前記第1循環ラインの電磁弁が開き、前記第2循環ライン及び前記放出ラインの電磁弁が閉じる第1循環工程と、
前記供給ライン、前記第1循環ライン及び前記第2循環ラインの電磁弁が開き、前記放出ラインの電磁弁が閉じる第2循環工程と、
前記供給ラインの電磁弁が閉じ、前記第1循環ライン、前記第2循環ライン及び前記放出ラインの電磁弁が開く放出工程と、
を実施することを特徴とするブロー成形機。
【請求項3】
請求項1に記載のブロー成形機であって、
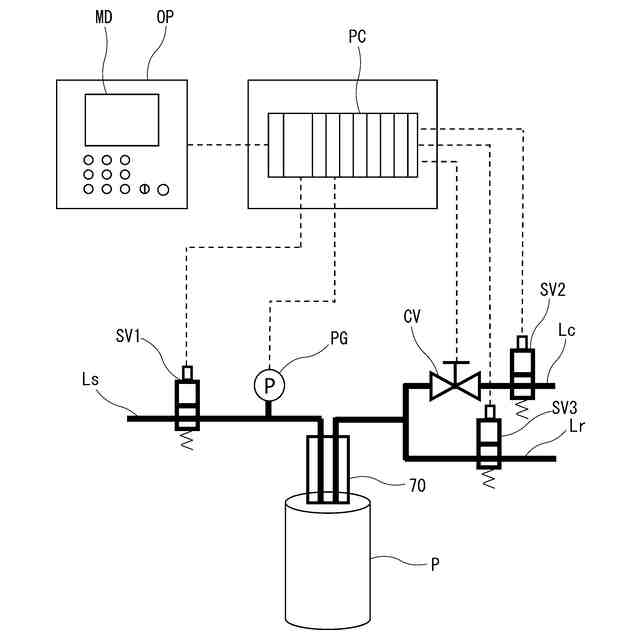
前記電磁弁の開閉タイミングを入力可能な操作部を備え、
前記流量調整弁は、電気信号により開度を自由に調整可能であり、
前記流量調整弁の開度は、前記操作部への入力によって任意のタイミングに変更できる、
ことを特徴とするブロー成形機。
【請求項4】
請求項1~3のいずれか一項に記載のブロー成形機であって、
前記パリソンの内部のエア圧を検知可能な検知部を有する、
ことを特徴とするブロー成形機。
【請求項5】
請求項4に記載のブロー成形機であって、
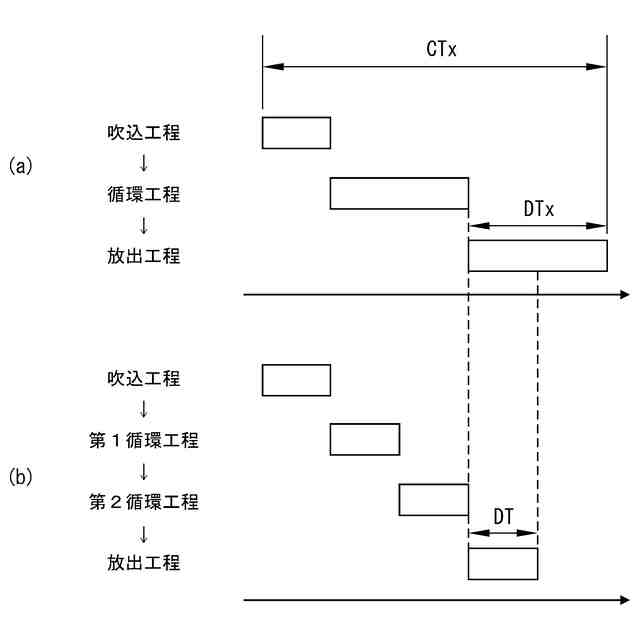
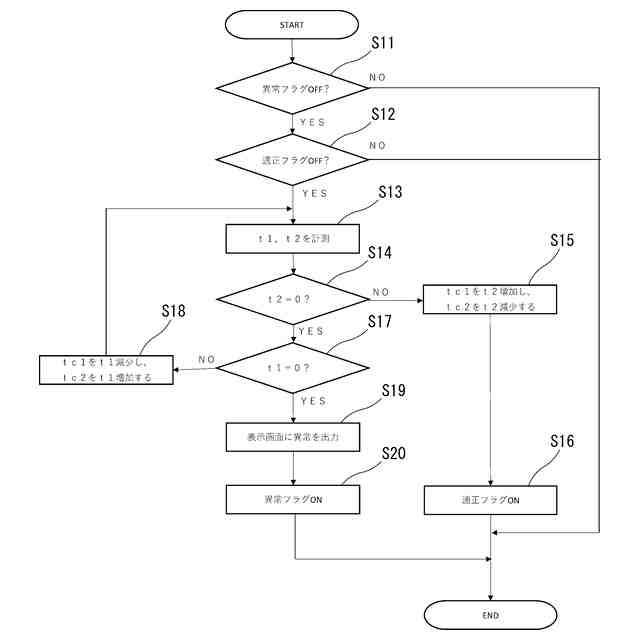
前記第1循環工程において前記パリソンの内部のエア圧が下がり切って定常状態となる第1定常時間と、前記第2循環工程において前記パリソンの内部のエア圧が下がり切って定常状態となる第2定常時間を計測する工程と、
前記第1定常時間がゼロでない場合、前記第1循環工程を実施する第1循環工程実施時間を前記第1定常時間の分だけ減少させると共に、前記第2循環工程を実施する第2循環工程実施時間を前記第1定常時間の分だけ増加させる工程と、
前記第2定常時間がゼロでない場合、前記第1循環工程実施時間を前記第2定常時間の分だけ増加させると共に、前記第2循環工程実施時間を前記第2定常時間の分だけ減少させる工程と、
を実施することを特徴とするブロー成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ブロー成形機に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来のブロー成型機の一例として、例えば以下の特許文献1に記載されたものが知られている。
【0003】
概略を説明すれば、このブロー成形機は、ブロー成形サイクルとして、吹込工程と、循環工程と、放出工程と、を含み、吹込工程、循環工程、放出工程と遷移する。なお、吹込工程では、金型によって挟み込まれたパリソンの内部にエアを吹き込む。循環工程では、成形品に対してエアを吹き込みつつ、当該吹き込まれたエアを排出することによって、成形品の内部にエアを循環させる。放出工程は、エアの吹き込みを停止し、成形品の内部のエアの排出のみを行う。
【先行技術文献】
【特許文献】
【0004】
特開2013-086319号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
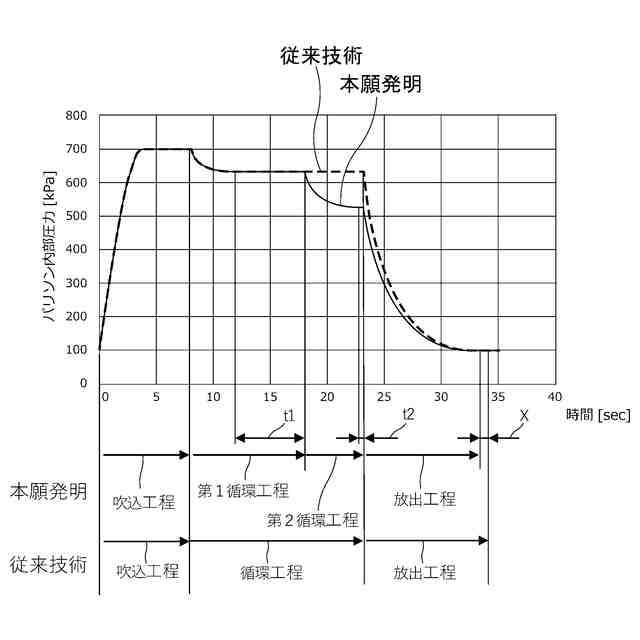
しかしながら、前記従来のブロー成形機は、循環工程の後、直ちに放出工程へと移行する。このため、放出工程において、パリソンの内部の圧力が高いので、エアの排出によって前記パリソンの内部の圧力を大気圧近くまで下げるのに時間がかかってしまい、生産性が低下してしまうおそれがある点で、改善の余地が残されていた。
【0006】
そこで、本発明は、前記従来のブロー成形機の技術的課題に鑑みて案出されたものであり、放出工程の時間の短縮を図ることができるブロー成形機を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明に係るブロー成形機は、その一態様として、ダイヘッドから垂下し成形金型に収容されたパリソンに圧縮エアを供給するエアの供給ラインと、前記パリソンの内部のエアを排出するエアの排出ラインと、前記排出ラインから分岐して設けられ、エアの流量調整弁を有し、前記パリソンの内部のエアの循環に供するエアの循環ラインと、前記排出ラインから分岐して設けられ、前記パリソンの内部のエアを放出させるエアの放出ラインと、前記供給ライン、前記循環ライン及び前記放出ラインに設けられた各ライン開閉用の電磁弁と、を備え、前記パリソンを前記成形金型によって賦形するため、前記供給ラインの電磁弁が開き、前記循環ライン及び前記放出ラインの電磁弁が閉じる吹込工程と、前記パリソンの内部のエアを入れ替えるため、前記供給ライン及び前記循環ラインの電磁弁が開き、前記放出ラインの電磁弁が閉じる第1循環工程と、前記パリソンの内部の圧力を低下させるため、前記供給ライン、前記循環ライン及び前記放出ラインの電磁弁が開く第2循環工程と、前記パリソンの内部のエアを放出するため、前記供給ラインの電磁弁が閉じ、前記循環ライン及び前記放出ラインの電磁弁が開く放出工程と、を実施することを特徴としている。
【0008】
このように、本発明によれば、供給ライン及び循環ラインの電磁弁を開き、放出ラインの電磁弁を閉じる第1循環工程と、供給ライン、循環ライン及び放出ラインの電磁弁を開く第2循環工程とが設けられている。すなわち、ブロー成形の初期段階では、第1循環工程として放出ラインを閉じることによってパリソンの内部を高圧に保つ一方、ブロー成形の終盤段階では、第2循環工程として放出ラインを開放してパリソンの内部を低圧にすることにより、成形金型の転写性を保ちつつ、パリソンの内部圧力の排出にかかる時間を短縮することができる。
【0009】
また、本願発明では、供給ライン、循環ライン及び放出ラインの構成自体は変更しないため、従来のブロー成形機の機械的な構成を変更する必要がなく、設備投資費用を抑制することができる。
【0010】
また、前記ブロー成形機の別の態様として、前記循環ラインは、それぞれ前記電磁弁を備えた複数の循環ラインである、第1循環ラインと、第2循環ラインと、を有し、前記供給ラインの電磁弁が開き、前記第1循環ライン、前記第2循環ライン及び前記放出ラインの電磁弁が閉じる吹込工程と、前記供給ライン及び前記第1循環ラインの電磁弁が開き、前記第2循環ライン及び前記放出ラインの電磁弁が閉じる第1循環工程と、前記供給ライン、前記第1循環ライン及び前記第2循環ラインの電磁弁が開き、前記放出ラインの電磁弁が閉じる第2循環工程と、前記供給ラインの電磁弁が閉じ、前記第1循環ライン、前記第2循環ライン及び前記放出ラインの電磁弁が開く放出工程と、を実施することが望ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
9か月前
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
3か月前
シーメット株式会社
光造形装置
3か月前
東レ株式会社
プリプレグテープ
6か月前
個人
射出ミキシングノズル
5か月前
グンゼ株式会社
ピン
3か月前
株式会社日本製鋼所
押出機
6か月前
東レ株式会社
フィルムの製造方法
15日前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
ロッド
2か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社リコー
シート剥離装置
7か月前
トヨタ自動車株式会社
射出装置
29日前
株式会社FTS
成形装置
3か月前
帝人株式会社
成形体の製造方法
9か月前
東レ株式会社
一体化成形品の製造方法
7か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社神戸製鋼所
混練機
1か月前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社不二越
射出成形機
3日前
株式会社リコー
画像形成システム
4か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社FTS
セパレータ
2か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
個人
ノズルおよび熱風溶接機
2か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
トヨタ自動車株式会社
真空成形装置
11か月前
トヨタ自動車株式会社
真空成形方法
10か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
KTX株式会社
シェル型の作製方法
9か月前
日東工業株式会社
インサート成形機
4か月前
小林工業株式会社
振動溶着機
9か月前
株式会社リコー
シート処理システム
7か月前
株式会社リコー
シート処理システム
8か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































