TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024086129
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022201094
出願日
2022-12-16
発明の名称
シェル型の作製方法
出願人
KTX株式会社
代理人
個人
主分類
B29C
33/38 20060101AFI20240620BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】シェル型の全体を均一な厚さに形成する。
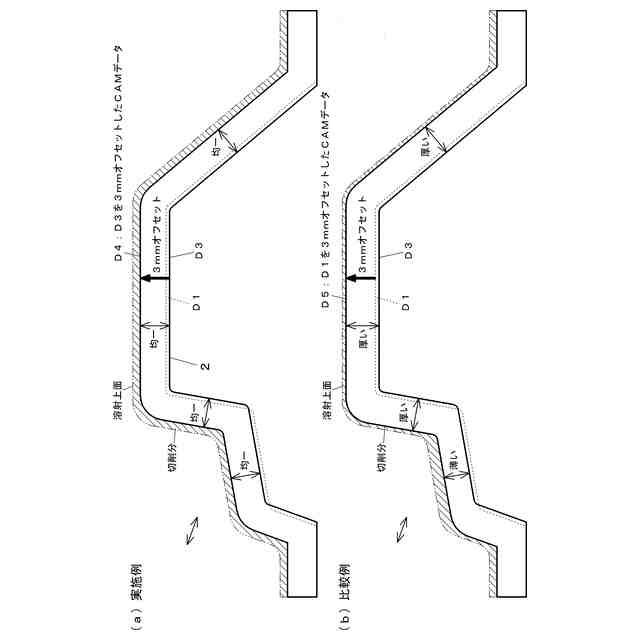
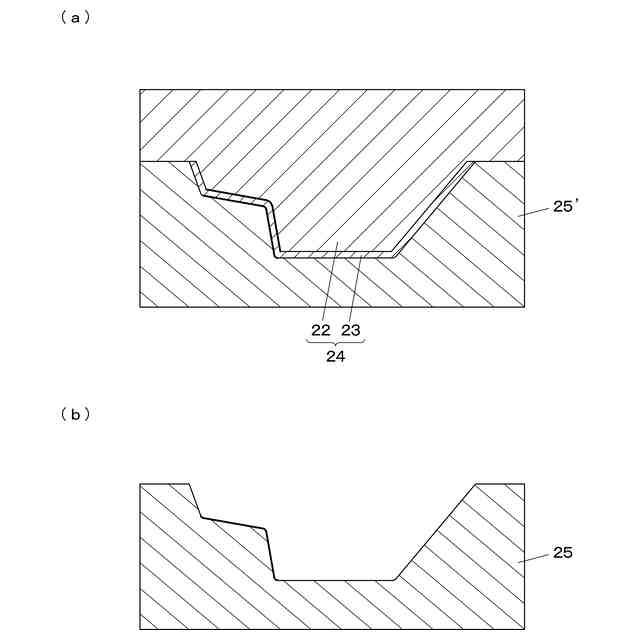
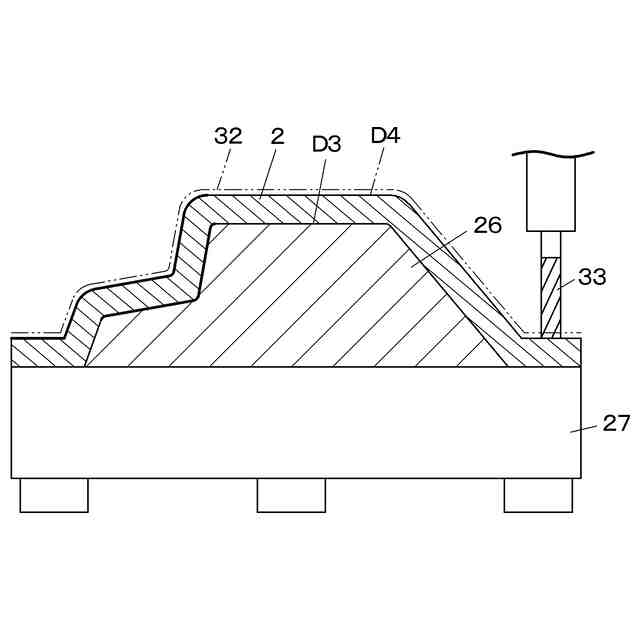
【解決手段】マンドレルを作製するステップと、マンドレルの三次元形状を測定してマンドレル三次元測定データD3を作成するステップと、マンドレルに接した状態のシェル型2を溶射又は電鋳により作製するステップと、シェル型2の裏面をマンドレル三次元測定データD3により切削するステップとを含むシェル型の作製方法。さらに、作製したシェル型の裏面の所定位置にレーザー光を照射することによりシェル型を貫通した真空吸引孔を形成するステップを含む。
【選択図】図8
特許請求の範囲
【請求項1】
マンドレルを作製するステップと、
マンドレルの三次元形状を測定してマンドレル三次元測定データを作成するステップと、
マンドレルに接した状態のシェル型を溶射又は電鋳により作製するステップと、
シェル型の裏面をマンドレル三次元測定データにより切削するステップと
を含むシェル型の作製方法。
続きを表示(約 91 文字)
【請求項2】
作製したシェル型の裏面の所定位置にレーザー光を照射することによりシェル型を貫通した真空吸引孔を形成するステップを含む請求項1記載のシェル型の作製方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形用金型に用いられるシェル型の作製方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
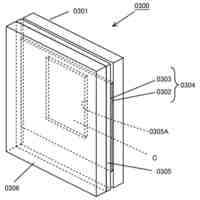
樹脂シートを型面に真空吸引して成形品とする機能を有する成形用金型は、複数の真空吸引孔を有する比較的薄いシェル型と、シェル型をバックアップするとともに真空吸引孔と連通する通気路を有するバックアップ型とを含み構成されたものが多い。比較的薄いシェル型には、複数の真空吸引孔を形成しやすいからである。また、成形品の形状及び模様と同一の形状及び模様を備えたマンドレルに溶射又は電鋳を行うことにより、成形品の形状及び模様を転写したシェル型を容易に作製することができる利点もある。以下、溶射により作製したシェル型を「溶射シェル型」といい、電鋳により作製したシェル型を「電鋳シェル型」ということがある。溶射シェル型とバックアップ型とを含む成形用金型の例としては、次の特許文献1~3がある。また、電鋳シェル型とバックアップ型とを含む成形用金型の例としては、次の特許文献4,5がある。
【0003】
特許文献1には、キャビティ面を形成する多孔質の金属溶射層と、該金属溶射層を保持する多孔質のバックアップ層とを備えた成形用金型が記載されている。バックアップ層は、アルミグリッド等の金属粒子を熱硬化性樹脂で結合させ、金属粒子間に孔が形成されてなるものである。成形用金型は表皮材を成形するための真空型である。
【0004】
特許文献2には、エポキシ樹脂からなる母型に、ホワイトメタルや亜鉛系材料等の溶射材料をアーク溶射して溶射皮膜を形成し、溶射皮膜に対して母型にまで達する貫通孔(真空吸引孔)をボール盤等を用いて多数形成し、溶射皮膜の上にアルミ粒子とエポキシ樹脂との混合物を充填して該エポキシ樹脂を硬化させることてにより、アルミ粒子同士がエポキシ樹脂で接着された多孔性の裏打ち層を設ける、成形用金型の製造方法が記載されている。
【0005】
特許文献3には、モデルの表面に金属製のピンを一部挿入して突出するように立て、モデルの表面に金属材料(亜鉛合金)を溶射してシェルを形成し、ピンをシェルから取り外してシェルを貫通する通気孔(真空吸引孔)を形成し、シェルをモデルから取り外し、シェルの背面を、(ア)多孔質裏込め媒体で支持する(図5A,5B)か又は、(イ)エポキシ系補強層で積層してエッグクレート構造の筐体で支持してなる(図6A,6B)、真空成形金型が記載されている。
【0006】
特許文献4には、孔の無い電鋳殻表面層を電鋳形成し、該電鋳殻表面層に微小真直孔をレーザー加工し、該電鋳殻表面層の裏面に電鋳殻裏面層を電鋳形成するとともに微小真直孔から拡径成長した拡径孔を形成して多孔質電鋳殻を製造する方法と、該多孔質電鋳殻を、支持板、粒状体等のバックアップ部材で補強することが記載されている。
【0007】
特許文献5には、特許文献4の方法等により形成された真空吸引孔を有する電鋳シェル型と、表面が電鋳シェル型の裏面と合致する形状をなし、表面に複数の受け面を残して通気溝が凹設された鋼材製のバックアップ型とを含む表皮インサート射出成形型が記載されている。
【先行技術文献】
【特許文献】
【0008】
特開2005-178091号公報
特開2019-104194号公報
米国特許出願公開2006-0086474号明細書
特開平9-249987号公報
特開2021-53920号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
[1]シェル型に関する問題
特許文献1の金属溶射層は、溶射時に生じた溶射金属粒子間の空隙がつながって多孔質となったものであり、通気性が低く詰まりやすい。また、特許文献2のように溶射皮膜にボール盤等を用いて真空吸引孔を形成する場合、ドリル刃の制約から真空吸引孔の孔直径が0.2mm超となるため、真空吸引時に樹脂シートに真空吸引孔の跡が付く。よって、これらの技術は採用しにくい。
【0010】
特許文献3のように溶射シェル型にピンを用いて真空吸引孔を形成すれば、真空成形品に跡が付かない孔直径0.1mm前後の孔とすることができる。しかしながら、同方法を実際に行うには、モデルに特殊なドリルで微細な孔を面直にあけ、その中に直径0.1mm前後のステンレス鋼製のピンを挿入する必要があり、しかもその数は成形品にもよるが1000箇所を越える場合もあり、孔形成に手間と時間がかかる(問題1)。また、孔直径0.1mm前後のストレートな孔は、樹脂シートの真空吸引時に通気抵抗が大きいため、真空吸引力が弱く、減圧するのに時間もかかる(問題2)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
KTX株式会社
カード用額縁
6か月前
KTX株式会社
ステッチ付き表皮の製造装置及び製造方法
1か月前
東レ株式会社
吹出しノズル
6か月前
東レ株式会社
溶融紡糸設備
11か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
プリプレグテープ
8か月前
CKD株式会社
型用台車
5か月前
個人
射出ミキシングノズル
8か月前
株式会社日本製鋼所
押出機
8か月前
グンゼ株式会社
ピン
6か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社FTS
ロッド
4か月前
日機装株式会社
加圧システム
1か月前
株式会社カワタ
計量混合装置
20日前
個人
樹脂可塑化方法及び装置
4か月前
株式会社シロハチ
真空チャンバ
7か月前
東レ株式会社
一体化成形品の製造方法
10か月前
株式会社FTS
成形装置
5か月前
帝人株式会社
成形体の製造方法
11か月前
株式会社漆原
シートの成形方法
17日前
東レ株式会社
樹脂フィルムの製造方法
20日前
株式会社リコー
シート剥離装置
10か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社コスメック
射出成形装置
14日前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社FTS
セパレータ
4か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社リコー
画像形成システム
6か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
14日前
株式会社日本製鋼所
押出成形装置
9か月前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社神戸製鋼所
混練機
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ