TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040387
公報種別
公開特許公報(A)
公開日
2025-03-24
出願番号
2024088111
出願日
2024-05-30
発明の名称
複合構造の誘導溶接
出願人
ザ・ボーイング・カンパニー
代理人
個人
,
個人
,
個人
主分類
B29C
65/36 20060101AFI20250314BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明は、複合構造の誘導溶接を提供する。
【解決手段】複合構造、及び複合構造を形成する方法が提供される。複合構造は、第1の複合部品と、接合部で第1の複合部品に溶接された第2の複合部品と、ドープ繊維を含む、第1の複合部品と第2の複合部品との間の接合部とを備える。
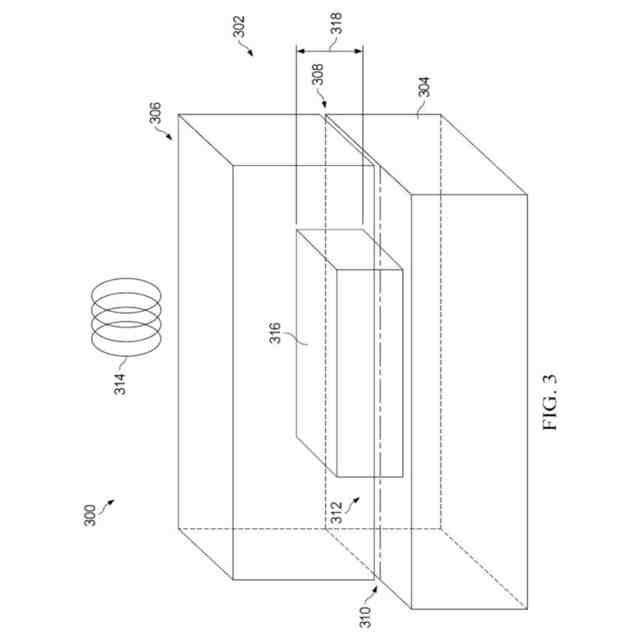
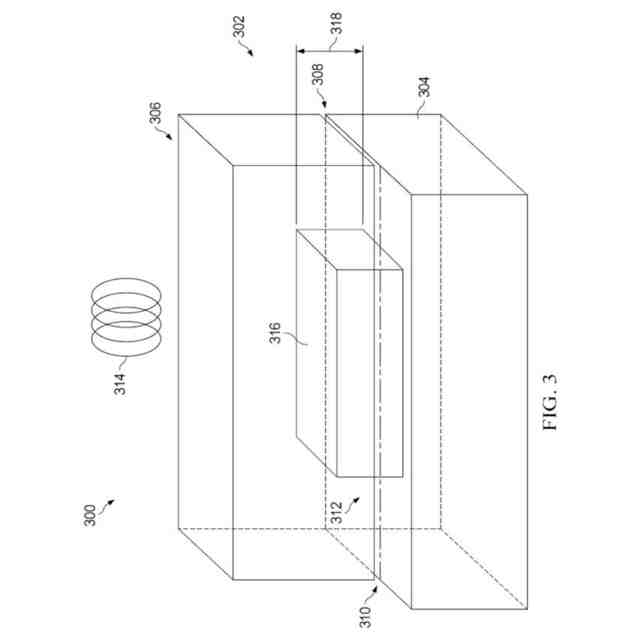
【選択図】図3
特許請求の範囲
【請求項1】
第1の複合部品(204、304)と、
接合部(208、308)で前記第1の複合部品(204、304)に溶接された第2の複合部品(206、306)と、
ドープ繊維(210または236)を含む、前記第1の複合部品(204、304)と前記第2の複合部品(206、306)との間の前記接合部(208、308)と
を備える、複合構造(202、302)。
続きを表示(約 1,300 文字)
【請求項2】
前記ドープ繊維(210または236)は、垂直グラフェン(212または240)でドープされた繊維(211または238)を含む、請求項1に記載の複合構造(202、302)。
【請求項3】
前記ドープ繊維(210または236)は、一方向繊維(216または242)を含む、請求項1に記載の複合構造(202、302)。
【請求項4】
前記ドープ繊維(210または236)は、織布(218または244)を含む、請求項1に記載の複合構造(202、302)。
【請求項5】
前記ドープ繊維(210または236)は、前記接合部(208、308)内で隔離されている、請求項1に記載の複合構造(202、302)。
【請求項6】
前記接合部(208、308)に存在する樹脂(220または246)は、前記第1の複合部品(204、304)に存在する樹脂(222)と同じである、請求項1に記載の複合構造(202、302)。
【請求項7】
前記ドープ繊維(210または236)は、前記第1の複合部品(204、304)及び前記第2の複合部品(206、306)のうちの一方の構造プライ(232または252)の一部である、請求項1に記載の複合構造(202、302)。
【請求項8】
前記ドープ繊維(210または236)は、前記第1の複合部品(204、304)についての構造設計及び前記第2の複合部品(206、306)についての第2の構造設計とは無関係に、前記第1の複合部品(204、304)及び前記第2の複合部品(206、306)を接合するために存在する追加のプライの一部である、請求項1に記載の複合構造(202、302)。
【請求項9】
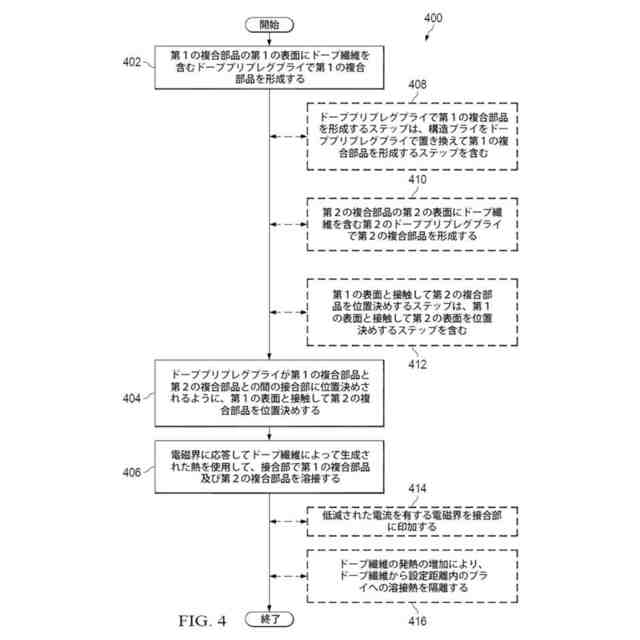
複合構造(202、302)を形成するために2つの複合部品を溶接する方法(400)であって、
第1の複合部品(204、304)の第1の表面(226)にドープ繊維(210)を含むドーププリプレグプライ(224、312)で前記第1の複合部品(204、304)を形成するステップ(402)と、
前記ドーププリプレグプライ(224、312)が前記第1の複合部品(204、304)と第2の複合部品(206、306)との間の接合部(208、308)に位置決めされるように、前記第1の表面(226)と接触して前記第2の複合部品(206、306)を位置決めするステップ(404)と、
電磁界(261)に応答して前記ドープ繊維(210)によって生成された熱を使用して、前記接合部(208、308)で前記第1の複合部品(204、304)及び前記第2の複合部品(206、306)を溶接するステップ(406)と
を含む、方法(400)。
【請求項10】
低減された電流(260)を有する電磁界(261)を前記接合部(208、308)に印加するステップ(414)をさらに含む、請求項9に記載の方法(400)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
背景情報
本開示は、一般に、複合製造に関し、より具体的には、複合構造の誘導溶接に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
熱可塑性ポリマー複合材料は、それらの機械的性能能力のために構造的な航空機用途に適している。熱可塑性ポリマー複合材料は、迅速に処理することができ、再溶融及び再形成することができる。再溶融及び再形成する能力は、誘導溶接を可能にする。誘導溶接は、化学接着結合または機械的締め具を使用せずに複合構造を互いに接合することができるプロセスである。外部ヒータを構造と直接接触させることなく、誘導溶接を実施することができる。
【0003】
誘導溶接では、交流電流が炭素繊維に誘導され、周囲のポリマーが溶融する。2つの熱可塑性構造は、一緒にそれらを溶融及び再結晶化することによって互いに接合することができる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
誘導溶接は、構造に電流を誘導するために特定の繊維接点を必要とするため、制御が困難な場合がある。誘導溶接は、誘導電流が構造全体を溶融する可能性があり、精密な工具なしでは分解(deconsolidation)及び表面品質の低下につながるため、制御が困難な場合がある。
【0005】
したがって、上述した問題の少なくともいくつか、並びに他の可能性のある問題を考慮に入れた方法及び装置を有することが望ましいであろう。
【課題を解決するための手段】
【0006】
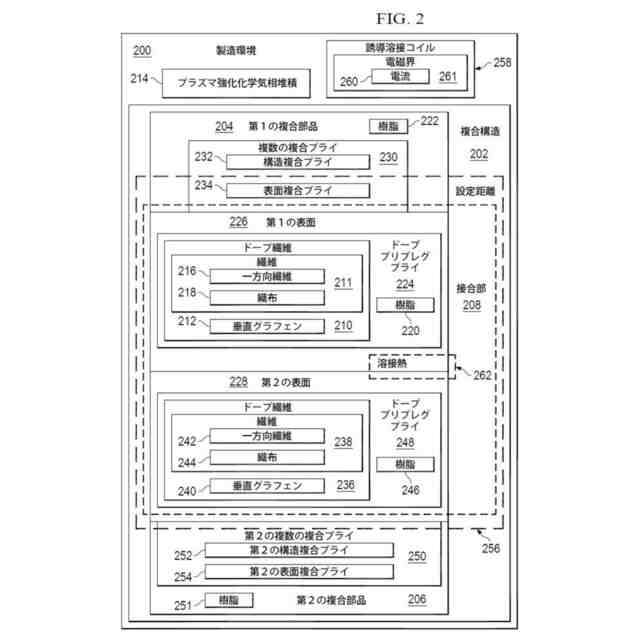
本開示の一実施形態は、複合構造を提供する。複合構造は、第1の複合部品と、接合部で第1の複合部品に溶接された第2の複合部品と、ドープ繊維を含む、第1の複合部品と第2の複合部品との間の接合部とを備える。
【0007】
本開示の別の実施形態は、複合構造を形成するために2つの複合部品を溶接する方法を提供する。第1の複合部品は、第1の複合部品の第1の表面にドープ繊維を含むドーププリプレグプライ(doped prepreg ply)で形成される。第2の複合部品は、ドーププリプレグプライが第1の複合部品と第2の複合部品との間の接合部に位置決めされるように、第1の表面と接触して位置決めされる。第1の複合部品及び第2の複合部品は、電磁界に応答してドープ繊維によって生成された熱を使用して接合部で溶接される。
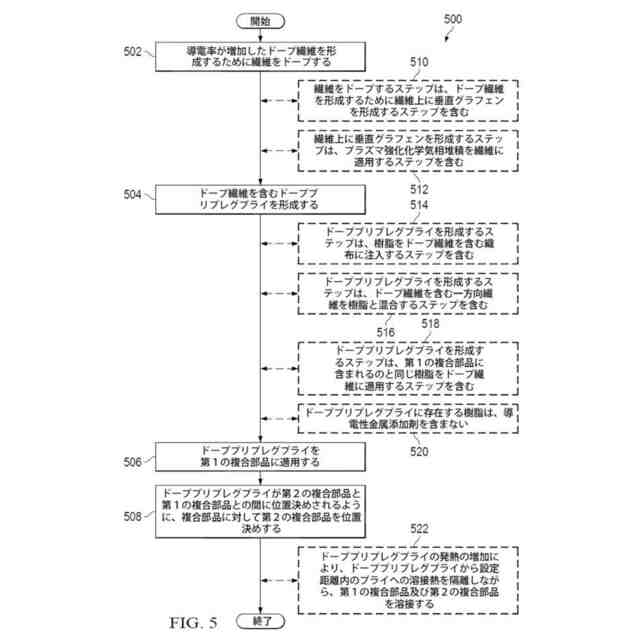
【0008】
本開示のさらに別の実施形態は、方法を提供する。繊維は、導電率が増加したドープ繊維を形成するためにドープされる。ドープ繊維を含むドーププリプレグプライが形成される。ドーププリプレグプライは、第1の複合部品に適用される。第2の複合部品は、ドーププリプレグプライが第2の複合部品と第1の複合部品との間に位置決めされるように、複合部品に対して位置決めされる。
【0009】
形態及び機能は、本開示の様々な実施形態において独立して達成することができ、または以下の説明及び図面を参照してさらなる詳細を理解することができるさらに他の実施形態において組み合わされてもよい。
【0010】
例示的な実施形態の特性であると考えられる新規の形態が、添付の特許請求の範囲に記載されている。しかし、例示的な実施形態、並びにそれらの好ましい使用の態様、さらなる目的、及び形態は、本開示の例示的な実施形態の以下の詳細な説明を参照し、添付の図面と併せて検討することによって、最もよく理解されよう。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
プリプレグテープ
6か月前
CKD株式会社
型用台車
3か月前
シーメット株式会社
光造形装置
3か月前
株式会社日本製鋼所
押出機
6か月前
東レ株式会社
フィルムの製造方法
14日前
個人
射出ミキシングノズル
5か月前
グンゼ株式会社
ピン
3か月前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
ロッド
2か月前
株式会社FTS
成形装置
3か月前
トヨタ自動車株式会社
射出装置
28日前
株式会社シロハチ
真空チャンバ
5か月前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社神戸製鋼所
混練機
1か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社リコー
画像形成システム
3か月前
株式会社不二越
射出成形機
2日前
株式会社FTS
セパレータ
2か月前
日東工業株式会社
インサート成形機
4か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
個人
ノズルおよび熱風溶接機
2か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
株式会社リコー
シート処理システム
7か月前
三菱ケミカル株式会社
複合物品の製造方法。
5か月前
株式会社コスメック
磁気クランプ装置
2か月前
トヨタ自動車株式会社
電池の製造方法
3か月前
株式会社コスメック
磁気クランプ装置
6か月前
株式会社日本製鋼所
射出成形機
3か月前
豊田鉄工株式会社
接合体及び接合方法
6か月前
株式会社カネカ
再生アクリル樹脂の製造方法
5か月前
中川産業株式会社
防火板材の製造方法
4か月前
株式会社FTS
ブローニードル
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































