TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025039212
公報種別
公開特許公報(A)
公開日
2025-03-21
出願番号
2023146123
出願日
2023-09-08
発明の名称
スクリュチップ回転治具
出願人
芝浦機械株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
45/60 20060101AFI20250313BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】スクリュチップの着脱作業時における作業性を向上させることのできるスクリュチップ回転治具を提供すること。
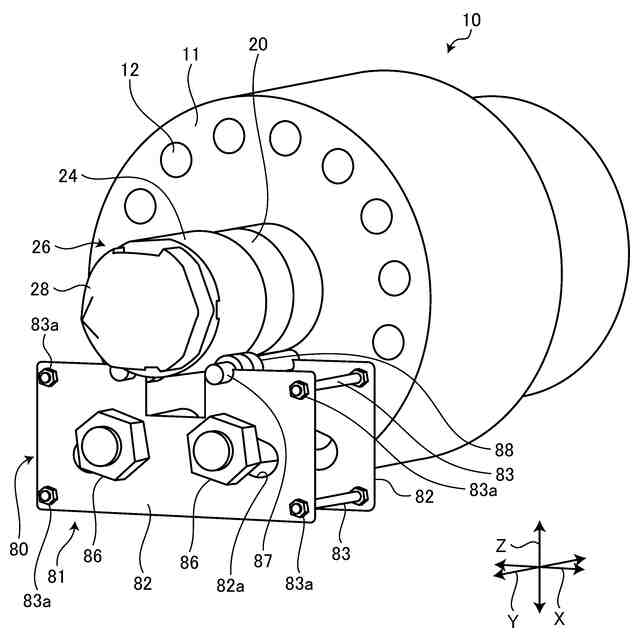
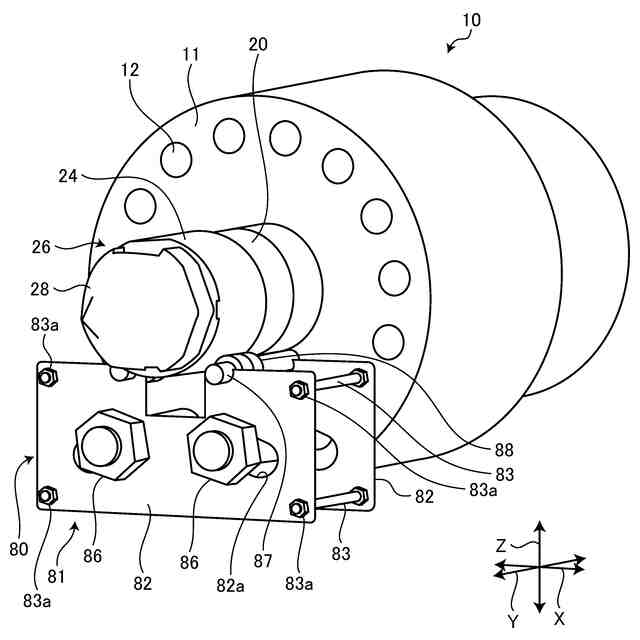
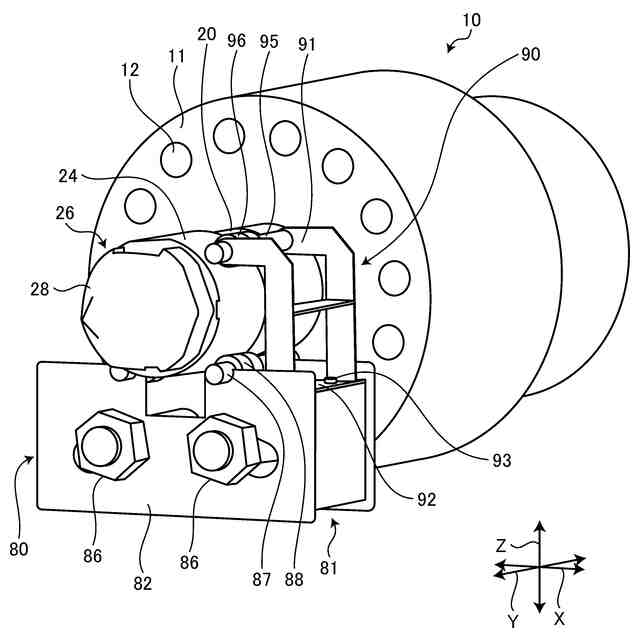
【解決手段】スクリュチップ回転治具80は、加熱バレル10の端部11に取り付けられるブラケット81と、加熱バレル10の端部11から突出するスクリュ20の軸心AXよりも下側の位置でブラケット81に配置され、スクリュ20の軸心AXに沿った方向に延在するベアリング軸87と、ベアリング軸87に支持されると共に、スクリュ20の端部22に取り付けられるスクリュチップ26を回転自在に支持するベアリング88と、を備える。
【選択図】図5
特許請求の範囲
【請求項1】
加熱バレルの端部に取り付けられるブラケットと、
前記加熱バレルの前記端部から突出するスクリュの軸心よりも下側の位置で前記ブラケットに配置され、前記スクリュの前記軸心に沿った方向に延在するベアリング軸と、
前記ベアリング軸に支持されると共に、前記スクリュの端部に取り付けられるスクリュチップを回転自在に支持するベアリングと、
を備えることを特徴とするスクリュチップ回転治具。
続きを表示(約 680 文字)
【請求項2】
前記ベアリング軸と前記ベアリングは、前記スクリュの前記軸心よりも下側の位置にそれぞれ複数配置される請求項1に記載のスクリュチップ回転治具。
【請求項3】
前記ブラケットは、前記加熱バレルの前記端部にエンドキャップを取り付けるためのねじ孔に螺合する取付ボルトにより前記加熱バレルの前記端部に取り付けられる請求項1に記載のスクリュチップ回転治具。
【請求項4】
前記ブラケットは、前記取付ボルトが通る取付孔を有し、
前記取付孔は、長孔により形成される請求項3に記載のスクリュチップ回転治具。
【請求項5】
前記ブラケットには、
前記スクリュの前記軸心よりも上側の位置に配置されて前記スクリュの前記軸心に沿った方向に延在する補助ベアリング軸と、
前記補助ベアリング軸に支持され、前記スクリュチップに接触可能に配置される補助ベアリングと、
を有する補助支持部材が配置される請求項1に記載のスクリュチップ回転治具。
【請求項6】
前記補助支持部材は、前記ブラケットに対して前記スクリュチップを挟んだ一方側と他方側とに付け替え可能に取り付けられる請求項5に記載のスクリュチップ回転治具。
【請求項7】
前記ブラケットは、前記加熱バレルの前記端部に取り付ける際における前記ブラケットの向きを変えることにより、前記補助支持部材の配置位置を、前記スクリュチップを挟んだ一方側と他方側とで入れ替えることができる請求項5に記載のスクリュチップ回転治具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スクリュチップ回転治具に関し、特に、射出成形機のスクリュに対するスクリュチップの着脱に用いるスクリュチップ回転治具に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
射出成形機のスクリュの先端に取り付けられるスクリュチップは、スクリュに対して大きな締め付けトルクでねじ込まれていることが多いため、スクリュに対するスクリュチップの着脱を、作業者がスパナ等の工具を用いて行うのが困難なことがある。このため、従来より、スクリュに対するスクリュチップの着脱に用いる治具が提案されている。例えば、特許文献1に記載されたスクリュチップ着脱装置では、スクリュチップに係合された係合部材を、加熱バレル先端のシリンダヘッド取付ボルト孔に螺合するボルトを支点とする梃を利用して回動させることにより、スクリュチップの着脱を行う際にスクリュチップに曲がりが生じたりスクリュとスクリュチップとの間で凝着が発生したりすることを抑制している。
【先行技術文献】
【特許文献】
【0003】
特開平9-57802号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、大型の射出成形機では、スクリュの径が大きくなるため、スクリュに取り付けられるスクリュチップも比較的大型のものが用いられる。大型のスクリュチップは重量も重いため、スクリュに対するスクリュチップの着脱を行う際にスクリュチップを支持するための力も大きな力が必要になる。比較的大型のスクリュチップの着脱を行う際には、このようにスクリュチップを大きな力で支持をする必要があり、これに起因してスクリュチップの着脱作業を行う際における作業性が悪化し易くなるため、スクリュチップの着脱作業を効率良く行うという観点で改善の余地があった。
【0005】
本発明は、上記に鑑みてなされたものであって、スクリュチップの着脱作業時における作業性を向上させることのできるスクリュチップ回転治具を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明に係るスクリュチップ回転治具は、加熱バレルの端部に取り付けられるブラケットと、前記加熱バレルの前記端部から突出するスクリュの軸心よりも下側の位置で前記ブラケットに配置され、前記スクリュの前記軸心に沿った方向に延在するベアリング軸と、前記ベアリング軸に支持されると共に、前記スクリュの端部に取り付けられるスクリュチップを回転自在に支持するベアリングと、を備える。
【発明の効果】
【0007】
本発明に係るスクリュチップ回転治具は、スクリュチップの着脱作業時における作業性を向上させることができる、という効果を奏する。
【図面の簡単な説明】
【0008】
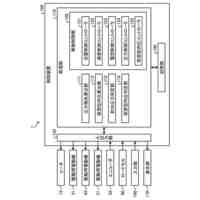
図1は、実施形態1に係るスクリュチップ回転治具が用いられる射出成形機の構成例を示す模式図である。
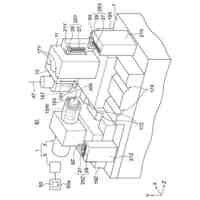
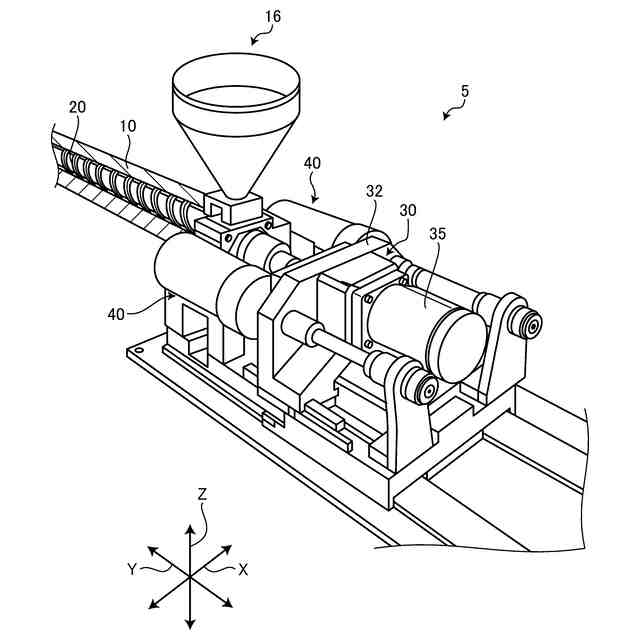
図2は、図1に示す射出装置の斜視図である。
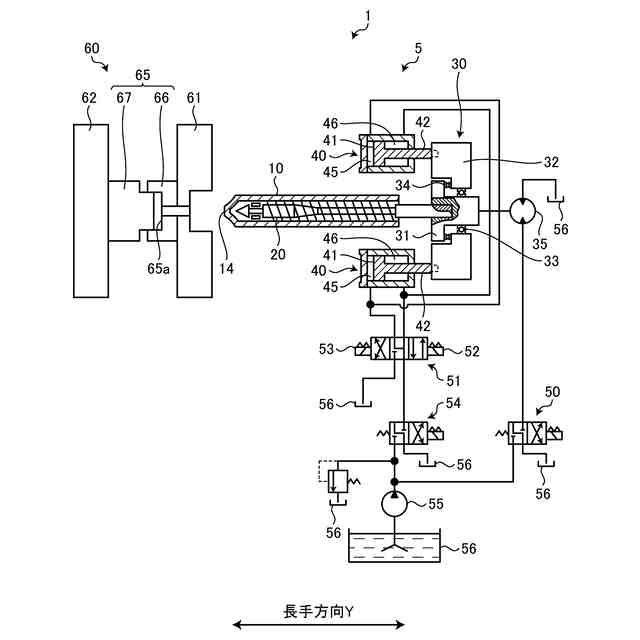
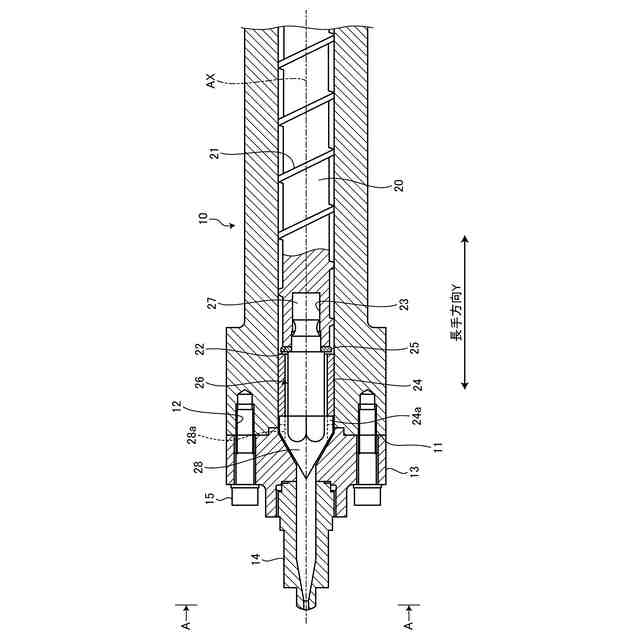
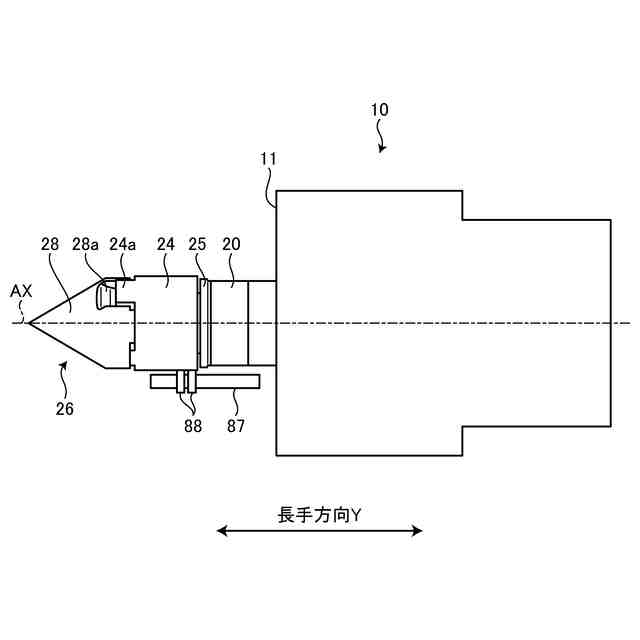
図3は、図1に示す加熱バレルの詳細図である。
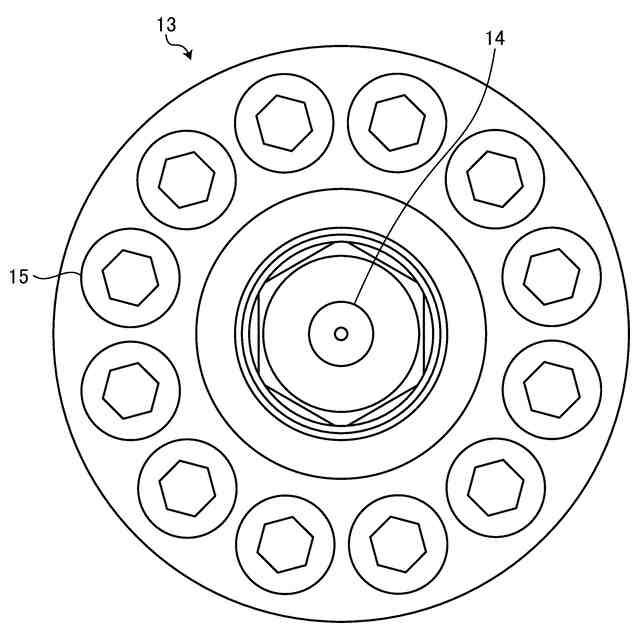
図4は、図3のA-A矢視図である。
図5は、加熱バレルにスクリュチップ回転治具を取り付けた状態を示す斜視図である。
図6は、ベアリングとスクリュチップとの位置関係を示す説明図である。
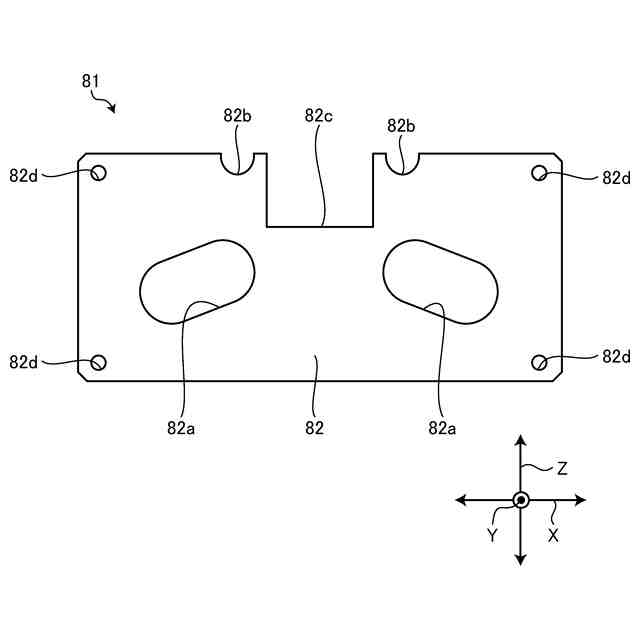
図7は、図5に示すブラケットの正面図である。
図8は、スクリュチップの着脱に用いるスパナの斜視図である。
図9は、実施形態2に係るスクリュチップ回転治具を加熱バレルに取り付けた状態を示す斜視図である。
図10は、図9に示すブラケットの斜視図である。
図11は、ブラケットに対して図9とは異なる側に補助支持部材を取り付けた状態を示す説明図である。
図12は、実施形態1に係るスクリュチップ回転治具の変形例であり、ベアリング軸に異径ベアリングが配置される場合の説明図である。
図13は、実施形態2に係るスクリュチップ回転治具の変形例であり、補助ベアリング軸に異径補助ベアリングが配置される場合の説明図である。
図14は、実施形態2に係るスクリュチップ回転治具の変形例であり、補助ベアリングの位置を調整可能な補助支持部材を有するスクリュチップ回転治具の説明図である。
図15は、図14に示す補助支持部材が有する支持部材の斜視図である。
図16は、図14に示す補助支持部材が有する取付け部材の斜視図である。
【発明を実施するための形態】
【0009】
以下に、本開示に係るスクリュチップ回転治具の実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの発明が限定されるものではない。また、下記実施形態における構成要素には、当業者が置換可能、且つ、容易に想到できるもの、或いは実質的に同一のものが含まれる。
【0010】
[実施形態1]
図1は、実施形態1に係るスクリュチップ回転治具80が用いられる射出成形機1の構成例を示す模式図である。図2は、図1に示す射出装置5の斜視図である。なお、図2は、加熱バレル10は断面が図示されている。また、以下の説明では、射出成形機1の通常の使用状態における上下方向を、射出成形機1における上下方向Zとして説明し、射出成形機1の通常の使用状態における上側を、射出成形機1における上側とし、射出成形機1の通常の使用状態における下側を、射出成形機1における下側として説明する。また、以下の説明では、射出成形機1の長手方向Yを、射出成形機1を有する各部においても長手方向Yとして説明し、射出成形機1の上下方向Zと長手方向Yとの双方に直交する方向を、射出成形機1における幅方向Xとして説明する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
射出成形機
14日前
芝浦機械株式会社
加工機、加工システム及び被加工物の製造方法
今日
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
3か月前
東レ株式会社
プリプレグテープ
6か月前
シーメット株式会社
光造形装置
3か月前
個人
射出ミキシングノズル
6か月前
株式会社日本製鋼所
押出機
6か月前
東レ株式会社
フィルムの製造方法
20日前
グンゼ株式会社
ピン
3か月前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
ロッド
2か月前
東レ株式会社
一体化成形品の製造方法
8か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社FTS
成形装置
3か月前
株式会社リコー
シート剥離装置
8か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社不二越
射出成形機
2日前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社不二越
射出成形機
3日前
株式会社リコー
画像形成システム
4か月前
株式会社不二越
射出成形機
8日前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社FTS
セパレータ
2か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社神戸製鋼所
混練機
1か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
株式会社リコー
シート処理システム
8か月前
日東工業株式会社
インサート成形機
4か月前
株式会社リコー
シート処理システム
7か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
個人
ノズルおよび熱風溶接機
3か月前
株式会社日本製鋼所
射出成形機
4か月前
中川産業株式会社
防火板材の製造方法
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ