TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025059243
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023169204
出願日
2023-09-29
発明の名称
加工機、加工システム及び被加工物の製造方法
出願人
芝浦機械株式会社
代理人
個人
主分類
B23Q
17/22 20060101AFI20250403BHJP(工作機械;他に分類されない金属加工)
要約
【課題】2次元スケールによる検出の精度を向上させる。
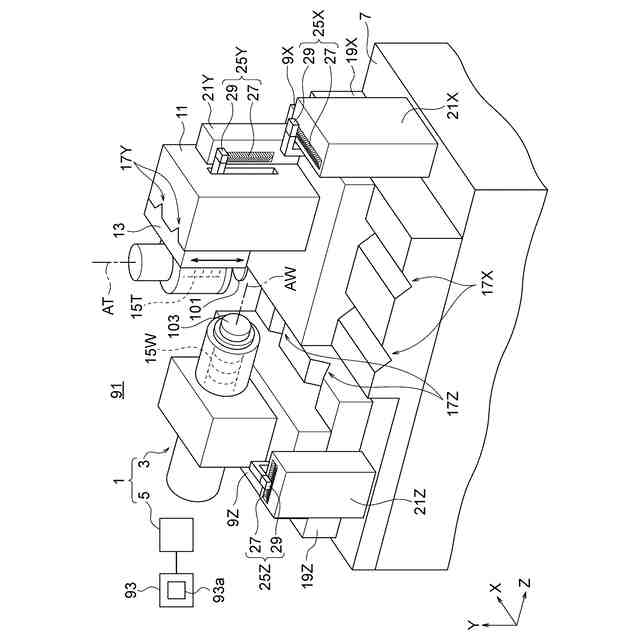
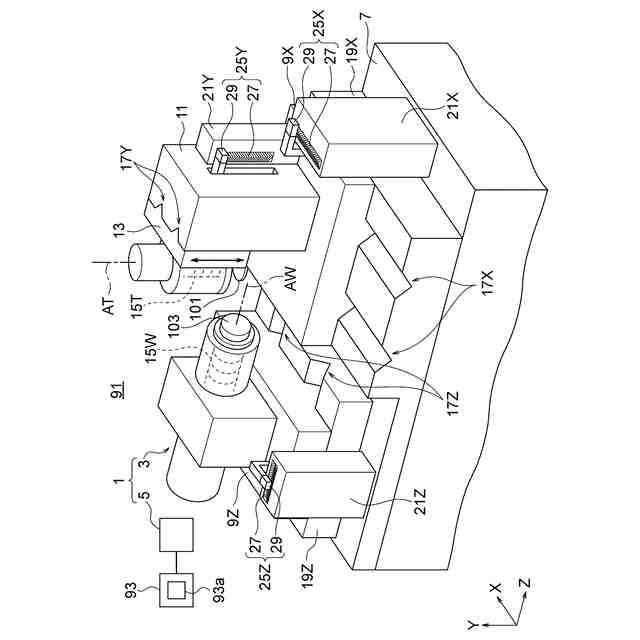
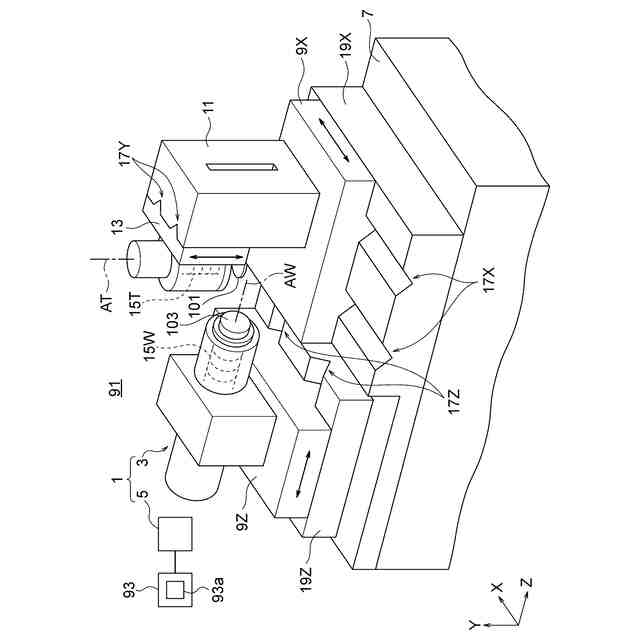
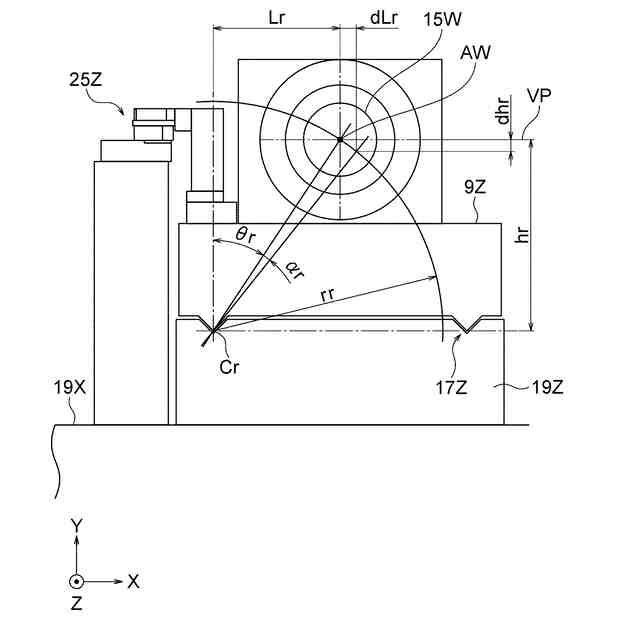
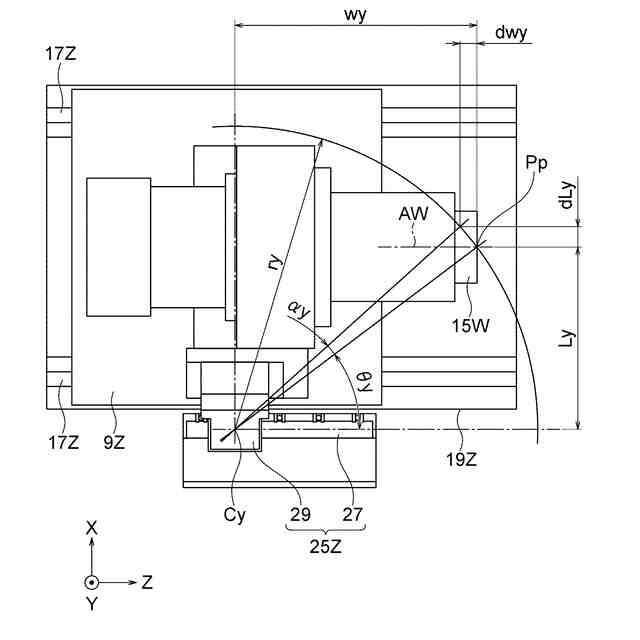
【解決手段】加工機1において、Z軸テーブル9Zは、ワーク103を支持する。Z軸ガイド17Zは、Z軸テーブル9ZをZ方向に案内する。Z軸センサ25Zは、Z軸テーブル9ZのZ方向における第1変位と、Z軸テーブル9ZのX方向の変位である第1誤差とに応じた信号を出力する。ワーク主軸15Wは、Y方向においてZ軸ガイド17Zと一定の位置関係を有している。また、ワーク主軸15Wは、ワーク103をZ方向又はX方向に平行なワーク回転軸AW回りに回転させる。ワーク回転軸AWを含むとともにX方向及びZ方向に平行な仮想平面VPを仮定したときに、仮想平面VPからZ軸センサ25Zまでの距離が、仮想平面VPからZ軸ガイド17Zまでの距離hrの1/3未満である。
【選択図】図1
特許請求の範囲
【請求項1】
ワーク又は工具を支持する第1可動部と、
前記第1可動部を第1方向に案内するリニアガイドと、
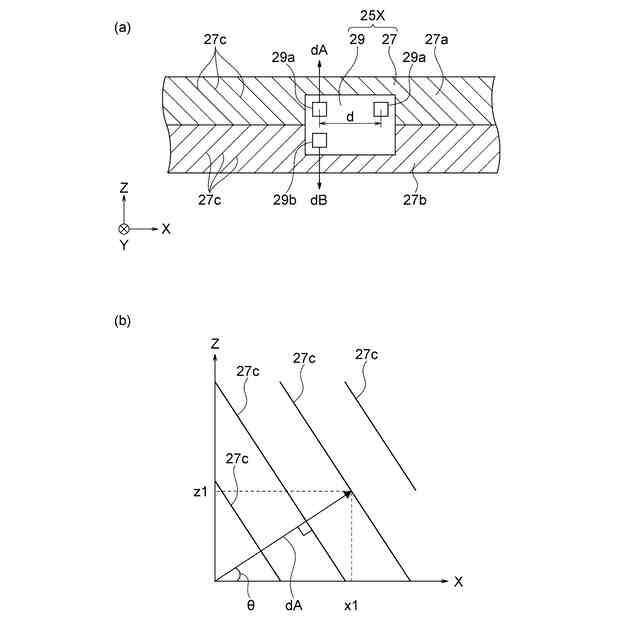
前記第1可動部の前記第1方向における第1変位と、前記第1可動部の前記第1方向に直交する第2方向の変位である第1誤差とに応じた信号を出力する2次元スケールと、
前記第1方向及び前記第2方向に直交する第3方向において前記リニアガイドと一定の位置関係を有しており、前記ワーク又は前記工具を前記第1方向又は前記第2方向に平行な第1回転軸回りに回転させる主軸と、
を有しており、
前記第1回転軸を含むとともに前記第1方向及び前記第2方向に平行な仮想平面を仮定したときに、前記仮想平面から前記2次元スケールまでの距離が、前記仮想平面から前記リニアガイドまでの距離の1/3未満である
加工機。
続きを表示(約 2,100 文字)
【請求項2】
前記2次元スケールは、前記仮想平面内に位置している
請求項1に記載の加工機。
【請求項3】
前記仮想平面と対向している第1面を有している支持部と、
前記第1面に支持されているとともに、前記リニアガイド及び前記第1可動部を支持している固定部と、
前記第1面に支持されているとともに前記固定部から離れているスケール配置部と、
を更に有しており、
前記2次元スケールは、
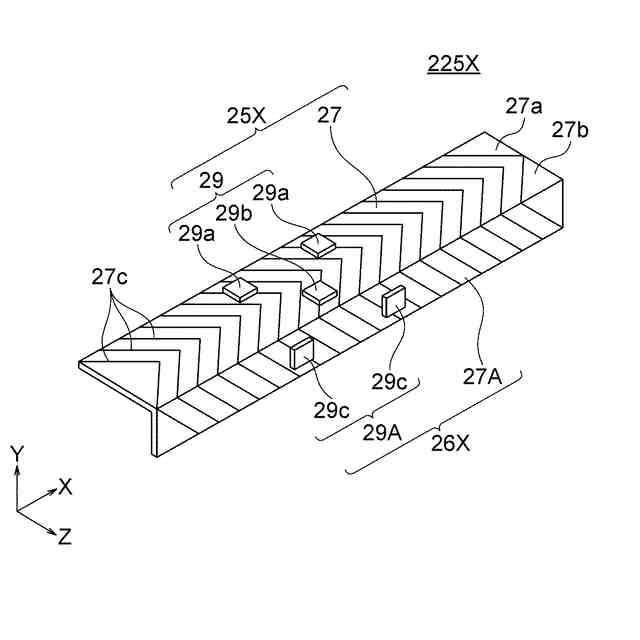
前記スケール配置部に固定されているスケール部と、
前記第1可動部に固定されており、前記スケール部との相対移動に応じて信号を出力する検出部と、を有しており、
前記スケール配置部は、前記第1面から前記仮想平面の側へ前記リニアガイドの位置を超える高さを有している
請求項1に記載の加工機。
【請求項4】
前記スケール配置部は、中実な金属部材である
請求項3に記載の加工機。
【請求項5】
前記ワーク又は前記工具を支持する第2可動部と、
前記第2可動部を前記第2方向に駆動する第2駆動部と、
前記第2駆動部を制御するコントローラと、
を更に有しており、
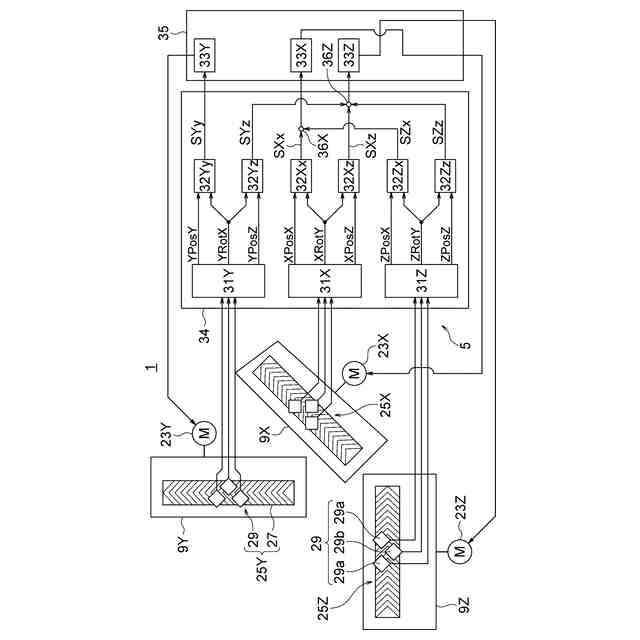
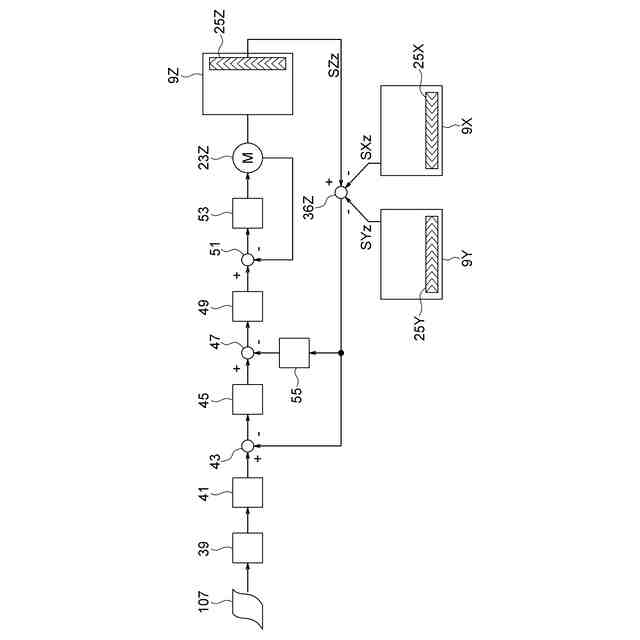
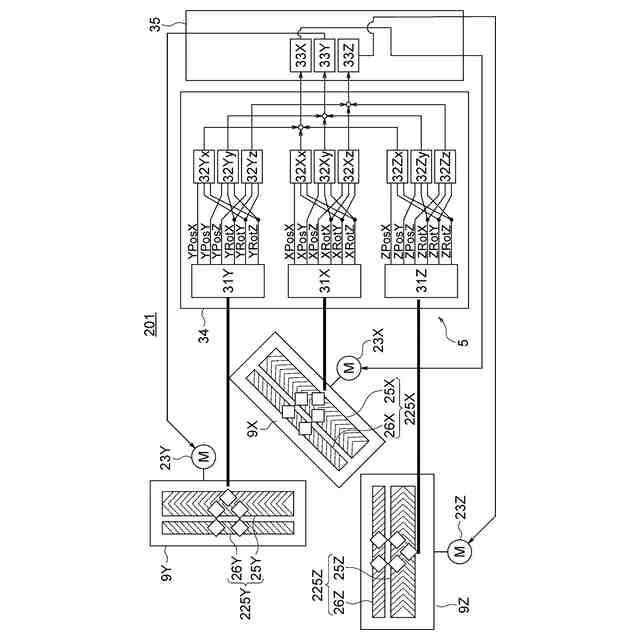
前記コントローラは、前記2次元スケールが検出した前記第2方向の速度誤差に基づいて、当該速度誤差に起因する前記ワーク及び前記工具の前記第2方向における相対速度の誤差を低減するように前記第2駆動部を制御する
請求項1に記載の加工機。
【請求項6】
前記第1可動部を前記第1方向に駆動する第1駆動部と、
前記第1駆動部を制御するコントローラと、
を更に有しており、
前記2次元スケールは、前記第1方向の互いに異なる位置にて2つの前記第1誤差を同時に検出し、
前記コントローラは、前記2つの第1誤差から特定される前記第3方向に平行な軸の回りの回転誤差に基づいて、前記回転誤差に起因する前記ワークと前記工具との前記第1方向における相対位置の誤差を前記第1可動部の平行移動によって低減するように前記第1駆動部を制御する
請求項1に記載の加工機。
【請求項7】
前記ワーク又は前記工具を支持する第2可動部と、
前記第2可動部を前記第2方向に駆動する第2駆動部と、
前記第2駆動部を制御するコントローラと、
を更に有しており、
前記2次元スケールは、前記第1方向の互いに異なる位置にて2つの前記第1誤差を同時に検出し、
前記コントローラは、前記2つの第1誤差から特定される前記第3方向に平行な軸の回りの回転誤差に基づいて、前記回転誤差に起因する前記ワークと前記工具との前記第2方向における相対位置の誤差を前記第2可動部の平行移動によって低減するように前記第2駆動部を制御する
請求項1に記載の加工機。
【請求項8】
前記2次元スケールと並列に前記第1方向に延びており、前記2次元スケールの幅方向の一方側の構成に相当する構成を有し、前記2次元スケールの幅方向の他方側の構成に相当する構成を有しておらず、前記第3方向を幅方向としている補助スケールを更に有している
請求項1に記載の加工機。
【請求項9】
前記2次元スケールと並列に前記第1方向に延びており、前記第1可動部の前記第3方向の変位である第2誤差に応じた信号を出力する補助スケールを更に有しており、
前記2次元スケールが検出する前記第1誤差と、前記補助スケールが検出する前記第2誤差とに基づいて前記第1方向に平行な軸の回りの回転誤差を特定する
請求項1に記載の加工機。
【請求項10】
第1方向及び第2方向に直交する第3方向に面している第1面を有している支持部と、
前記第1面に支持されている固定部と、
リニアガイドを介して前記固定部に支持されており、前記リニアガイドによって前記固定部に対して前記第1方向に案内される、ワーク又は工具を支持する第1可動部と、
前記第1面に支持されているとともに前記固定部から離れているスケール配置部と、
前記第1可動部の前記第1方向における第1変位と、前記第1可動部の前記第2方向の変位である第1誤差とに応じた信号を出力する2次元スケールと、
を有しており、
前記2次元スケールは、
前記スケール配置部に固定されているスケール部と、
前記第1可動部に固定されており、前記スケール部との相対移動に応じて信号を出力する検出部と、を有しており、
前記スケール配置部は、前記第1面が面している側へ前記リニアガイドの位置を超える高さを有しており、前記スケール部は、前記リニアガイドよりも前記第1面が面している側に位置している
加工機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、加工機、加工システム及び被加工物の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
工具によってワークを加工する加工機が知られている(例えば下記特許文献1)。このような加工機は、例えば、工具又はワークを支持する可動部をリニアガイドによって案内することによって工具とワークとの相対移動を実現している。可動部は、理想的にはリニアガイドに沿って直線上を移動する。ただし、現実には、種々の要因によって、うねりを生じながら移動する。すなわち、真直度又は直角度は0とはならない。このうねりは加工精度を低下させる。
【0003】
下記特許文献1では、2次元スケール(2次元リニアエンコーダ等と称されることもある。)を用いて可動部の変位を検出することによって真直度を向上させる加工機を提案している。具体的には、特許文献1の加工機は、工具又はワークを支持する可動部として、第1リニアガイドによって第1方向に案内される第1可動部と、第2リニアガイドによって第1方向に直交する第2方向に案内される第2可動部とを有している。2次元スケールは、第1可動部の第1方向の変位と、第1可動部の第2方向の変位(誤差)とを検出する。そして、加工機は、2次元スケールによって第2方向の誤差が検出されると、当該誤差が工具とワークとの相対位置に及ぼす影響を補償するように(換言すれば打ち消すように)、第2可動部の第2方向における位置を制御する。
【0004】
下記特許文献2は、工具によってワークを加工する加工機ではなく、半導体等の製造に用いられるステージ装置に係るものであるが、2次元スケールを利用する技術を開示している。
【先行技術文献】
【特許文献】
【0005】
特開2022-24542号公報
特開2015-109079号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
2次元スケールによる検出の精度を向上させることができる加工機、加工システム及び被加工物の製造方法が待たれる。
【課題を解決するための手段】
【0007】
本開示の一態様に係る加工機は、ワーク又は工具を支持する第1可動部と、前記第1可動部を第1方向に案内するリニアガイドと、前記第1可動部の前記第1方向における第1変位と、前記第1可動部の前記第1方向に直交する第2方向の変位である第1誤差とに応じた信号を出力する2次元スケールと、前記第1方向及び前記第2方向に直交する第3方向において前記リニアガイドと一定の位置関係を有しており、前記ワーク又は前記工具を前記第1方向又は前記第2方向に平行な第1回転軸回りに回転させる主軸と、を有しており、前記第1回転軸を含むとともに前記第1方向及び前記第2方向に平行な仮想平面を仮定したときに、前記仮想平面から前記2次元スケールまでの距離が、前記仮想平面から前記リニアガイドまでの距離の1/3未満である。
【0008】
本開示の一態様に係る加工機は、第1方向及び第2方向に直交する第3方向に面している第1面を有している支持部と、前記第1面に支持されている固定部と、リニアガイドを介して前記固定部に支持されており、前記リニアガイドによって前記固定部に対して前記第1方向に案内される、ワーク又は工具を支持する第1可動部と、前記第1面に支持されているとともに前記固定部から離れているスケール配置部と、前記第1可動部の前記第1方向における第1変位と、前記第1可動部の前記第2方向の変位である第1誤差とに応じた信号を出力する2次元スケールと、を有しており、前記2次元スケールは、前記スケール配置部に固定されているスケール部と、前記第1可動部に固定されており、前記スケール部との相対移動に応じて信号を出力する検出部と、を有しており、前記スケール配置部は、前記第1面が面している側へ前記リニアガイドの位置を超える高さを有しており、前記スケール部は、前記リニアガイドよりも前記第1面が面している側に位置している。
【0009】
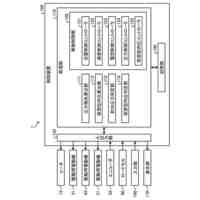
本開示の一態様に係る加工システムは、上記加工機と、前記加工機から前記第1誤差の検出値の情報を取得し、取得した情報に応じた画像を表示する診断装置と、を有している。
【0010】
本開示の一態様に係る被加工物の製造方法は、上記加工機を用いて、前記ワークと前記工具とを接触させて前記ワークを被加工物に加工するステップを有する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
射出成形機
17日前
芝浦機械株式会社
加工機、加工システム及び被加工物の製造方法
3日前
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2か月前
個人
複合金属回転式ホーン
2か月前
株式会社FUJI
工作機械
6日前
日東精工株式会社
多軸ねじ締め機
3日前
有限会社 ナプラ
金属粒子
26日前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社ナベヤ
締結装置
1か月前
株式会社ツガミ
工作機械
2か月前
トヨタ自動車株式会社
取付装置
2か月前
ブラザー工業株式会社
工作機械
4日前
ブラザー工業株式会社
工作機械
4日前
株式会社FUJI
チャック装置
16日前
株式会社トーキン
溶接用トーチ
2か月前
津田駒工業株式会社
2連回転割出し装置
26日前
オークマ株式会社
工作機械
25日前
株式会社コスメック
クランプ装置
11日前
株式会社プロテリアル
金属箔の溶接方法
3日前
株式会社不二越
管用テーパタップ
5日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社コスメック
クランプ装置
20日前
ビアメカニクス株式会社
レーザ加工装置
3日前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
診断装置
1か月前
株式会社不二越
歯車研削盤
1か月前
株式会社関本管工
エルボ管保持装置
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
スター精密株式会社
工作機械
1か月前
オーエスジー株式会社
ドリル
12日前
トヨタ自動車株式会社
レーザ加工機
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ