TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025042263
公報種別
公開特許公報(A)
公開日
2025-03-27
出願番号
2023149166
出願日
2023-09-14
発明の名称
射出成形機
出願人
芝浦機械株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
45/77 20060101AFI20250319BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金型の設計自由度を損なうことなく、金型内に射出された樹脂材料の圧力制御を行うこと。
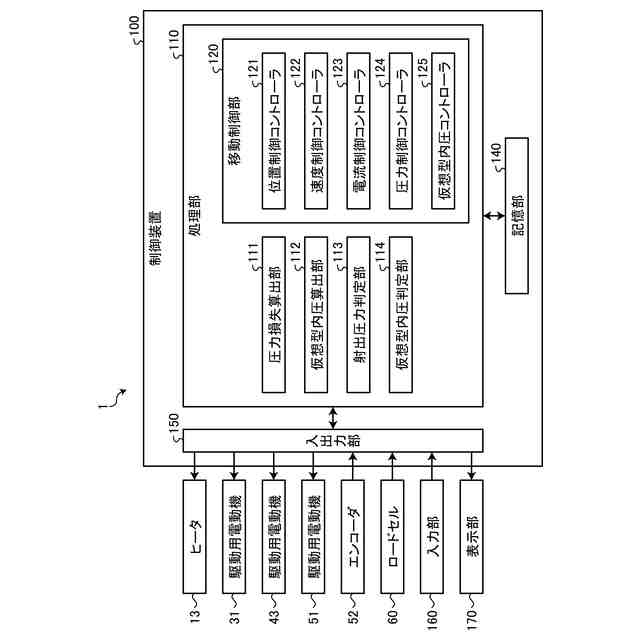
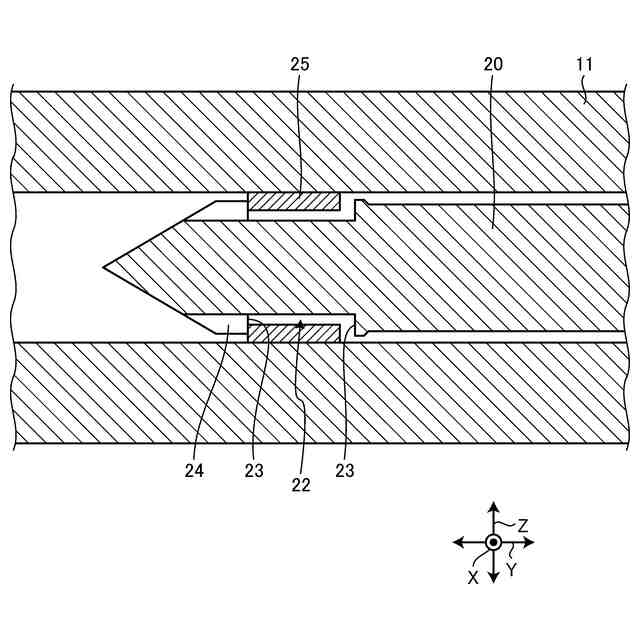
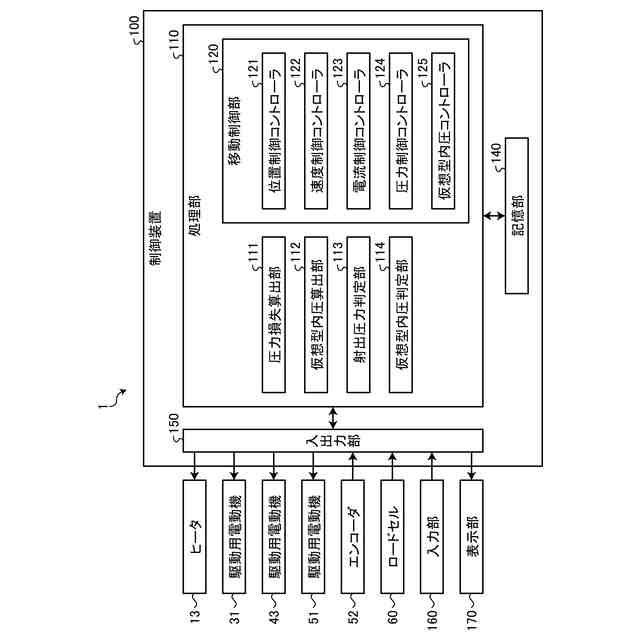
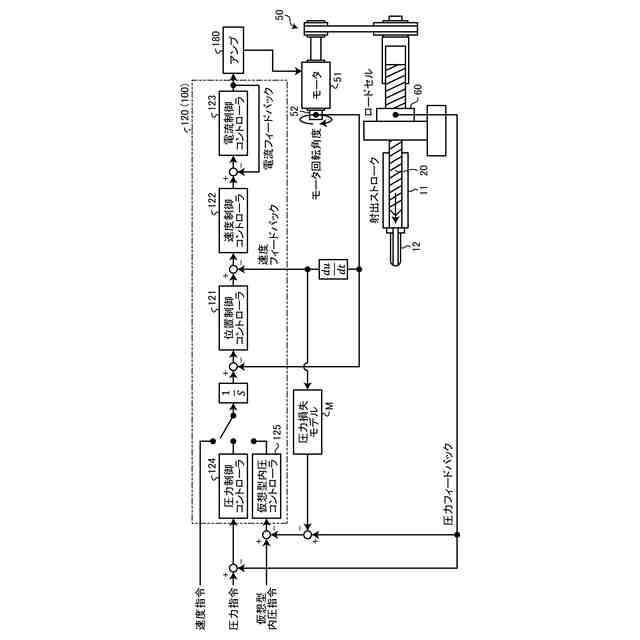
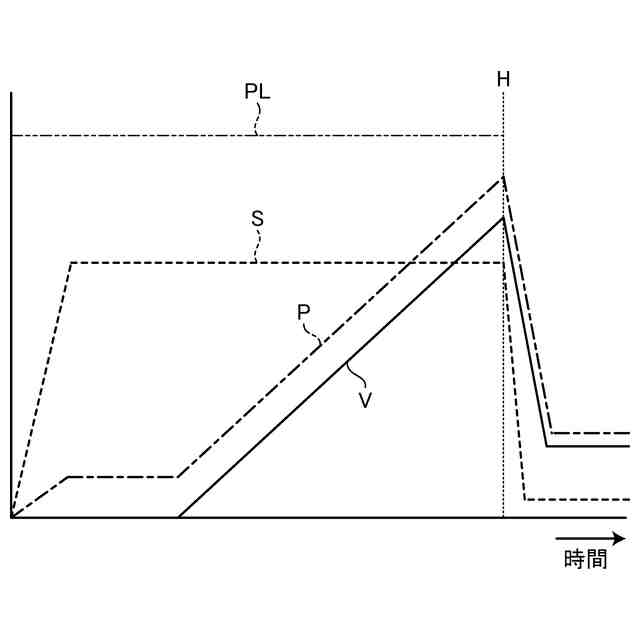
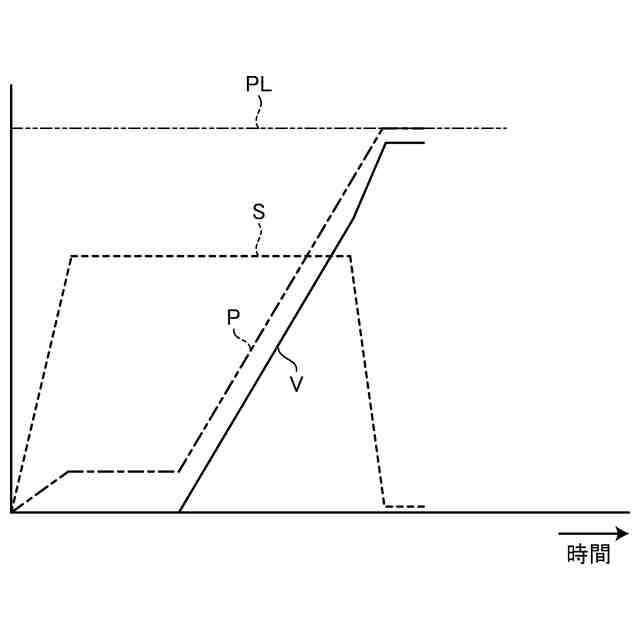
【解決手段】内側にスクリュ20が配置される加熱バレル11を有する射出装置10と、樹脂材料の成形を行う金型75と、スクリュ20の射出速度Sを検出するエンコーダ52と、スクリュ20に作用する射出圧力Pを検出するロードセル60と、スクリュ20の移動制御を行うことにより金型75内における樹脂材料の圧力の制御を行う制御装置100と、を備え、制御装置100は、圧力損失モデルMとエンコーダ52で検出した射出速度Sとに基づいて射出装置10での圧力損失を求める圧力損失算出部111と、射出圧力Pから圧力損失を減算して仮想型内圧Vを求める仮想型内圧算出部112と、樹脂材料を射出する際におけるスクリュ20の移動制御を行うと共に、仮想型内圧算出部112で求めた仮想型内圧Vに基づいて移動制御を行う移動制御部120と、を有する。
【選択図】図5
特許請求の範囲
【請求項1】
内側にスクリュが配置される加熱バレルで樹脂材料を溶融し、溶融した前記樹脂材料を射出するノズルが位置する側に向けて前記スクリュを移動させることにより前記樹脂材料を前記ノズルから射出する射出装置と、
前記ノズルから射出した前記樹脂材料が充填されるキャビティを有し、前記キャビティで前記樹脂材料の成形を行う金型と、
前記樹脂材料を射出する際における前記スクリュの移動速度である射出速度を検出する射出速度検出部と、
前記樹脂材料を射出する際に前記スクリュに作用する圧力である射出圧力を検出する射出圧力検出部と、
前記スクリュの移動制御を行うことにより前記金型内における前記樹脂材料の圧力の制御を行う制御装置と、
を備え、
前記制御装置は、
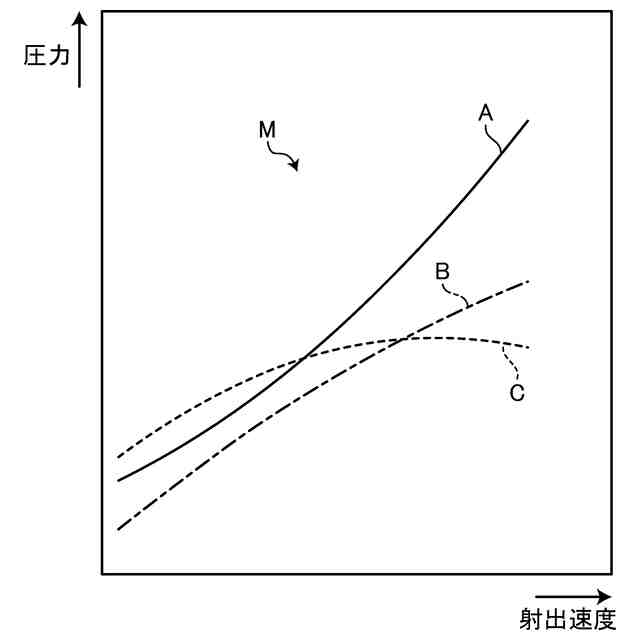
前記樹脂材料を射出する際における前記射出速度ごとの圧力損失を示す圧力損失モデルと、前記射出速度検出部で検出した前記射出速度とに基づいて、前記樹脂材料を射出する際における前記射出装置での圧力損失を求める圧力損失算出部と、
前記射出圧力検出部で検出した前記射出圧力から前記圧力損失算出部で求めた前記圧力損失を減算した圧力を、前記金型内における前記樹脂材料の圧力である仮想型内圧として求める仮想型内圧算出部と、
前記樹脂材料を射出する際における前記スクリュの移動制御を行うと共に、前記仮想型内圧算出部で求めた前記仮想型内圧に基づいて前記移動制御を行う移動制御部と、
を有することを特徴とする射出成形機。
続きを表示(約 700 文字)
【請求項2】
前記制御装置は、
前記射出圧力検出部で検出した前記射出圧力が、前記射出圧力に対して設定される上限値に達したか否かを判定する射出圧力判定部と、
前記仮想型内圧算出部で求めた前記仮想型内圧が、前記仮想型内圧に対して設定される上限値に達したか否かを判定する仮想型内圧判定部と、
を有し、
前記移動制御部は、
前記スクリュの移動方向における位置に対して設定される前記射出速度に基づいて前記スクリュの前記移動制御を行い、
前記射出圧力が前記上限値に達したと前記射出圧力判定部で判定した場合、または前記仮想型内圧が前記上限値に達したと前記仮想型内圧判定部で判定した場合は、前記射出圧力または前記仮想型内圧に基づいて前記スクリュの前記移動制御を行う請求項1に記載の射出成形機。
【請求項3】
前記移動制御部は、
前記射出圧力が前記上限値に達したと前記射出圧力判定部で判定した場合は、前記射出圧力が前記上限値に達した場合の前記射出速度として設定される前記射出速度に基づいて前記スクリュの前記移動制御を行い、
前記仮想型内圧が前記上限値に達したと前記仮想型内圧判定部で判定した場合は、前記仮想型内圧が前記上限値に達した場合の前記射出速度として設定される前記射出速度に基づいて前記スクリュの前記移動制御を行う請求項2に記載の射出成形機。
【請求項4】
前記仮想型内圧の前記上限値は、前記射出圧力が前記上限値に達した場合における前記仮想型内圧よりも低い値で設定される請求項2または3に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
溶融した樹脂を金型内に射出することにより成形を行う射出成形機では、適切な成形を行うためには、樹脂の圧力を適正な値にしながら成形をすることが重要となる。このため、従来の射出成形機では、溶融した樹脂の圧力の値を様々な手法で得ながら成形を行っている。例えば、特許文献1に記載された射出成形機の射出圧力検査装置では、パージングを行ったときに検出された樹脂の圧力と通常の成形を行ったときに検出された樹脂の圧力に基づいて射出ノズル内の樹脂の圧力を算出することにより、加熱シリンダ内の圧損の影響を受けることなくキャビティ内の樹脂の圧力を正確に検出している。
【0003】
また、特許文献2に記載された成形条件作成方法では、樹脂流入口または成形機ノズル端部での樹脂圧力カーブと、ノズルを金型から離脱させた状態での射出圧力カーブとを得ることにより、射出成形機の機械要素による時間遅れや圧力ロスを補い、量産成形の成形条件を得ている。また、特許文献3に記載された射出成形機を用いた樹脂評価方法では、樹脂温度、射出速度を変えて射出を行うことによって設定スクリュ位置における射出圧力を検出し、N個の射出圧力、射出速度、樹脂温度の組み合わせデータを用いて最小2乗法によって、圧力、速度、温度の相互依存関係関数を求めることが記載されている。
【0004】
また、特許文献4に記載された射出成形機の圧力制御装置では、保圧工程で、射出圧力を制御する射出圧力制御工程と、射出圧力制御工程を実行した後で、推定した型内圧力が設定型内圧力になるように制御する型内圧制御工程を実行することにより、金型内部の圧力の成形サイクル間におけるバラつきを抑制し、安定した品質の成形品の成形を可能としている。また保圧工程で、推定した型内圧力が設定型内圧力になるように制御することで、金型内部の圧力を高応答に制御できるため、成形品の応力変形を防止している。
【先行技術文献】
【特許文献】
【0005】
特開平11-115023号公報
特開2000-355033号公報
特開2002-331558号公報
特開2016-159589号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、射出成形機による射出成形では、目的の成形品に応じて樹脂材料の種類を変更したり、金型を変更したりすることがあるが、樹脂材料の種類や金型を変更した場合でも、金型内の樹脂材料の圧力を適切に制御することが重要である。金型内の樹脂材料の圧力を適切に制御するためには、樹脂材料の圧力を取得する必要があるが、樹脂材料の圧力の検出は、例えば、圧力を検知するセンサを金型に配置することにより、金型内に射出された樹脂材料の圧力を検出することができる。しかし、圧力センサを金型に配置する場合、金型の設計自由度が損なわれるため、成形品の形状が制限されたり、金型における、成形品を成形するためのキャビティのレイアウトが制限されたりすることがある。
【0007】
一方で、金型に圧力センサを配置することなく射出成形を行う場合、金型内に射出された樹脂材料の圧力を高い精度で検出して圧力の制御を行うことが難しくなる。この場合、例えば、金型における一部のゲートに詰まりが発生した際に、ゲートの詰まりに起因する金型内における樹脂材料の圧力の上昇を検出することが困難になるため、樹脂材料の圧力が高くなることに伴ってバリが発生してしまうことがある。これらのため、金型の設計自由度を損なうことなく、金型内に射出された樹脂材料の圧力制御を行うことは困難なものとなっていた。
【0008】
本発明は、上記に鑑みてなされたものであって、金型の設計自由度を損なうことなく、金型内に射出された樹脂材料の圧力制御を行うことのできる射出成形機を提供することを目的とする。
【課題を解決するための手段】
【0009】
上述した課題を解決し、目的を達成するために、本発明に係る射出成形機は、内側にスクリュが配置される加熱バレルで樹脂材料を溶融し、溶融した前記樹脂材料を射出するノズルが位置する側に向けて前記スクリュを移動させることにより前記樹脂材料を前記ノズルから射出する射出装置と、前記ノズルから射出した前記樹脂材料が充填されるキャビティを有し、前記キャビティで前記樹脂材料の成形を行う金型と、前記樹脂材料を射出する際における前記スクリュの移動速度である射出速度を検出する射出速度検出部と、前記樹脂材料を射出する際に前記スクリュに作用する圧力である射出圧力を検出する射出圧力検出部と、前記スクリュの移動制御を行うことにより前記金型内における前記樹脂材料の圧力の制御を行う制御装置と、を備え、前記制御装置は、前記樹脂材料を射出する際における前記射出速度ごとの圧力損失を示す圧力損失モデルと、前記射出速度検出部で検出した前記射出速度とに基づいて、前記樹脂材料を射出する際における前記射出装置での圧力損失を求める圧力損失算出部と、前記射出圧力検出部で検出した前記射出圧力から前記圧力損失算出部で求めた前記圧力損失を減算した圧力を、前記金型内における前記樹脂材料の圧力である仮想型内圧として求める仮想型内圧算出部と、前記樹脂材料を射出する際における前記スクリュの移動制御を行うと共に、前記仮想型内圧算出部で求めた前記仮想型内圧に基づいて前記移動制御を行う移動制御部と、を有する。
【発明の効果】
【0010】
本発明に係る射出成形機は、金型の設計自由度を損なうことなく、金型内に射出された樹脂材料の圧力制御を行うことができる、という効果を奏する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ