TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025039020
公報種別
公開特許公報(A)
公開日
2025-03-21
出願番号
2023145753
出願日
2023-09-08
発明の名称
加工装置
出願人
株式会社鬨一精機
代理人
個人
,
個人
,
個人
,
個人
主分類
B23Q
1/40 20060101AFI20250313BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工装置における被加工材の交換処理を、揚重機などを使用せずに短時間で実現する。
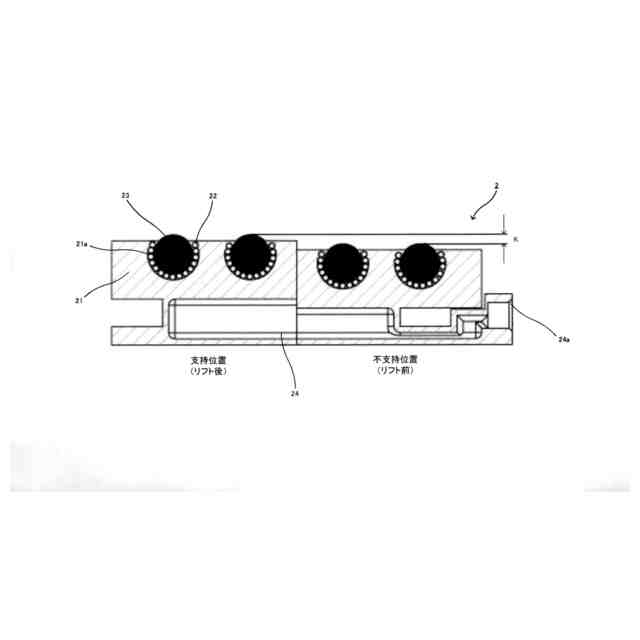
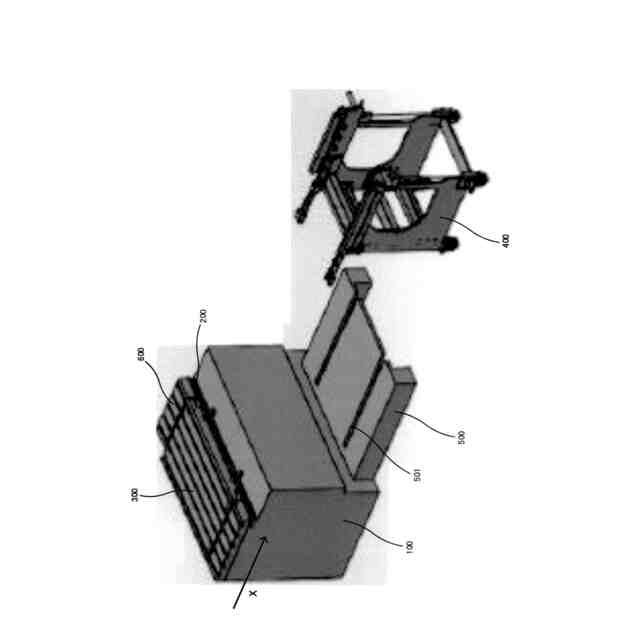
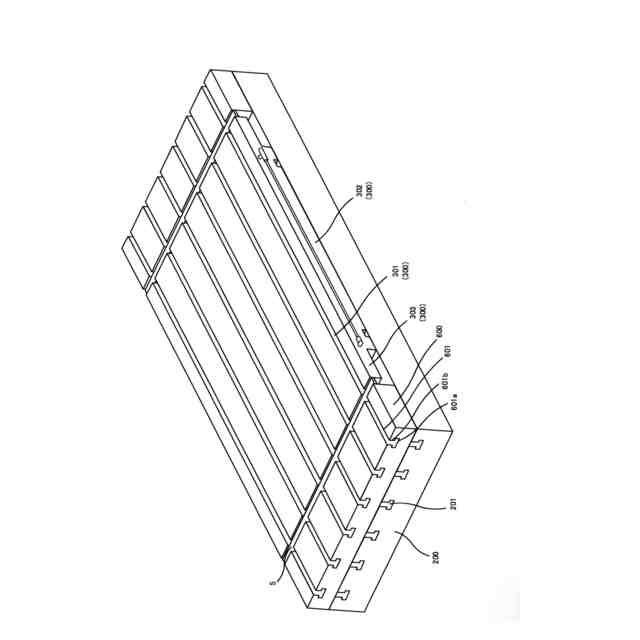
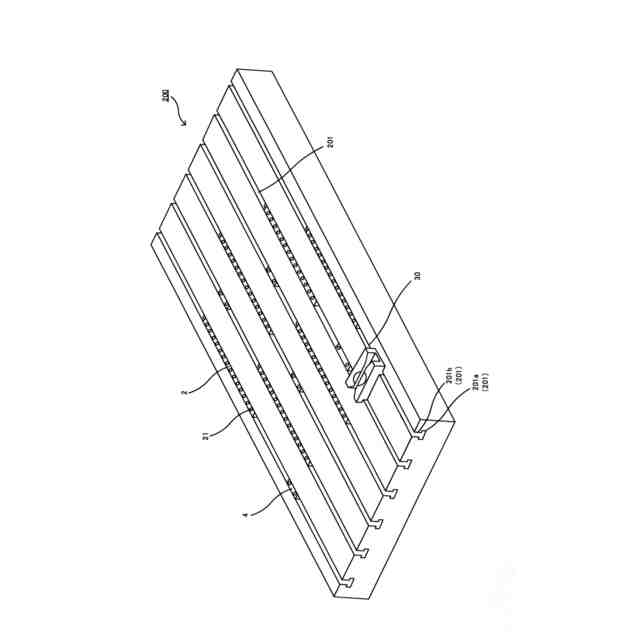
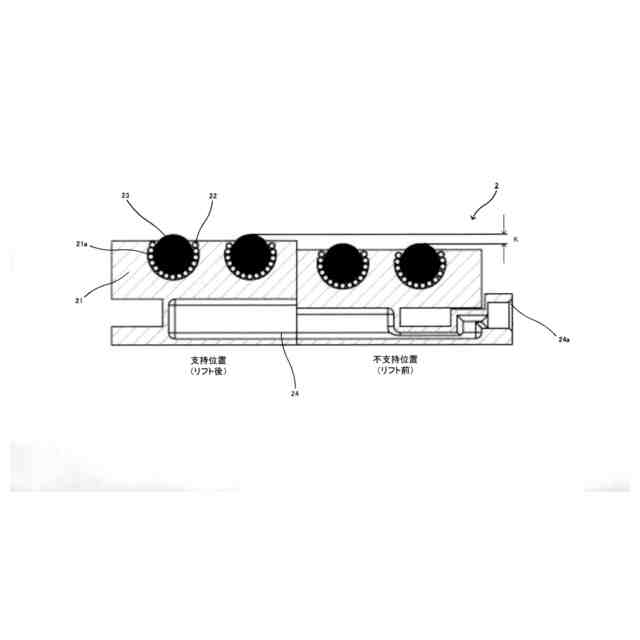
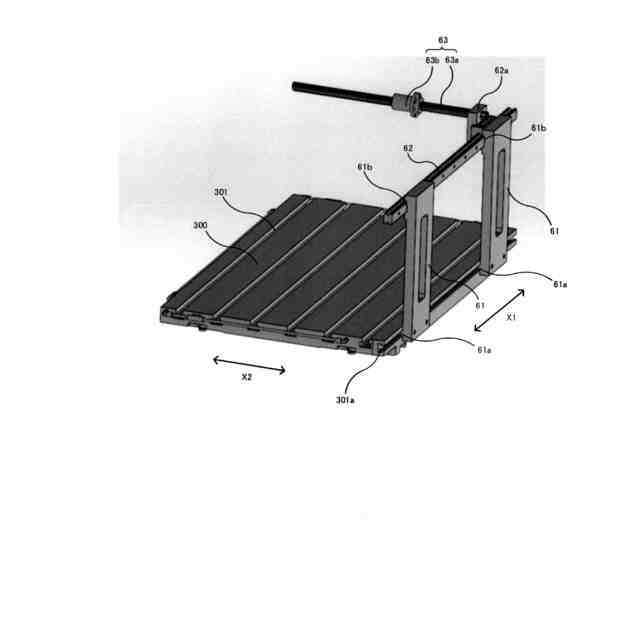
【解決手段】マシンテーブル200の上に着脱可能に装着される脱着サブテーブル300の上で、金属からなる被加工材を所定形状に加工する自動工具交換機能を備えた加工装置において、複数のリフトボール23と、各リフトボール23を転動可能に収容する凹形状のリフトボール保持部21aが上面に形成されたリフトフレーム部21とを含むボールリフター2であって、マシンテーブル200に形成されたマシンテーブル溝部201に収められるボールリフター2と、複数のリフトボール23によって脱着サブテーブル300をスライド移動可能に支持する支持位置と、前記支持位置よりも下方の不支持位置との間で、前記リフトフレーム部を昇降移動させる昇降手段と、を有することを特徴とする。
【選択図】図4
特許請求の範囲
【請求項1】
マシンテーブルの上に着脱可能に装着される脱着サブテーブルの上で、金属からなる被加工材を所定形状に加工する自動工具交換機能を備えた加工装置において、
複数のリフトボールと、各リフトボールを転動可能に収容する凹形状のリフトボール保持部が上面に形成されたリフトフレーム部とを含むボールリフターであって、前記マシンテーブルに形成されたマシンテーブル溝部に収められる前記ボールリフターと、
前記複数のリフトボールによって前記脱着サブテーブルをスライド移動可能に支持する支持位置と、前記支持位置よりも下方の不支持位置との間で、前記リフトフレーム部を昇降移動させる昇降手段と、
を有することを特徴とする加工装置。
続きを表示(約 1,700 文字)
【請求項2】
前記支持位置と前記不支持位置との距離は、15mm以下である、
ことを特徴とする請求項1に記載の加工装置。
【請求項3】
前記脱着サブテーブルの幅は、前記マシンテーブルの幅よりも小さい、
ことを特徴とする請求項1又は2に記載の加工装置。
【請求項4】
前記昇降手段は、前記ボールリフターに圧力流体を供給する供給部を有し、
前記圧力流体が供給されることで、前記リフトフレーム部は前記支持位置に向かって上昇する、
ことを特徴とする請求項1又は2に記載の加工装置。
【請求項5】
前記圧力流体は、空気である
ことを特徴とする請求項4に記載の加工装置。
【請求項6】
前記マシンテーブル及び前記脱着サブテーブルには、位置決め機構が設けられており、
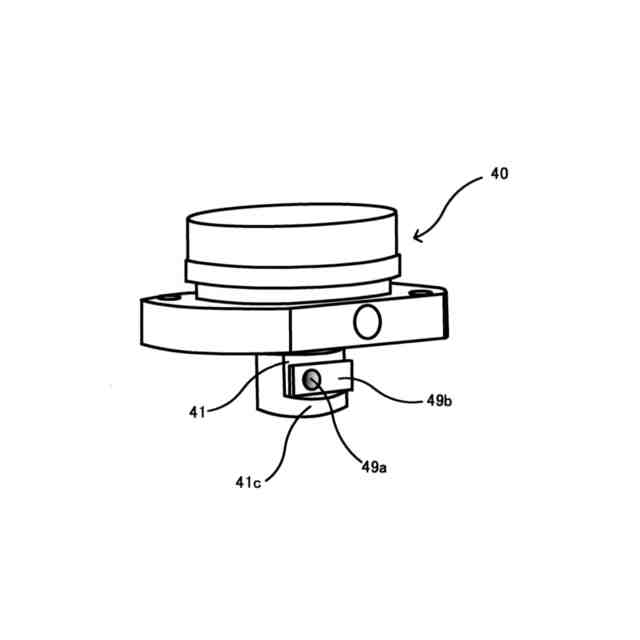
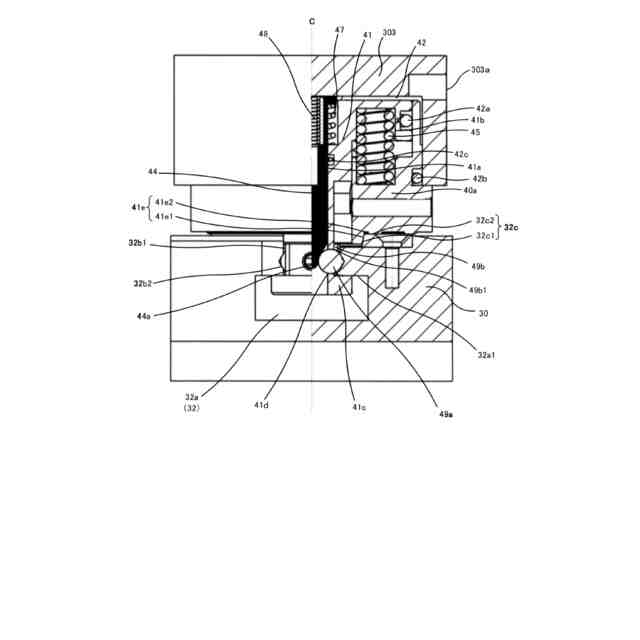
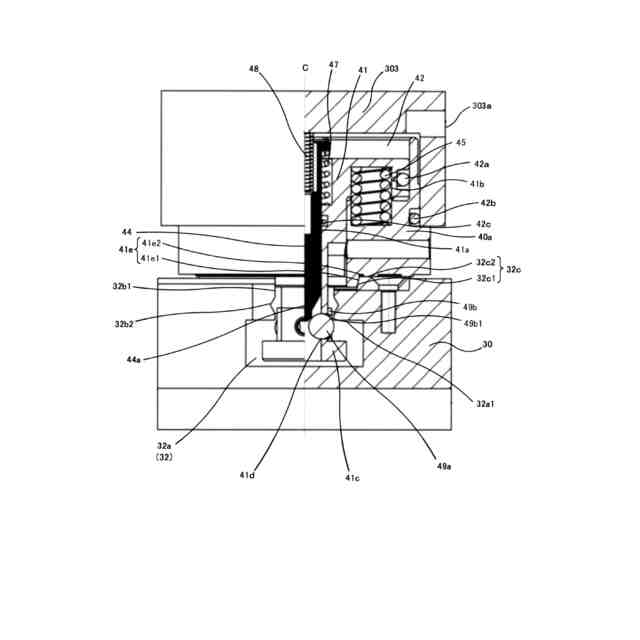
前記位置決め機構は、前記マシンテーブルの上面側に配置されるロケータブロックと、前記脱着サブテーブルの裏面側に配置されるピストン内蔵ロケータと、からなり、
前記ロケータブロックは、下段部の幅が上段部の幅よりも大きい段差溝部を有しており、
前記ピストン内蔵ロケータは、先端に水平方向に張り出す張り出し部が形成されたピストン部を備えており、
前記ピストン部は、前記張り出し部が前記下段部の上面に圧接するクランプ状態と、前記張り出し部が前記下段部の上面から離間するアンクランプ状態との間で動作する、
ことを特徴とする請求項1又は2に記載の加工装置。
【請求項7】
前記マシンテーブル及び前記脱着サブテーブルには、位置決め機構が設けられており、
前記位置決め機構は、前記マシンテーブルの上面側に配置されるロケータブロックと、前記脱着サブテーブルの裏面側に配置されるピストン内蔵ロケータと、からなり、
前記ロケータブロックは、下段部の幅が上段部の幅よりも大きい段差溝部を有しており、
前記ピストン内蔵ロケータは、先端に水平方向に張り出す張り出し部が形成されたピストン部を備えており、
前記ピストン部は、前記張り出し部が前記下段部の上面に圧接するクランプ状態と、前記張り出し部が前記下段部の上面から離間するアンクランプ状態との間で動作する、
ことを特徴とする請求項3に記載の加工装置。
【請求項8】
前記マシンテーブル及び前記脱着サブテーブルには、位置決め機構が設けられており、
前記位置決め機構は、前記マシンテーブルの上面側に配置されるロケータブロックと、前記脱着サブテーブルの裏面側に配置されるピストン内蔵ロケータと、からなり、
前記ロケータブロックは、下段部の幅が上段部の幅よりも大きい段差溝部を有しており、
前記ピストン内蔵ロケータは、先端に水平方向に張り出す張り出し部が形成されたピストン部を備えており、
前記ピストン部は、前記張り出し部が前記下段部の上面に圧接するクランプ状態と、前記張り出し部が前記下段部の上面から離間するアンクランプ状態との間で動作する、
ことを特徴とする請求項4に記載の加工装置。
【請求項9】
前記上段部の側面には、ロックボール用溝部が形成されており、
前記ピストン部は、該ピストン部の側面に形成されたボール支持開口部に支持されるロックボールを有しており、
前記ロックボールは、前記クランプ状態において前記ロックボール用溝部に押し付けられており、前記クランプ状態から前記アンクランプ状態に遷移するときに前記ロックボール用溝部から離脱する、
ことを特徴とする請求項8に記載の加工装置。
【請求項10】
前記ピストン部は、上下方向に延びるピストン中空部を有しており、
前記ピストン中空部には、前記ロックボールが前記ピストン中空部に落下するのを防止するロックピンが収められており、
前記ロックピンは、バネに吊持されている、
ことを特徴とする請求項9に記載の加工装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動工具交換機能を備えた加工装置に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
自動工具交換機能を備え、数値制御装置、所謂NC(Numerical Control)装置やコンピュータ数値制御装置、所謂CNC(Computerized Numerical Control)装置を搭載し、マシニングセンタとして制御駆動される加工装置が知られている。
【0003】
この種の加工装置では、加工処理が終わる度に被加工物(ワーク)が自動又は手動で交換される。自動式は、所謂パレットチェンジャーを用いて、被加工物が載ったパレットを交換する方法であるため、設備導入時の投資が大きくなる。かかるパレットチェンジャーが実装されていない加工装置(以下、汎用機ともいう)では、手動による交換処理が実施されるが、被加工物を交換する際に加工装置を長時間停止する必要があるため、稼働率の改善が求められていた。
【0004】
かかる課題を解決する方法として、汎用機にパレット交換治具を後付けする方式が考案されているが、マシンテーブルに形成された位置決めピンが脱着サブテーブルに形成されたブッシュに篏合されているため、脱着サブテーブルを交換するときに、位置決めピンの長さ分だけで脱着サブテーブルを持ち上げる必要がある。かかる脱着サブテーブルは、重量物であるため、揚重機等を設置して脱着サブテーブルを持ち上げる必要がある。そのため、設備投資の低減及び稼働率の向上という点において、十分な解決手段とは言えなかった。
【先行技術文献】
【特許文献】
【0005】
特開2019-199953号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、加工装置における被加工材の交換処理を、揚重機などを使用せずに短時間で実現することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の加工装置は、(1)マシンテーブルの上に着脱可能に装着される脱着サブテーブルの上で、金属からなる被加工材を所定形状に加工する自動工具交換機能を備えた加工装置において、複数のリフトボールと、各リフトボールを転動可能に収容する凹形状のリフトボール保持部が上面に形成されたリフトフレーム部とを含むボールリフターであって、前記マシンテーブルに形成されたマシンテーブル溝部に収められる前記ボールリフターと、前記複数のリフトボールによって前記脱着サブテーブルをスライド移動可能に支持する支持位置と、前記支持位置よりも下方の不支持位置との間で、前記リフトフレーム部を昇降移動させる昇降手段と、を有することを特徴とする。
【0008】
(2)前記支持位置と前記不支持位置との距離は、15mm以下である、ことを特徴とする上記(1)に記載の加工装置。
【0009】
(3)前記脱着サブテーブルの幅は、前記マシンテーブルの幅よりも小さい、ことを特徴とする上記(1)又は(2)に記載の加工装置。
【0010】
(4)前記昇降手段は、前記ボールリフターに圧力流体を供給する供給部を有し、前記圧力流体が供給されることで、前記リフトフレーム部は前記支持位置に向かって上昇する、ことを特徴とする上記(1)乃至(3)のうちいずれか一つに記載の加工装置。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社鬨一精機
加工装置
14日前
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め装置
22日前
有限会社 ナプラ
金属粒子
17日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2か月前
個人
複合金属回転式ホーン
2か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社ナベヤ
締結装置
1か月前
トヨタ自動車株式会社
取付装置
2か月前
株式会社ツガミ
工作機械
2か月前
株式会社トーキン
溶接用トーチ
2か月前
株式会社FUJI
チャック装置
7日前
株式会社コスメック
クランプ装置
11日前
大和ハウス工業株式会社
溶接方法
23日前
株式会社不二越
歯車研削盤
1か月前
オークマ株式会社
工作機械
16日前
オークマ株式会社
診断装置
28日前
オークマ株式会社
工作機械
28日前
株式会社コスメック
クランプ装置
2日前
津田駒工業株式会社
2連回転割出し装置
17日前
株式会社ダイヘン
溶接トーチ
2か月前
スター精密株式会社
工作機械
22日前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社関本管工
エルボ管保持装置
2か月前
トヨタ自動車株式会社
レーザ加工機
8日前
豊田鉄工株式会社
レーザー溶接装置
18日前
オーエスジー株式会社
ドリル
3日前
株式会社恵信工業
アプセット溶接方法
3日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
株式会社マキタ
ジグソー
11日前
株式会社ダイヘン
サブマージアーク溶接装置
8日前
株式会社プロテリアル
クラッド材の製造方法
17日前
株式会社プロテリアル
クラッド材の製造方法
17日前
宮川工機株式会社
プレカット加工装置
3日前
アサダ株式会社
バンドソー装置
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ