TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034161
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140370
出願日
2023-08-30
発明の名称
電動工具、電動工具システム、制御方法及びプログラム
出願人
パナソニック株式会社
代理人
弁理士法人北斗特許事務所
主分類
B23P
19/06 20060101AFI20250306BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本開示は、インパクト動作を行う電動工具においてねじ締めの異常の有無を精度良く判定することを目的とする。
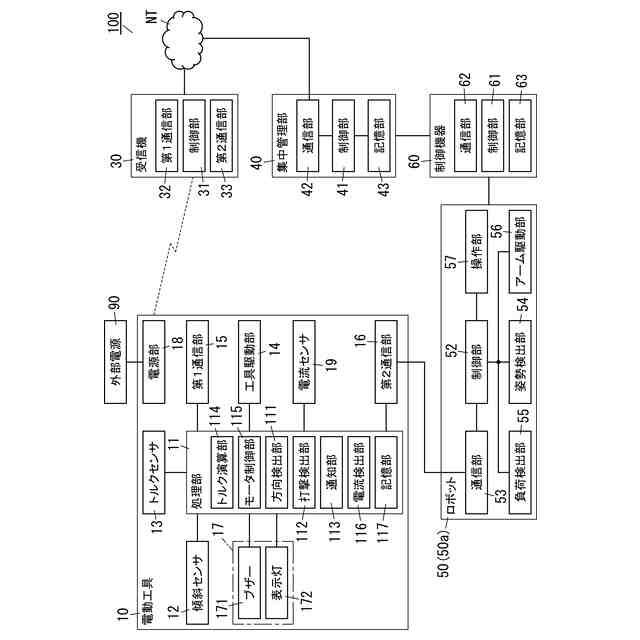
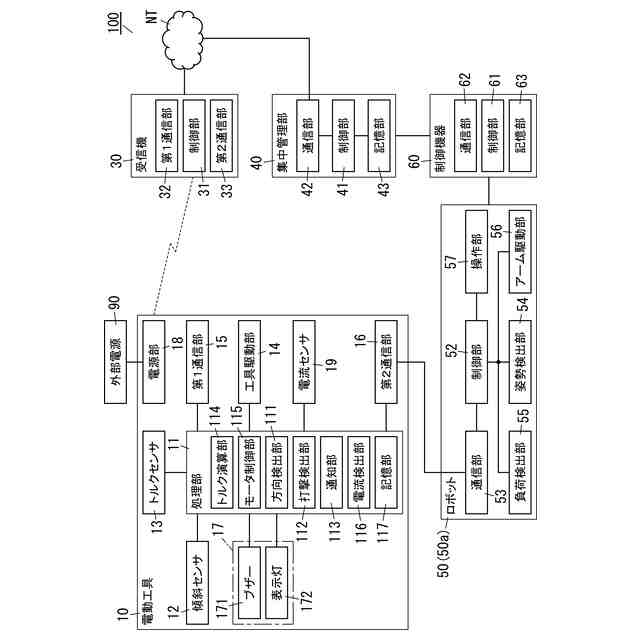
【解決手段】電動工具10は、モータと、ハンマと、アンビルと、出力軸と、打撃検出部112と、モータ制御部115と、記憶部117と、を備える。モータ制御部115は、外部機器50aから所定の指令を受けると、モータに対する既定の制御によりねじのねじ締めを行う。モータ制御部115は、モータの回転角と、打撃検出部112におけるインパクト動作の有無の検出結果と、の関係に基づいてねじ締めの異常の有無を判定する判定処理を実行する。既定の制御は、判定処理の結果としてねじ締めに異常が有ると判定すると、モータを停止させることを含む。
【選択図】図1
特許請求の範囲
【請求項1】
ねじのねじ締めを行うための電動工具であって、
モータと、
前記モータから動力を得て回転するハンマと、
前記ハンマから前記ハンマの回転方向のインパクト力を受けて回転するアンビルと、
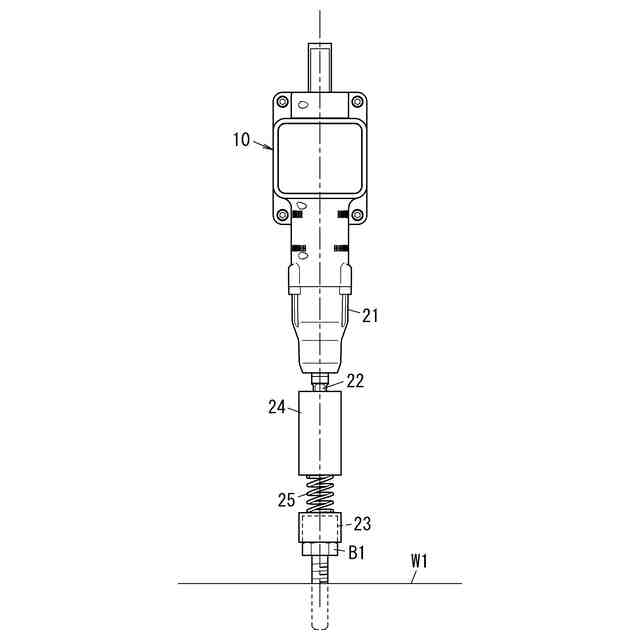
前記ねじにトルクを伝達する先端工具を保持するよう構成され、前記アンビルと共に回転する出力軸と、
前記ハンマが前記アンビルに前記インパクト力を加える動作であるインパクト動作の有無を検出する打撃検出部と、
前記電動工具の外部の外部機器からの指令に基づいて前記モータの動作を制御するモータ制御部と、
前記モータ制御部が前記モータに既定の制御を行うための情報を記憶している記憶部と、を備え、
前記モータ制御部は、前記外部機器から所定の指令を受けると、前記モータに対する前記既定の制御により前記ねじの前記ねじ締めを行い、
前記モータ制御部は、前記モータの回転角と、前記打撃検出部における前記インパクト動作の有無の検出結果と、の関係に基づいて前記ねじ締めの異常の有無を判定する判定処理を実行し、
前記既定の制御は、前記判定処理の結果として前記ねじ締めに異常が有ると判定すると、前記モータを停止させることを含む、
電動工具。
続きを表示(約 1,500 文字)
【請求項2】
前記既定の制御は、
前記モータに、前記ねじの前記ねじ締めを行う方向に回転する正転動作と、前記正転動作時と反対方向に回転する逆転動作と、を交互に行わせる第1制御と、
前記判定処理の結果として前記第1制御における前記ねじ締めに異常が無いと判定すると、前記モータに前記正転動作を行わせ前記ねじの前記ねじ締めを行う第2制御と、を含む、
請求項1に記載の電動工具。
【請求項3】
前記第1制御において、前記モータ制御部は、前記モータが前記正転動作を行っているとき、前記打撃検出部における前記インパクト動作の検出された回数が切替閾値以上になると、前記モータに前記逆転動作を行わせる、
請求項2に記載の電動工具。
【請求項4】
前記モータが前記ねじの前記ねじ締めを行う方向とは反対方向に回転する逆転動作を行った後、前記判定処理では、前記モータ制御部は、前記モータが前記ねじの前記ねじ締めを行う方向に回転する正転動作を行っているときの前記モータの前記回転角が一定の回転角に達するまでの間に、前記打撃検出部における前記インパクト動作の検出された回数が所定数以上になれば、前記ねじ締めに異常が有ると判定する、
請求項1に記載の電動工具。
【請求項5】
前記モータが前記ねじの前記ねじ締めを行う方向に回転する正転動作を行った後、前記判定処理では、前記モータ制御部は、前記正転動作時と反対方向に回転する逆転動作を行っているときの前記モータの前記回転角が一定の回転角に達するまでの間に、前記打撃検出部における前記インパクト動作の検出された回数が所定数未満であれば、前記ねじ締めに異常が無いと判定する、
請求項1に記載の電動工具。
【請求項6】
前記モータ制御部は、前記正転動作時と反対方向に回転する逆転動作を行っているときに前記ねじ締めに異常が無いと判定してから、さらに所定の回転角だけ前記モータに前記逆転動作を行わせる、
請求項5に記載の電動工具。
【請求項7】
前記モータ制御部は、前記モータが前記ねじの前記ねじ締めを行う方向に回転する正転動作を行っており前記ねじがねじ孔に初めに挿入されるときに、前記モータの回転角が一定の回転角に達するまでの間に、前記打撃検出部における前記インパクト動作の検出された回数が所定数以上になれば、前記ねじ締めに異常が有ると判定する、
請求項1に記載の電動工具。
【請求項8】
前記モータに流れる電流を検出する電流検出部を更に備え、
前記判定処理は、
前記モータの前記回転角と、前記打撃検出部における前記インパクト動作の有無の前記検出結果と、の前記関係に基づいて前記ねじ締めの異常の有無を仮判定する第1仮判定処理と、
前記電流検出部で検出された前記電流に基づいて前記ねじ締めの異常の有無を仮判定する第2仮判定処理と、のうち少なくとも一方で前記ねじ締めに異常が有ると仮判定すると、前記ねじ締めに異常が有ると判定する、
請求項1に記載の電動工具。
【請求項9】
請求項1に記載の電動工具と、
前記電動工具を保持し、前記電動工具の位置及び姿勢を制御するロボットアームと、を備える、
電動工具システム。
【請求項10】
請求項1に記載の電動工具と、
前記モータ制御部に指令を与える前記外部機器としてのロボットと、を備え、
前記ロボットは、
前記電動工具を保持し、前記電動工具の位置及び姿勢を制御するロボットアームを含む、
電動工具システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は一般に電動工具、電動工具システム、制御方法及びプログラムに関する。本開示は、より詳細には、インパクト動作をする電動工具、この電動工具を備える電動工具システム、インパクト動作をする電動工具の制御方法、及び、この制御方法を実行するためのプログラムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1に記載の自動ねじ締め装置(電動工具)は、ねじと係合するドライバツールと、往復移動手段と、制御手段と、を有する。往復移動手段は、ドライバツールを往復移動操作可能に支持している。制御手段は、ドライバツールの移動距離とあらかじめ設定した距離とを比較してねじ締めが正常に行われているか否かを判断し、異常と判断すればねじ締めを中断する。
【先行技術文献】
【特許文献】
【0003】
特開2013-031888号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の自動ねじ締め装置の構成が、インパクト動作を行う電動工具に適用された場合は、ねじ締めの異常の有無を判断することが困難な場合がある。
【0005】
本開示は、インパクト動作を行う電動工具においてねじ締めの異常の有無を精度良く判定することができる電動工具、電動工具システム、制御方法及びプログラムを提供することを目的とする。
【課題を解決するための手段】
【0006】
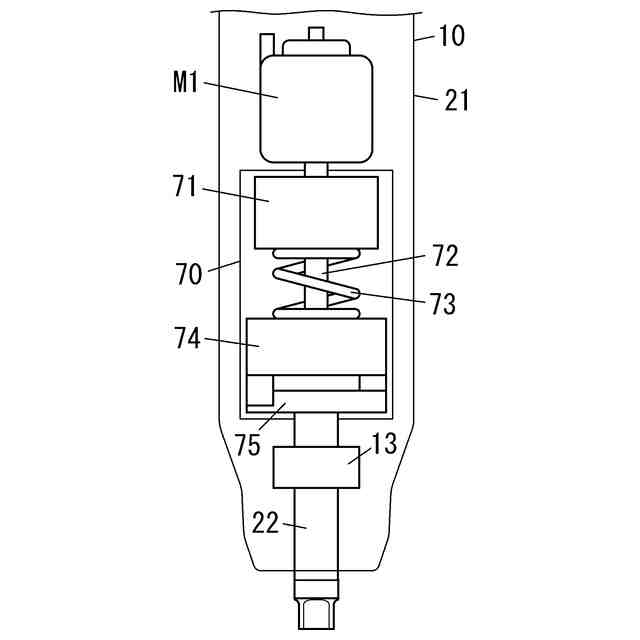
本開示の一態様に係る電動工具は、ねじのねじ締めを行うための電動工具である。前記電動工具は、モータと、ハンマと、アンビルと、出力軸と、打撃検出部と、モータ制御部と、記憶部と、を備える。前記ハンマは、前記モータから動力を得て回転する。前記アンビルは、前記ハンマから前記ハンマの回転方向のインパクト力を受けて回転する。前記出力軸は、前記ねじにトルクを伝達する先端工具を保持するよう構成され、前記アンビルと共に回転する。前記打撃検出部は、前記ハンマが前記アンビルに前記インパクト力を加える動作であるインパクト動作の有無を検出する。前記モータ制御部は、前記電動工具の外部の外部機器からの指令に基づいて前記モータの動作を制御する。前記記憶部は、前記モータ制御部が前記モータに既定の制御を行うための情報を記憶している。前記モータ制御部は、前記外部機器から所定の指令を受けると、前記モータに対する前記既定の制御により前記ねじの前記ねじ締めを行う。前記モータ制御部は、前記モータの回転角と、前記打撃検出部における前記インパクト動作の有無の検出結果と、の関係に基づいて前記ねじ締めの異常の有無を判定する判定処理を実行する。前記既定の制御は、前記判定処理の結果として前記ねじ締めに異常が有ると判定すると、前記モータを停止させることを含む。
【0007】
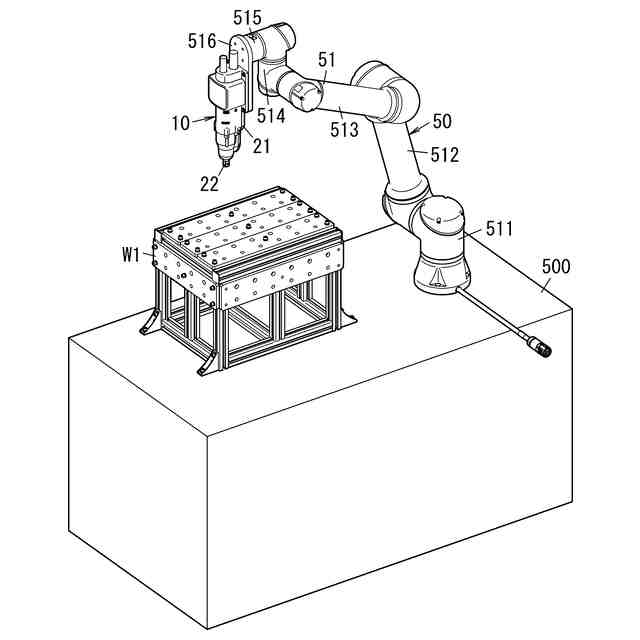
本開示の一態様に係る電動工具システムは、前記電動工具と、ロボットアームと、を備える。前記ロボットアームは、前記電動工具を保持し、前記電動工具の位置及び姿勢を制御する。
【0008】
本開示の別の一態様に係る電動工具システムは、前記電動工具と、ロボットと、を備える。前記ロボットは、前記モータ制御部に指令を与える前記外部機器である。前記ロボットは、ロボットアームを含む。前記ロボットアームは、前記電動工具を保持し、前記電動工具の位置及び姿勢を制御する。
【0009】
本開示の一態様に係る制御方法は、ねじのねじ締めを行うための電動工具の制御方法である。前記電動工具は、モータと、ハンマと、アンビルと、出力軸と、打撃検出部と、を備える。前記ハンマは、前記モータから動力を得て回転する。前記アンビルは、前記ハンマから前記ハンマの回転方向のインパクト力を受けて回転する。前記出力軸は、前記ねじにトルクを伝達する先端工具を保持するよう構成され、前記アンビルと共に回転する。前記打撃検出部は、前記ハンマが前記アンビルに前記インパクト力を加える動作であるインパクト動作の有無を検出する。前記制御方法は、コンピュータシステムにより実行される。前記制御方法は、前記電動工具の外部の外部機器から所定の指令を受けると、前記モータに対する既定の制御により前記ねじの前記ねじ締めを行うことと、前記モータの回転角と、前記打撃検出部における前記インパクト動作の有無の検出結果と、の関係に基づいて前記ねじ締めの異常の有無を判定する判定処理を実行することと、を有する。前記既定の制御は、前記判定処理の結果として前記ねじ締めに異常が有ると判定すると、前記モータを停止させることを含む。
【0010】
本開示の一態様に係るプログラムは、前記制御方法を、前記コンピュータシステムの1以上のプロセッサに実行させるためのプログラムである。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
1か月前
日東精工株式会社
ねじ締め装置
4日前
株式会社FUJI
工作機械
20日前
個人
複合金属回転式ホーン
1か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
積層造形溶接方法
24日前
トヨタ自動車株式会社
取付装置
1か月前
株式会社ナベヤ
締結装置
24日前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
検査方法
1か月前
トヨタ自動車株式会社
積層コア
2か月前
株式会社トーキン
溶接用トーチ
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社不二越
歯車研削盤
1か月前
株式会社メドメタレックス
ドリル
2か月前
オークマ株式会社
診断装置
10日前
大和ハウス工業株式会社
溶接方法
5日前
オークマ株式会社
工作機械
10日前
株式会社オーエム製作所
工作機械
1か月前
サムテック株式会社
加工物製造方法
2か月前
株式会社ダイヘン
溶接トーチ
1か月前
三菱電機株式会社
ねじ取り出し装置
2か月前
スター精密株式会社
工作機械
4日前
株式会社関本管工
エルボ管保持装置
1か月前
株式会社FUJI
自動化用パレット
2か月前
豊田鉄工株式会社
レーザー溶接装置
今日
トヨタ自動車株式会社
位相測定方法
2か月前
株式会社ダイヘン
溶接トーチ
1か月前
DMG森精機株式会社
工作機械
1か月前
トヨタ自動車株式会社
銅線の接合方法
24日前
株式会社不二越
工具の製造方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
24日前
トヨタ自動車株式会社
スパッタ検出方法
3か月前
株式会社不二越
超硬合金製ドリル
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































