TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034111
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140291
出願日
2023-08-30
発明の名称
製管装置及びその補修方法
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20250306BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】更生管製管装置の駆動ローラの補修時期を判断する手段を提供する。
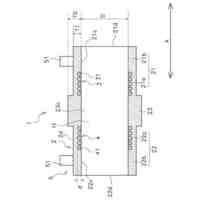
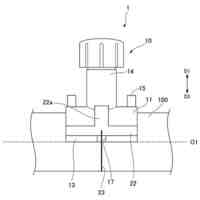
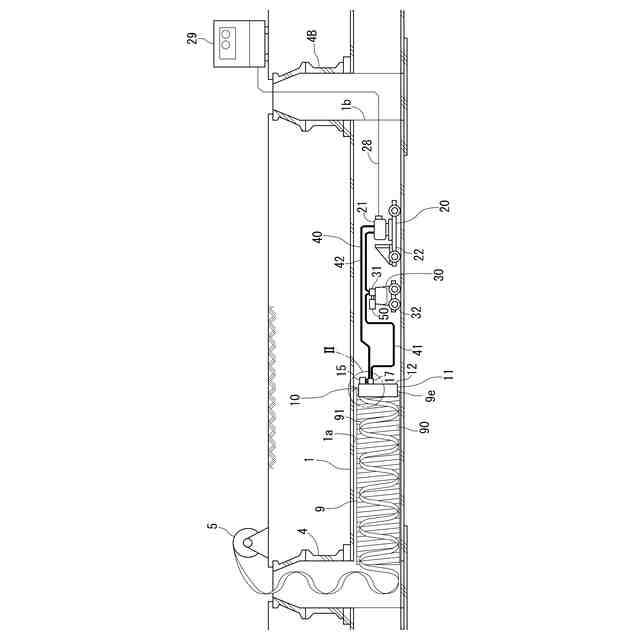
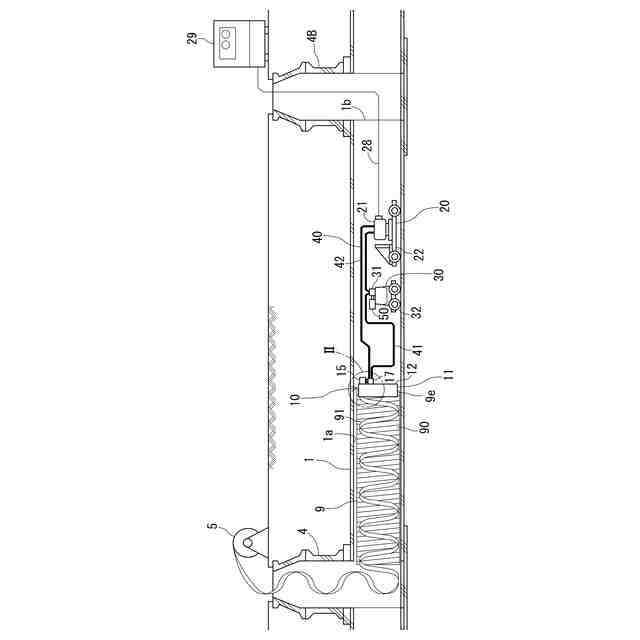
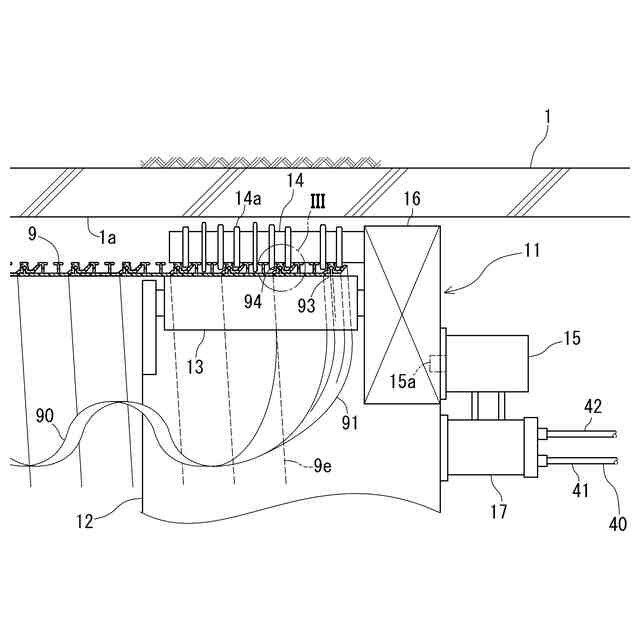
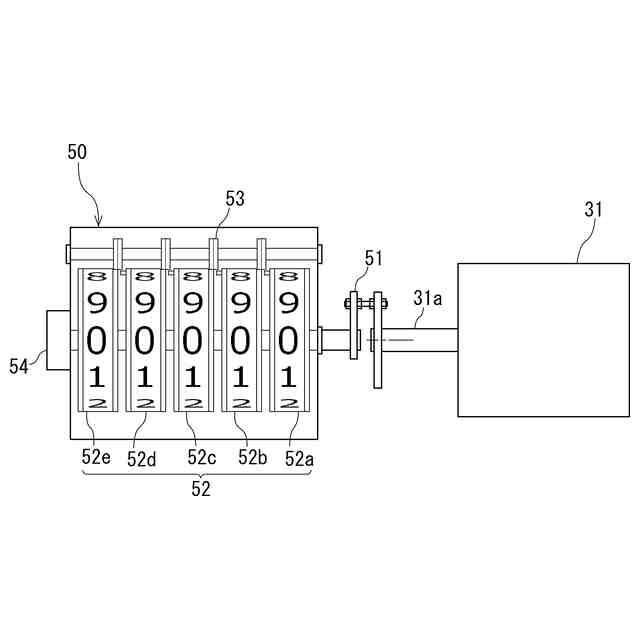
【解決手段】製管装置10の製管ユニット11には、一対の駆動ローラと駆動用油圧モータ15が設けられている。駆動ローラは、駆動用油圧モータ15による回転駆動によって、長尺の帯状部材90における未製管の帯部分91を製管中の更生管9の管端部9eに組み込む。製管ユニット11から離れた油圧ポンプ21と駆動用油圧モータ15との間の作動圧油循環路40には、駆動用油圧モータ15と同一構造の計測用油圧モータ31が介在され、計測用油圧モータ31の累積回転数が累積回転数計50によって計測される。好ましくは、片持ち状態の駆動ローラが疲労破損される限界累積回転数N
1
に応じて設定された補修目安累積回転数N
0
及び累積回転数計50による計測値Nに基づいて、補修の実行時期を判断する。
【選択図】図1
特許請求の範囲
【請求項1】
長尺の帯状部材を螺旋状に巻回することによって更生対象管の内面に沿う螺旋管状の更生管を製管する製管装置であって、
前記製管中の更生管の管端部と係合される製管ユニットと、
前記製管ユニットに設けられ、前記帯状部材における前記管端部に連なる未製管の帯部分と前記管端部とを内面側及び外面側から挟み付けることによって、前記帯部分を前記管端部に組み込む一対の駆動ローラと、
前記製管ユニットに設けられ、前記駆動ローラの少なくとも1つと直結又はトルク伝達機構を介して接続された駆動用油圧モータと、
前記製管ユニットから離れて設けられ、前記駆動用油圧モータと作動圧油循環路を介して接続された油圧ポンプと、
前記製管ユニットから離れて前記作動圧油循環路に介在され、前記駆動用油圧モータと同一構造をなす計測用油圧モータと、
前記計測用油圧モータの累積回転数を計測する累積回転数計と、
を備えたことを特徴とする製管装置。
続きを表示(約 360 文字)
【請求項2】
前記作動圧油循環路に沿って前記駆動用油圧モータと前記計測用油圧モータとが直列に配置されている請求項1に記載の製管装置。
【請求項3】
前記累積回転数計が、機械式累積回転数計である請求項1に記載の製管装置。
【請求項4】
走行台車を含む計測ユニットを備え、前記走行台車に前記計測用油圧モータ及び前記累積回転数計が搭載されている請求項1に記載の製管装置。
【請求項5】
請求項1~4の何れか1項に記載の製管装置を補修する方法であって、
前記駆動ローラのうち片持ち状態の駆動ローラが疲労破損される限界累積回転数に応じて設定された補修目安累積回転数及び前記累積回転数計による計測値に基づいて、前記補修の実行時期を判断することを特徴とする製管装置の補修方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば下水道管等の更生対象管の内面にライニングされる更生管を製管する製管装置及び該製管装置を補修する方法に関し、特に、長尺の帯状部材からなる螺旋管状の螺旋管を製管する製管装置及びその補修方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
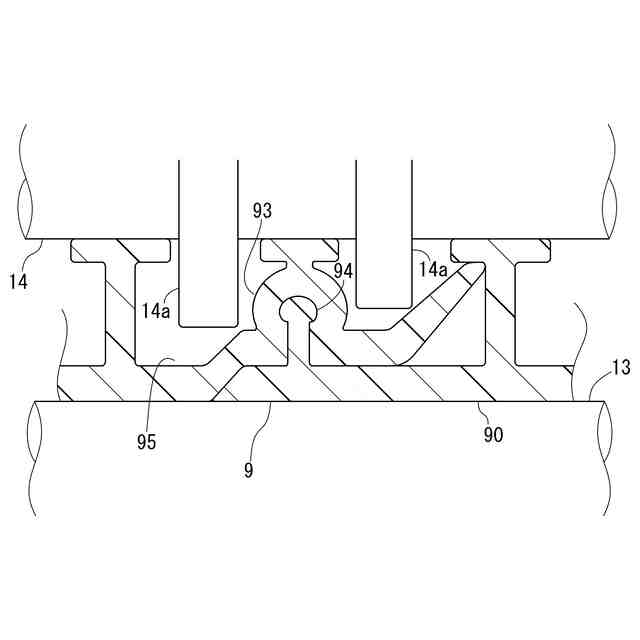
老朽化した下水道管等の更生対象管の内面に更生管をライニングすることによって、更生対象管を更生する方法は公知である(特許文献1~2等参照)。更生管は、例えば長尺の帯状部材を螺旋状に巻回して製管した螺旋管状になっている。特許文献1,2には、螺旋管状の更生管を製管するための製管装置が開示されている。製管装置は、製管中の更生管の延伸前方側の管端部と係合された自走式の製管ユニットを有している。製管ユニットには、一対の駆動ローラと、駆動用油圧モータとが設けられている。一対の駆動ローラが、軸線を更生管の管軸方向へ向けて、更生管の管端部を内面側及び外面側から挟み付けている。駆動用油圧モータによる駆動ローラの回転駆動によって、帯状部材における未製管の帯部分が一対の駆動ローラの間に順次導入されて更生管の管端部に組み込まれることで製管が進む。これに伴って、製管ユニットが延伸前方へ螺旋状に推進(自走)される。相対的に、更生管の管端部が一対の駆動ローラどうしの間から延伸後方へ抜け出る。一対の駆動ローラのうち外面側の駆動ローラは、前記抜け出しを許容するために、延伸前方側の端部が片持ち支持され、延伸後方側の端部は自由端となっている。
【先行技術文献】
【特許文献】
【0003】
特開平8-061559号公報
特開平8-200547号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この種の製管装置における駆動ローラには運転中大きな負荷が掛かる。特に片持ち状態の外周側駆動ローラにおける片持ち側の端部には、運転中、常時曲げ力が作用する。したがって、製管装置を長期にわたって運転すると、特に外周側駆動ローラが疲労折損する可能性が高くなる。しかし、駆動ローラをどの程度使用すると交換等の補修をすべきかの目安が無く、疲労折損して初めて交換補修していた。
本発明は、かかる事情に鑑み、更生管を製管する製管装置の駆動ローラの補修時期を適確に判断できる手段を提供することを目的とする。
【課題を解決するための手段】
【0005】
発明者は、前記課題を解決するために鋭意研究考察を行なった。
例えば、駆動ローラ又は駆動用油圧モータに累積回転数計を接続して累積回転数を計測し、これを補修の目安とすることが考えられるが、下水道管内では、製管ユニットの回転によって累積回転数計が管底部に位置される度に下水に漬かることになり、電子式又は光学式の累積回転数計はもちろん機械式の累積回転数計であって故障しやすいと考えられる。
駆動用油圧モータへの作動圧油の累積供給流量によって補修の目安にすることが考えられるが、下水道管内では流量計の電気系統が破壊されやすい。
駆動ローラの使用時間を補修の目安にすることも考えられるが、そうすると、帯状部材の送り速度による駆動ローラの使用量の違いを把握できない。
製管した更生管の施工距離(軸長)を補修の目安にすることも考えられるが、そうすると、更生管の発進時の手作業による巻き出し部分の長さ等を差し引く必要があるうえに、更生管の管径によって施工距離が同じでも駆動ローラの使用量が異なることになるし、製管装置を逆転運転した場合、その巻き戻し距離分の駆動ローラの使用量を反映できない。
【0006】
本発明は、かかる研究考察の結果なされたものであり、長尺の帯状部材を螺旋状に巻回することによって更生対象管の内面に沿う螺旋管状の更生管を製管する製管装置であって、
前記製管中の更生管の管端部と係合される製管ユニットと、
前記製管ユニットに設けられ、前記帯状部材における前記管端部に連なる未製管の帯部分と前記管端部とを内面側及び外面側から挟み付けることによって、前記帯部分を前記管端部に組み込む一対の駆動ローラと、
前記製管ユニットに設けられ、前記駆動ローラの少なくとも1つと直結又はトルク伝達機構を介して接続された駆動用油圧モータと、
前記製管ユニットから離れて設けられ、前記駆動用油圧モータと作動圧油循環路を介して接続された油圧ポンプと、
前記製管ユニットから離れて前記作動圧油循環路に介在され、前記駆動用油圧モータと同一構造をなす計測用油圧モータと、
前記計測用油圧モータの累積回転数を計測する累積回転数計と、
を備えたことを特徴とする。
【0007】
計測用油圧モータの累積回転数は、駆動用油圧モータの累積回転数と対応関係にある。駆動用油圧モータの累積回転数は、駆動ローラの累積使用量と対応し、ひいては駆動ローラの疲労度合いと対応する。したがって、累積回転数計による累積回転数の計測値を指標とすることで、駆動ローラの補修時期を適確に判断でき、駆動ローラが疲労折損等の疲労破損を来す前に交換等を行なうことができる。
計測用油圧モータ及び累積回転数計を製管ユニットから離すことによって、例えば更生対象管が下水道管であっても、累積回転数計が下水に漬からないよう配置可能であり、累積回転数計の故障を防止又は抑制できる。
駆動ローラの累積使用時間ではなく累積回転数を指標とすることによって、帯状部材の送り速度等の違いに拘わらず、駆動ローラの累積使用量を適確に反映できる。また、更生管の施工距離(軸長)ではなく累積回転数を指標とすることによって、更生管の管径の違い、逆転運転の有無及び巻き戻し長さ、発進側端部の手作業による巻き出し部分の長さ等に拘わらず、駆動ローラの累積使用量を適確に反映できる。
【0008】
好ましくは、前記作動圧油循環路に沿って前記駆動用油圧モータと前記計測用油圧モータとが直列に配置されている。
これによって、計測用油圧モータの累積回転数が駆動用油圧モータの累積回転数と一致する。したがって、累積回転数計による計測結果から駆動用油圧モータひいては駆動ローラの累積使用量を適確に判断することができる。
【0009】
好ましくは、前記累積回転数計が、機械式累積回転数計である。
機械式累積回転数計は電気系統が不要である。したがって、下水道管内等の悪環境下であっても、累積回転数計の電気系統が破壊される等の不具合が発生するのを回避できる。
【0010】
好ましくは、前記製管装置が、走行台車を含む計測ユニットを備え、前記走行台車に前記計測用油圧モータ及び前記累積回転数計が搭載されている。
製管ユニットが更生管の製管に伴って推進される自走式の場合、製管の進行に合わせて計測ユニットを移動できる。計測ユニットを製管ユニットから離すことによって、例えば更生対象管が下水道管であっても、累積回転数計が下水に漬からないよう容易に配置でき、累積回転数計の故障を防止又は抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
積水化学工業株式会社
還元剤
2日前
積水化学工業株式会社
電気融着継手
2日前
積水化学工業株式会社
クランプ、サドル継手、及びサドルクランプセット
2日前
東レ株式会社
吹出しノズル
4か月前
シーメット株式会社
光造形装置
3か月前
CKD株式会社
型用台車
3か月前
東レ株式会社
プリプレグテープ
6か月前
株式会社日本製鋼所
押出機
6か月前
個人
射出ミキシングノズル
5か月前
グンゼ株式会社
ピン
3か月前
東レ株式会社
フィルムの製造方法
16日前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
成形装置
3か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社リコー
シート剥離装置
8か月前
株式会社シロハチ
真空チャンバ
5か月前
東レ株式会社
一体化成形品の製造方法
7か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社神戸製鋼所
混練機
1か月前
株式会社不二越
射出成形機
4日前
株式会社リコー
画像形成システム
4か月前
三菱自動車工業株式会社
予熱装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社FTS
セパレータ
2か月前
株式会社リコー
シート処理システム
7か月前
株式会社リコー
シート処理システム
8か月前
日東工業株式会社
インサート成形機
4か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
個人
ノズルおよび熱風溶接機
2か月前
三菱ケミカル株式会社
複合物品の製造方法。
5か月前
中川産業株式会社
防火板材の製造方法
4か月前
株式会社コスメック
磁気クランプ装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ