TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025034072
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140224
出願日
2023-08-30
発明の名称
冷却用通路及び冷却用通路を有する射出成形用金型
出願人
三光化成株式会社
代理人
個人
主分類
B29C
45/73 20060101AFI20250306BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出成形において、冷媒による熱可塑性素材の冷却効率を向上させる冷却用通路及び前記冷却用通路を有する射出成形用金型を提供することを目的とする。
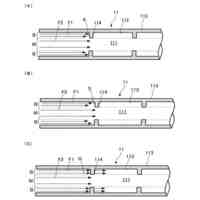
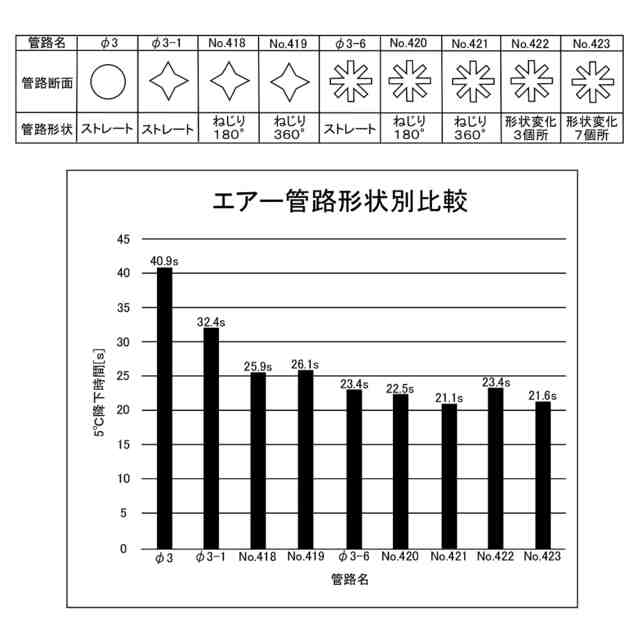
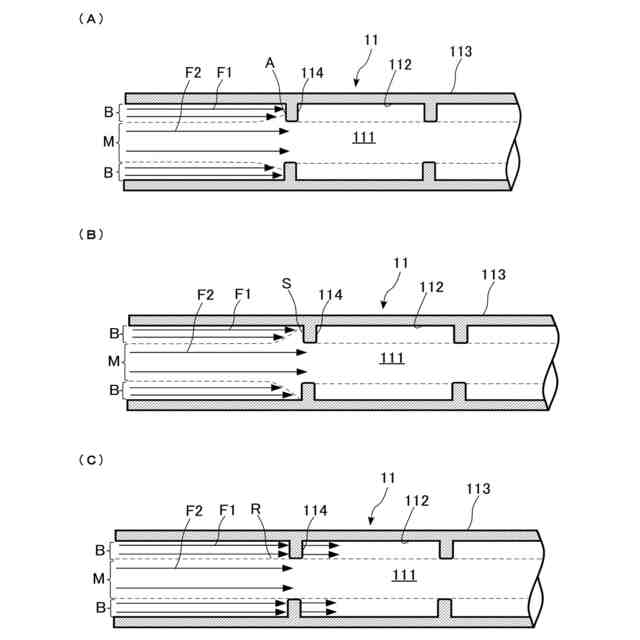
【解決手段】射出成形用金型の成型エリアを包囲して冷媒流路を形成する中空筒状の管体で構成され、前記管体の内壁面に、冷媒の流入によって生じる層流境界層の流れ方向に対して直交して形成された凸部を有する冷却用通路及び前記冷却用通路を有する射出成形用金型を提供する。
【選択図】図1
特許請求の範囲
【請求項1】
射出成形用金型の成型エリアを包囲して冷媒流路を形成する中空筒状の管体で構成され、前記管体の内壁面に、冷媒の流入によって生じる層流境界層の流れ方向に対して直交して形成された凸部を有する冷却用通路。
続きを表示(約 1,000 文字)
【請求項2】
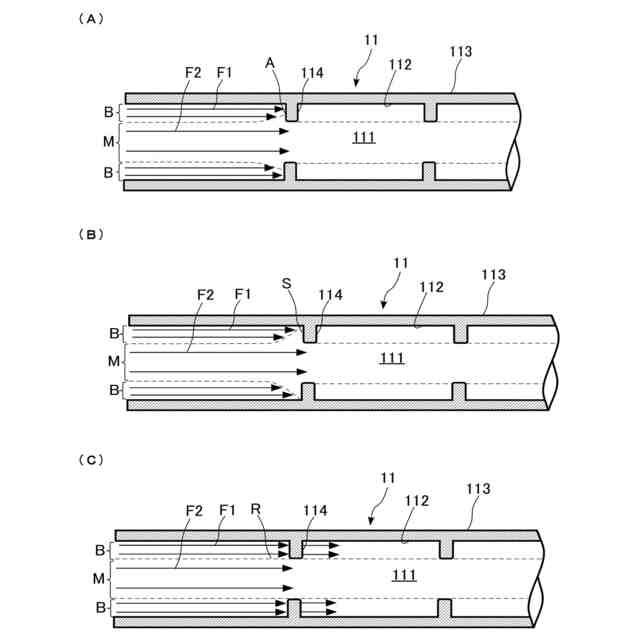
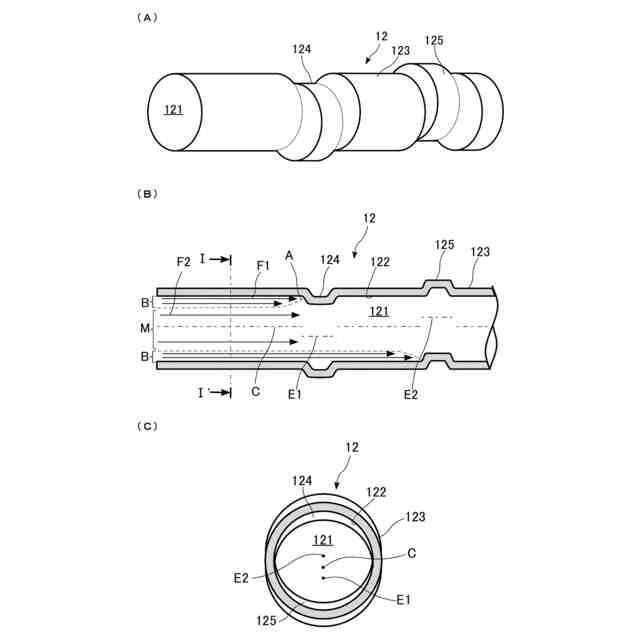
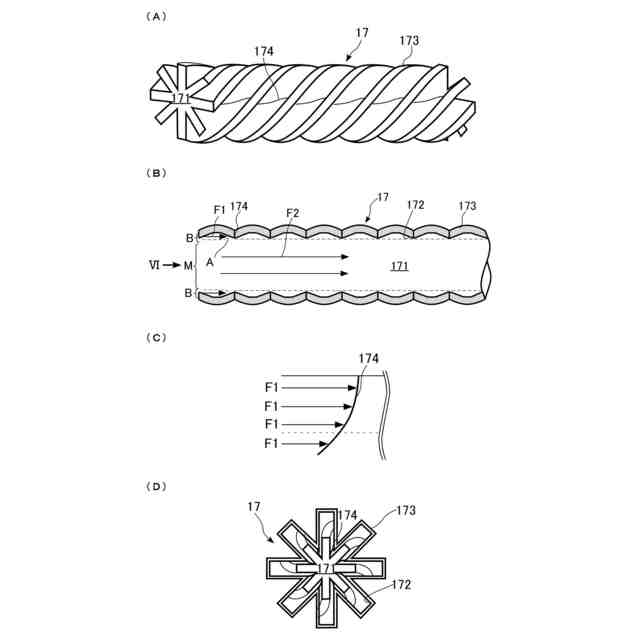
前記冷媒流路における冷媒の流れ方向に直交する前記管体の断面形状を円形とし、前記凸部は、前記流れ方向に所定の厚さを有する切出し片状の壁部を、前記円形の径方向に突出するように前記管体を屈曲させて形成された前記内壁面の段差によって構成される請求項1記載の冷却用通路。
【請求項3】
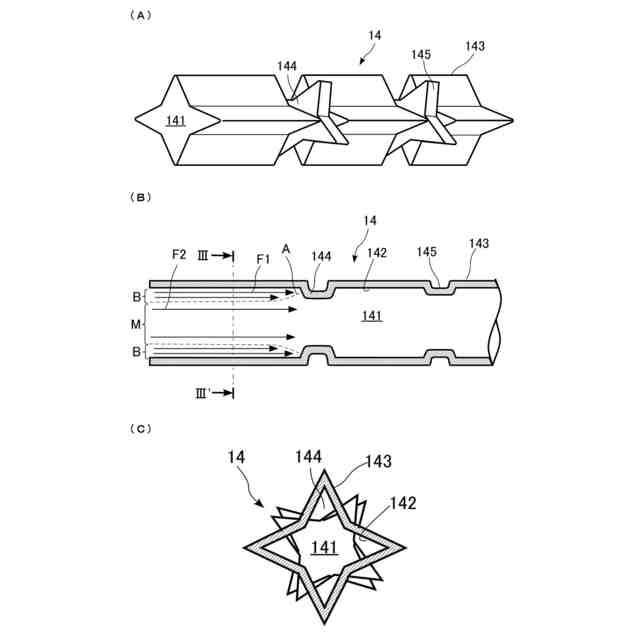
前記冷媒流路における冷媒の流れ方向に直交する方向の前記管体の断面形状を楕円形とし、前記凸部は、前記流れ方向に所定の厚さを有する切出し片状の壁部を、前記管体の軸心を中心として前記楕円形の周方向に所定の角度で回転することにより突出するように屈曲させて形成された前記内壁面の段差によって構成される請求項1記載の冷却用通路。
【請求項4】
前記流れ方向に直交する方向の前記管体の断面形状を星型多角形とする請求項3記載の冷却用通路。
【請求項5】
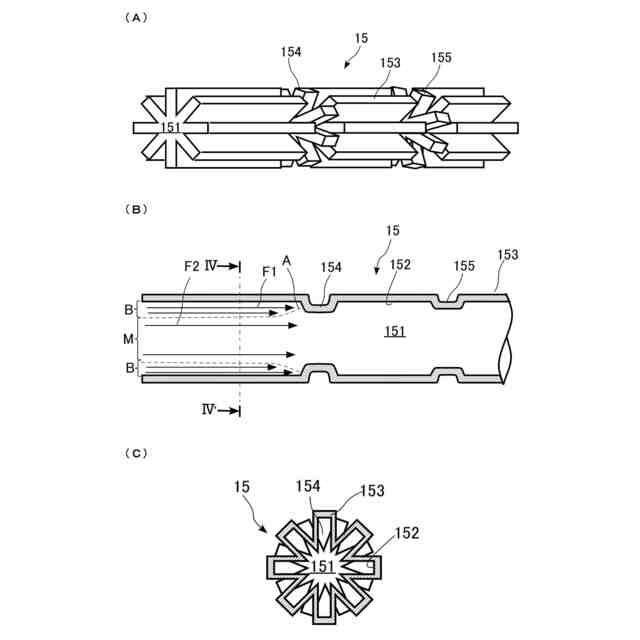
前記流れ方向に直交する方向の前記管体の断面形状を複数の矩形体を前記軸心で交差させて放射状のアスタリスク形とする請求項3記載の冷却用通路。
【請求項6】
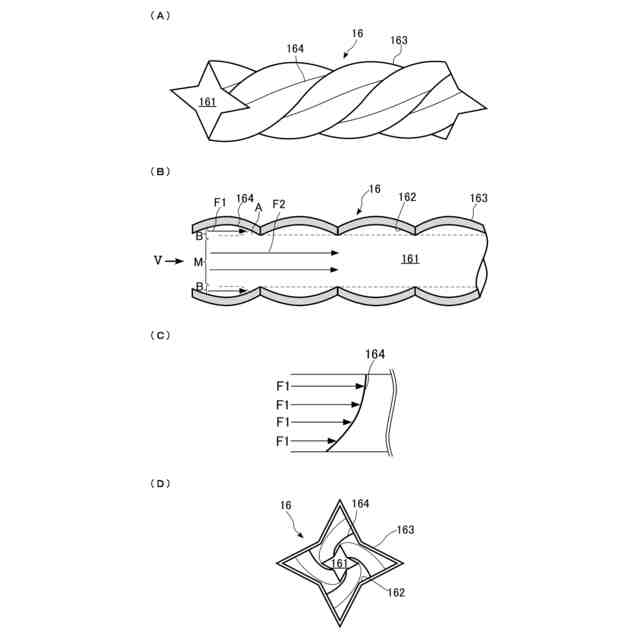
前記凸部は、前記断面形状を前記星型多角形とするとともに、前記流れ方向に前記管体を捻回させて、前記内壁面に複数の螺旋状の施条を形成し、隣り合う前記施条の間に形成されたリブ状の段差によって構成される請求項4記載の冷却用通路。
【請求項7】
前記凸部は、前記断面形状を前記アスタリスク形とするとともに、前記流れ方向に前記管体を捻回させて、前記内壁面に複数の螺旋状の施条を形成し、隣り合う前記施条の間に形成されたリブ状の段差によって構成される請求項5記載の冷却用通路。
【請求項8】
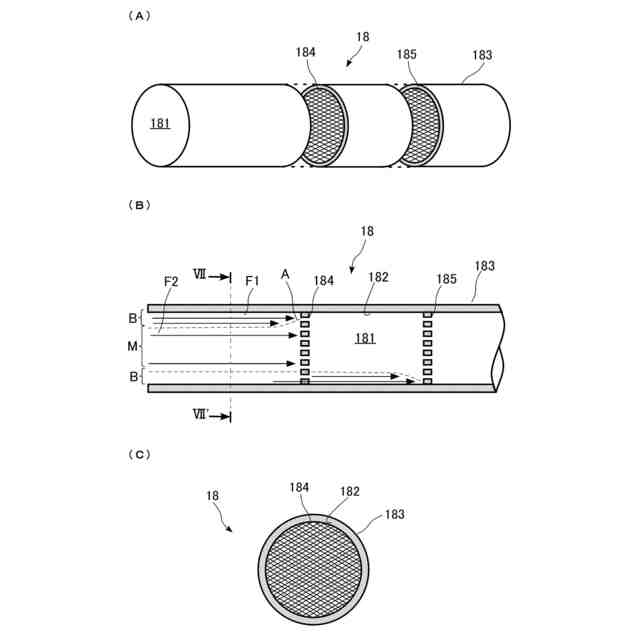
前記凸部は、前記冷媒の流れ方向に直交する方向の冷媒流路の断面の全体又は一部に形成された格子板によって構成される請求項1記載の冷却用通路。
【請求項9】
前記凸部は、前記冷媒流路の流れ方向に、所定の間隔で複数個所に形成された請求項1から請求項8までのいずれか1項に記載の冷却用通路。
【請求項10】
射出成形用金型の成型エリアを包囲して冷媒流路を形成する中空筒状の管体で構成され、前記管体の内壁面に、冷媒の流入によって生じる層流境界層の流れ方向に対して直交して形成された凸部を有する冷却用通路が配設された射出成形用金型。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本明細書における開示は、射出成形用金型に射出注入された熱可塑性材料を冷却する冷媒の流路を形成する冷却用通路及び前記冷却用通路から構成される冷却部を有する射出成形用金型に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
射出成形は、金型内に射出注入した高温の熱可塑性材料を冷却固化して成形品を形成する。金型内の熱可塑性材料に対して冷却が不均一な場合、金型から取り出された成形品が、不均一に収縮し、成形不良の原因になる。したがって、射出成形における冷却工程は、成形品の品質の良否を左右する重要な工程となる。
【0003】
通常、射出成形用金型は、キャビティ空間の周囲に冷却用通路が配管されている。前記冷却工程では、かかる冷却用通路に冷媒を送出して前記熱可塑性材料を冷却する。射出注入する前記熱可塑性材料は、高温であるため、冷媒が、前記冷却用通路で滞留すると、短時間で熱平衡状態となり冷却効果が低下する。したがって、前記冷却工程では、前記冷却用通路に連続的に冷媒を送出して冷却する必要がある。
【0004】
前記冷媒の冷却効果の持続性を高めるため、冷媒の流量を多くする、前記冷却用通路の管路径を太くする、などの工夫が考えられるが、いずれも、物理的な限界はある。
【0005】
そこで、従来、たとえば、冷却用通路の内表面に凸状のリブを設けることにより、表面積(すなわち、伝熱面積)を拡げて冷却効果の向上を図る射出成形用金型が提案されていた(例えば、特許文献1参照。)
【0006】
また、コア本体の冷却ブッシュ穴を形成する壁面に螺旋状冷却溝を設けた冷却ブッシュに流れる螺旋状の平行流により冷却する射出成形用金型が提案されていた(例えば、特許文献2参照。)
【先行技術文献】
【特許文献】
【0007】
特開平2-106314号公報
特開平9―262870号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、前記従来技術にように冷却用通路の表面積を拡げても、冷媒の流れが粘性による減衰効果の影響を受けて、内表面近傍に低速な境界層が形成されると、冷却用通路の軸方向中央の主流に比べて冷却効果が著しく低下するという問題が生じていた。
【0009】
ところで、射出成形用金型の冷却方式は、冷媒として、水を使用する水冷式と、空気を使用する空冷式とがある。水冷式の場合、管内温度が100度超になると、内圧が上昇し、蒸気が外部にリークするおそれがある。また、型締めされた金型を成型後に分割する際に、管内に残存する水が、成形品や金型に付着すると、成形品を損傷し、金型の発錆原因になるおそれもある。かかる不都合を回避するためには、空冷式を採択することになるが、熱伝導率の観点からは、空冷式は、水冷式に比べて冷却効果が低い。したがって、空冷式の場合、水冷式より一層の冷却の効率化が求められる。
【0010】
本明細書における開示は、上記課題を解消させるためのものであり、射出成形において、冷媒による熱可塑性素材の冷却効率を向上させる冷却用通路及びかかる冷却用通路を有する射出成形用金型を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三光化成株式会社
冷却用通路及び冷却用通路を有する射出成形用金型
27日前
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
3か月前
東レ株式会社
プリプレグテープ
6か月前
シーメット株式会社
光造形装置
3か月前
個人
射出ミキシングノズル
6か月前
東レ株式会社
フィルムの製造方法
19日前
株式会社日本製鋼所
押出機
6か月前
グンゼ株式会社
ピン
3か月前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
ロッド
2か月前
株式会社リコー
シート剥離装置
8か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社FTS
成形装置
3か月前
帝人株式会社
成形体の製造方法
9か月前
東レ株式会社
一体化成形品の製造方法
7か月前
トヨタ自動車株式会社
射出装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社不二越
射出成形機
2日前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社FTS
セパレータ
2か月前
株式会社不二越
射出成形機
1日前
株式会社不二越
射出成形機
7日前
株式会社神戸製鋼所
混練機
1か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社リコー
画像形成システム
4か月前
株式会社日本製鋼所
押出成形装置
6か月前
個人
ノズルおよび熱風溶接機
3か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社リコー
シート処理システム
8か月前
株式会社リコー
シート処理システム
7か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
日東工業株式会社
インサート成形機
4か月前
KTX株式会社
シェル型の作製方法
9か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
株式会社日本製鋼所
射出成形機
9か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ