TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025033345
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023139010
出願日
2023-08-29
発明の名称
押出成形用ダイおよびその製造方法
出願人
住友重機械モダン株式会社
代理人
個人
,
個人
主分類
B29C
48/30 20190101AFI20250306BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】押出成形用ダイの製造コストを低減できる技術を提供する。
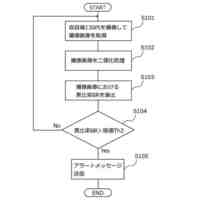
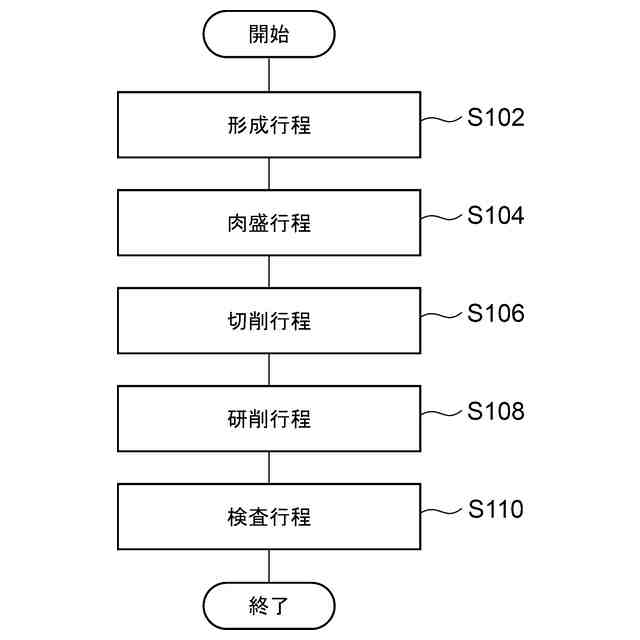
【解決手段】吐出口を形成する吐出口形成部を備える押出成形用ダイの製造方法であって、吐出口形成部の母材を所定の形状に形成する形成工程S102と、所定の形状に加工された母材の表面に、レーザクラッディングにより、流路の内壁面の少なくとも吐出口側の端部領域を構成する肉盛層を形成する肉盛工程S104と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
吐出口を形成する吐出口形成部を備える押出成形用ダイの製造方法であって、
前記吐出口形成部の母材を所定の形状に形成することと、
所定の形状に加工された母材の表面に、レーザクラッディングにより、流路の内壁面の少なくとも吐出口側の端部領域を構成する肉盛層を形成することと、
を備える押出成形用ダイの製造方法。
続きを表示(約 390 文字)
【請求項2】
肉盛層の表面を機械研削することをさらに備える請求項1に記載の押出成形用ダイの製造方法。
【請求項3】
前記肉盛層は、コバルト基合金の層であり、
前記肉盛層の表面を機械研削することは、前記肉盛層の吐出口側のエッジ部を、20μm以上、100μm以下の輝線幅に仕上げることを含む請求項2に記載の押出成形用ダイの製造方法。
【請求項4】
溶融樹脂の吐出口を形成する吐出口形成部を備える押出成形用ダイであって、
前記吐出口形成部は、
母材と、
前記母材の表面に肉盛され、流路面の少なくとも吐出口側の端部領域を構成するコバルト基合金の肉盛層と、
を含む押出成形用ダイ。
【請求項5】
前記肉盛層の吐出口側のエッジ部の輝線幅は、100μm以下である請求項4に記載の押出成形用ダイ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、押出成形用ダイおよびその製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1は、押出成形装置に用いられる押出成形用ダイを開示する。特許文献1には、一般的に、押出成形用ダイには、耐錆性、耐摩耗性および離型性を向上させるために、少なくとも樹脂の流路に、硬質クロムメッキなどの電気メッキによる表面処理を施すことが開示される。
【先行技術文献】
【特許文献】
【0003】
特開2000-071311号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載されるようなメッキには、ピットやピンホールなどの穴が発生することが多い。流路の少なくとも吐出口側の端部領域に存在する穴は修正しなければならないが、修正には手間と時間がかかるので、押出成形用ダイの製造コストが高くなる。
【0005】
本発明はこうした状況においてなされたものであり、そのある態様の例示的な目的のひとつは、押出成形用ダイの製造コストを低減できる技術を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明のある態様の製造方法は、吐出口を形成する吐出口形成部を備える押出成形用ダイの製造方法であって、吐出口形成部の母材を所定の形状に形成することと、所定の形状に加工された母材の表面に、レーザクラッディングにより、流路の内壁面の少なくとも吐出口側の端部領域を構成する肉盛層を形成することと、を備える。
【0007】
本発明の別の態様は、押出成形用ダイである。この押出成形用ダイは、溶融樹脂の吐出口を形成する吐出口形成部を備える押出成形用ダイであって、吐出口形成部は、母材と、母材の表面に肉盛され、流路面の少なくとも吐出口側の端部領域を構成するコバルト基合金の肉盛層と、を含む。
【0008】
なお、以上の構成要素の任意の組み合わせや、本発明の構成要素や表現を方法、装置、システムなどの間で相互に置換したものもまた、本発明の態様として有効である。
【発明の効果】
【0009】
本発明によれば、押出成形用ダイの製造コストを低減できる技術を提供することができる。
【図面の簡単な説明】
【0010】
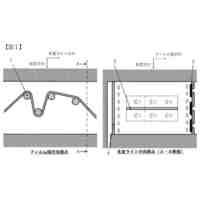
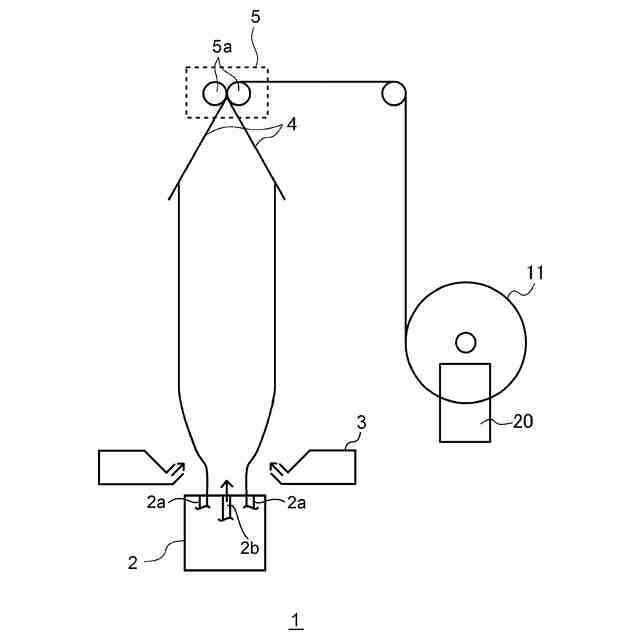
インフレーション成形装置の概略構成を示す模式図である。
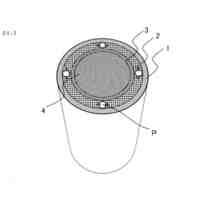
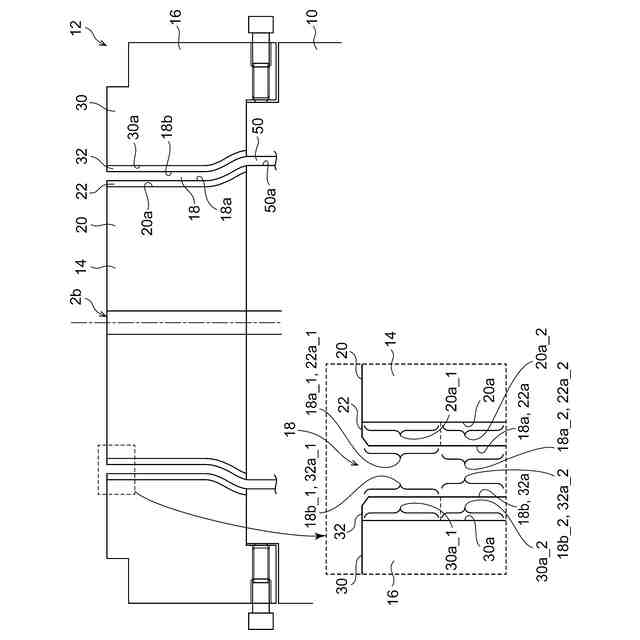
実施の形態に係るダイの断面図である。
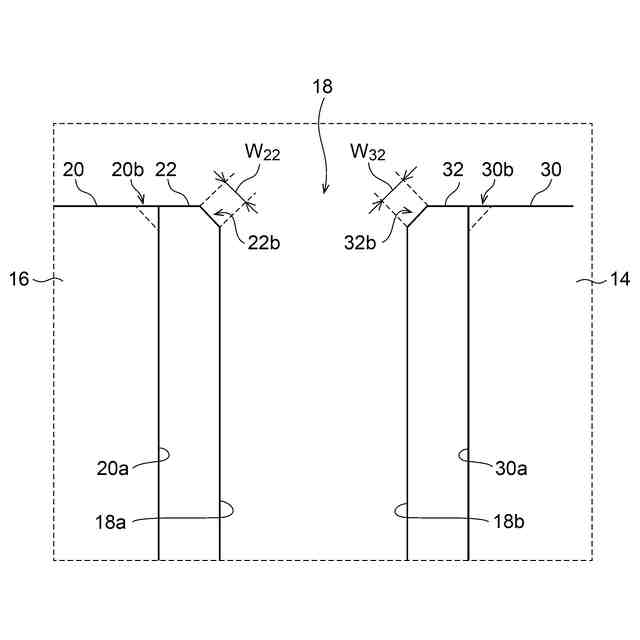
ダイの吐出口の周辺を拡大しめす拡大断面図である。
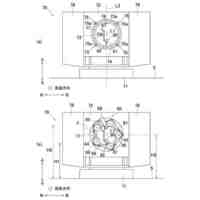
図1のダイの製造方法を示す模式的な製造工程図である。
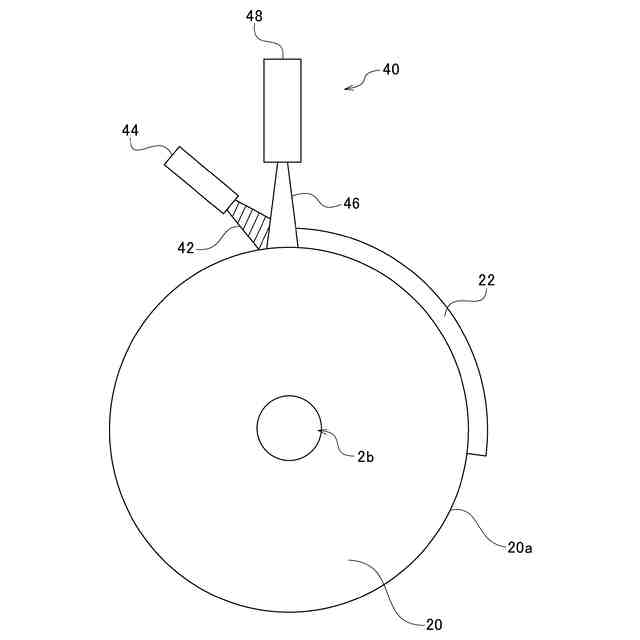
図4の肉盛工程の様子を示す模式図である。
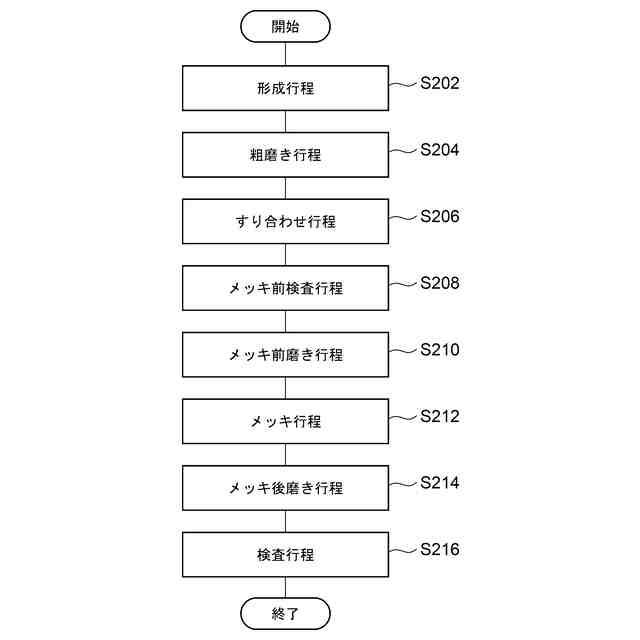
比較例のダイの製造方法を示す模式的な製造工程図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
シーメット株式会社
光造形装置
3か月前
CKD株式会社
型用台車
3か月前
グンゼ株式会社
ピン
3か月前
東レ株式会社
フィルムの製造方法
15日前
個人
射出ミキシングノズル
5か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社FTS
成形装置
3か月前
トヨタ自動車株式会社
射出装置
29日前
株式会社FTS
セパレータ
2か月前
株式会社神戸製鋼所
混練機
1か月前
株式会社リコー
画像形成システム
4か月前
株式会社不二越
射出成形機
3日前
株式会社ニフコ
樹脂製品の製造方法
5か月前
個人
ノズルおよび熱風溶接機
2か月前
日東工業株式会社
インサート成形機
4か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社コスメック
磁気クランプ装置
2か月前
トヨタ自動車株式会社
電池の製造方法
4か月前
株式会社コスメック
磁気クランプ装置
1か月前
中川産業株式会社
防火板材の製造方法
4か月前
株式会社日本製鋼所
射出成形機
4か月前
三光合成株式会社
ガス排出供給構造体
5か月前
株式会社カネカ
再生アクリル樹脂の製造方法
5か月前
三菱ケミカル株式会社
複合物品の製造方法。
5か月前
株式会社FTS
ブローニードル
4か月前
株式会社日本製鋼所
射出成形機
4か月前
東レ株式会社
ペレット製造時の制御システム
1か月前
東レ株式会社
ポリエステルフィルムの製造方法
2日前
花王株式会社
再生樹脂の製造方法
3か月前
東レ株式会社
ゴルフクラブシャフトの製造方法
1か月前
村田機械株式会社
作業台
3か月前
タカハタプレシジョン株式会社
監視装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ