TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025030569
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023135979
出願日
2023-08-24
発明の名称
樹脂成形体と、及びその製造方法と、製造装置。
出願人
個人
代理人
主分類
B29C
44/42 20060101AFI20250228BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】発泡性樹脂をキャビティ充填後にコア・バックさせる機構を組み込んだ金型を用いて、物性の低下が少なく、表面が平滑で綺麗な、発泡倍率の高い発泡成形品を製造する方法を提供する。
【解決手段】発泡剤に加熱筒内の温度と圧力とで超臨界状態とならない物質の水を注入し、加熱筒の温度、溶融された樹脂の温度によって気化し、生成した水蒸気を加熱筒内の溶融された樹脂中に、スクリューが回転して加熱筒内に混錬などの物理的な力が働いている段階で、加圧溶解或いは微分散させ、加熱筒内の溶融樹脂に発泡性を付与させる。得られた発泡性付与されたPC系樹脂のポリマーアロイを用いて成形された発泡品の物性の低下は、無機系、有機系の化学発泡剤、アルコール類を用いた場合と比較して少ない。発泡剤に水だけを用いると発泡セルは大きくなるが、発泡予定の樹脂中に起泡核剤を用いる事で微細な発泡セルとする事が出来る。
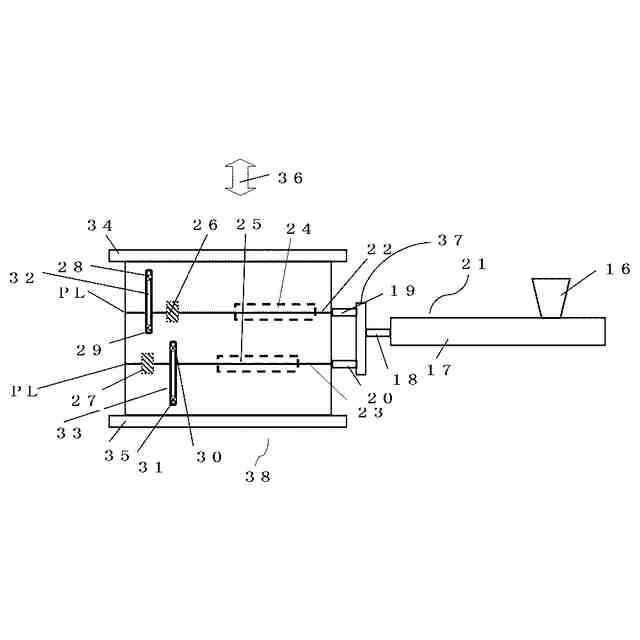
【選択図】図15
特許請求の範囲
【請求項1】
キャビティ内に発泡性樹脂、又は/及び非発泡性樹脂を充填させる工程と、
発泡性樹脂、又は非発泡性樹脂の充填の途中で、又は/及び充填完了後に、キャビティ内に充填された前記発泡性樹脂、又は/及び非発泡性樹脂の内部に、大気圧以上の圧力で加圧された大なる(高圧の)圧力のガス(気体)を注入する工程(注入の工程)と、
注入したガスを、内部に閉じ込める工程(保持の工程)と、
内部に注入した大なる圧力のガスを、注入の口から排気する工程(自然に排気する行程)と、
ガスを大気中に排気した後に、ガス注入口を成形(型)品から離し、中空部内部の残圧を大気圧と同圧力にする工程(排気回路を設けて排気する工程)と、
キャビティ内の溶融樹脂が冷却・固化が完了し、金型を開けて該成形品を取り出す工程(離型の工程)からなる、
内部に発泡層、又は/及び中空部(層)を持った樹脂成形品の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
前記請求項1記載の成形品製造方法に用いる金型には、エジェクター・プレートが2セット以上組み込まれ、一方のエジェクター・プレートには、
成形品を離型させるエジェクターピンが組み込まれ、他のエジェクター・プレートにはガスの注入ピンが組み込まれ、
ガスの注入ピンが組み込まれた他のエジェクター・プレートは、任意の時に前進・後退がなされる機構に持たせた金型装置。
【請求項3】
請求項1、請求項2の於いて、符番117、符番118、符番120から成る、
キャビティ内の溶融樹脂内に大なる圧力のガスを入れるガス注入の機構は、前進、後退が可能で、
符番117、符番118、符番120を前進させる機構と、
それを後退をさせる機構とが設けられて、それは成形機又は/及び金型内に組み込まれた機構による。
【請求項4】
前記請求項1記載の金型を成形機(射出成形機)に着床し、
請求項2記載のガスの注入ピンの前進は、成形機のエジェクター・ロットの機構によって成され、
大なる圧力のガスがキャビティ内に充填された前記発泡性樹脂、又は/及び非発泡性樹脂の内部に注入され、必要に応じて保持され、排気させた後、
前記エジェクター・ロットは後退する。このエジェクター・ロット後退によって、中空部内の気体は完全に排気され、外圧と同圧になる。
【請求項5】
前記請求項2記載のガスの注入の機構の前進、又は/及び後退は、金型内に設けられたウレタンゴム、バネ、ガススプリング、油圧、又は空圧シリンダー、その他機械的な機構によって前進・後退がなされ、その動作のプログラムは成形機内のシーケンサーに組み込まれ、組み込まれた成形機内のシーケンサーによって動作させる。
【請求項6】
シール金型を用い、金型が閉じられ、金型内に大気圧以上の圧力を持つ気体が入れられ、
気体が入れられた中に、性状が気体、又は及び液体、又は及び固体の発泡剤を用いて、発泡性を付与した発泡性樹脂をキャビティ内に充填させる工程と、
充填の途中で、又は/及び充填完了後に、キャビティ内に充填された前記発泡性樹脂の内部に、大気圧以上の圧力で加圧された大なる(高圧の)圧力のガスを注入する工程(注入の工程)と、
注入したガスを、内部に閉じ込める工程(保持の工程)と、
内部に注入した大なる圧力のガスを、注入の口から排気する工程(自然に排気する行程)と、
ガスを大気中に排気した後に、ガス注入口を成形品から離し、中空部内部の残圧を大気圧と同圧力にする工程(排気回路を設けて排気する工程)と、
キャビティ内の溶融樹脂が冷却・固化が完了し、金型を開けて該成形品を取り出す工程(離型の工程)からなる、
内部に発泡層、又は/及び中空部(層)を持った樹脂成形品の製造方法。
【請求項7】
前記請求項6に於いて非発泡性樹脂を用いた樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、23℃でそれに掛かる圧力が1気圧、所謂NPTの雰囲気で、性状が気体(ガス)又は/及び、液体又は/及び、固体の発泡剤を用いて発泡成形を行う樹脂の射出発泡成形加工に於(お)いて、
金型構造が2枚型の構造、又は3枚型以上の構造の何れかで、キャビティ内に発泡性樹脂を充填させ、モールド・バック、又は/及びコア・バックして発泡倍率の高い発泡成形品を得る手段を提供する。
続きを表示(約 4,100 文字)
【背景技術】
【0002】
特許文献1には、樹脂(プラスチック)と発泡剤とからなる成形材料をインサートが配置された型内に未充填部を残してショート・ショットし、発泡剤の発泡による膨張力で未充填部を充填する発泡成形方法が記載されている。樹脂は、母材樹脂と、母材樹脂と同種で母材樹脂より低分子量の低分子量樹脂とからなる。
特許文献2には、発泡成形に於いて表面に発生するスワール・マーク{(発泡縞模様)略号は「SM」}を抑える手段のガス・カウンター・プレッシャー(略号は「GCP」)法と、その金型構造が説明され、U字形状のOリングの使用が記載されている。
特許文献3には、液体を用いた発泡成形は記載され、十分な説明がなされているが、PC、PC系樹脂のポリマーアロイの発泡成形に用いる有用な発泡剤は水だけである事と、起泡核剤を用いての発泡セルの微細化は、実施例などを用いて具体的には示されていない。
特許文献4、特許文献5、特許文献6、特許文献7には、エジェクターピンを荷重式Oリングを用いてシールする手段は記載されているが、スライド・コアの為の傾斜ピンを入子などを用い固定し、その入子をボルトで更に固定して、傾斜コアのロットを荷重式Oリングでシールする具体的な手段は記載されていない。
特許文献4、特許文献5、特許文献6、特許文献7には、モールド・バック、コア・バックを用いての発泡倍率を高める手段の説明はあるが、3枚型以上の構造の金型ではPLを先に開かなければ発泡倍率を高める事は出来ない。PLにバネなどを用いて、配置して強制的にPLが先に開く事が必要な構造の記載はされていない。又先にストリッパー・プレートを開き、ピンゲートをカットしてから、PLを開きモールド・バック、コア・バックを実施する場合にストリッパー・プレートにも、そしてPLにもバネなどを入れPLも一定量(距離)を金型後退が可能な金型構造は示されていない。
特許文献4、特許文献5、特許文献6、特許文献7には、エジェクター・プレートを2セット用い、押出す軸体であるエジェクターピンを配置するプレートと、流体加圧前に後退する外筒が配されたエジェクター・プレートを持つ金型構造は、圧空成形での金型装置として示されている。圧空成形では成形品の中にガスが入りとダメ(No Good)で、金型と樹脂との隙間に加圧流体が入る様(よう)に、流体加圧前に外筒を後退させ、空間を作り、その中に加圧流体を入れる事で加圧流体の圧力が分散され中空とならない事は示されているが、加圧流体を成形品の中に入れ、中空部を作り、中空部の中から加圧する所謂中空成形で、十分加圧後に、中空部内部の加圧流体は不要、残圧を完全になくす目的で、ガス注入ピン(内部に中空部を形成させる流体加圧ピン、流体加圧の用いるピン)を後退させ、一気に排気する事で残圧をなくす手段は、中空成形での課題である膨れ、bトが簡単に、然も確実に解決する事は示されていない。
三菱ガス化学(株)の中空成形ではシンプレスノズルと言う油圧シリンダーを持たせたガス注入のノズルの構造(シンプレスノズル)が示されているが、油圧シリンダーが邪魔になって所望する場所での、ガス注入が出来ない。或いは複数の場所からのガス注入が必要な場合には、金型のエジェクターピンの設置が、前記が油圧シリンダーを持たせたガス注入ノズルが邪魔になって制約が大きい。
【先行技術文献】
【特許文献】
【0003】
特開平08-103919号公報
特開平11-216748号公報
国際公開第2003/026357号公報
国際出願番号PCT/JP2015/062611号公報
国際出願番号PCT/JP2015/069216号公報
国際出願番号PCT/JP2016/086380号公報
国際出願番号PCT/JP2020/15536号公報
【発明の開示】
【0004】
(発明が解決しようとする課題)
本発明の課題は、高い発泡倍率の発泡成形品を得るには、キャビティに発泡性樹脂を充填後にモールド・バック、コア・バックをして、キャビティを開ける必要がある。
(課題を解決するための手段)
【0005】
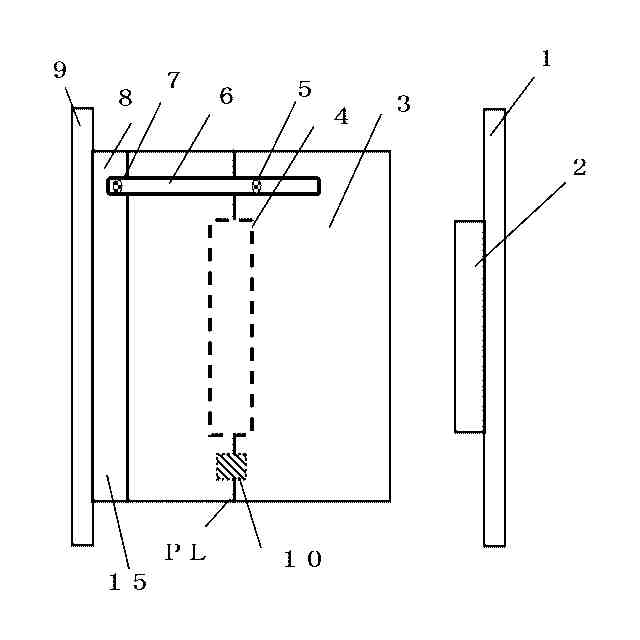
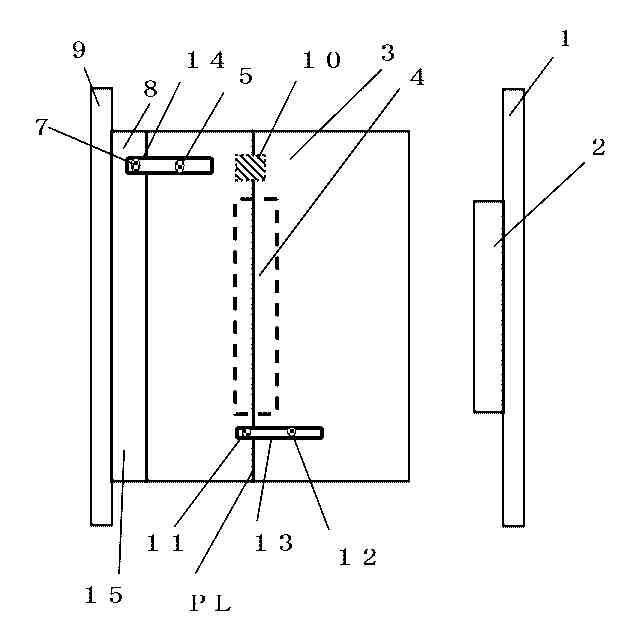
モールド・バック、コア・バックをした時に金型のPLを強制的に開ける機構(先型開機構、金型開機構、型開機構)を、金型に組み込んだ。
【発明の開示】
発明の構成、作用、効果
【0006】
(構成)
溶融樹脂の中のガスは、排気弁を開け自然にガス排気するには時間が掛かるので生産性が低下し、経済的ではない。残圧が残ったままで、金型を開くと、膨れ、バースト (破裂)が発生する。ガス注入ピン120の先端部143をボス123から離す事で、新たな排気回路が作られ中空部内に残った中空部を形成させたガスを、排気し、中空部内を大気圧と同圧力にする(出来る。)。
尚本発明言う「又は/及び」とは、又はA、Bの何れかの場合を示し、「及び」とはAとBと共にある事を示している。又「/」は又は、及びを区別する記号である。
又発泡成形の場合はガス・カンター・プレッシャー(GCP)法をアウター(溶融樹脂の外から、外側から、外から、成形品の外から、外側から、外から、)GCP{;シール金型を用い、キャビティ内を予め大気圧以上の圧力で加圧しておく事で、本発明の中で単に「GCP」とはこのアウターGCP(O-GCP)を示す。}と、インナー(;溶融樹脂の中から、内側から、内から、成形品の中から、内側から、内から、)GCPに区別している。発泡性樹脂を用いて内部に一旦中空部を形成し、中空部内のガスを排気する事で発泡性樹脂は中空部の中に向かって発泡が始まり、内部中空部の一部、又は全部が発泡層で満たされる。これをインナーGCP(I-GCP)と言う。
図25に示す本発明の金型の構造は、特許文献6の国際出願番号PCT/JP2016/086380号公報(以下「特許文献6」と称す。)の図55、図65、図66、図67、図72などと似ているが、特許宇文献6は成形の方法が、圧空成形であり、此処に本発明の中空成形とは異なる事を説明し、記載して於く。本発明は成形品の中に大なる圧力のガスを入れる中空成形の金型(図25)である。中空成形だけならば、符(附、付)番69、72、102、103などのOリングを設ける必要はない。本発明ではGCPを行い、且つ中空成形を行う事としてのでこれ等のOリングを用いてシール金型とした。勿論の事69・・103などOリングを配した金型であっても中空成形の実施は出来る。一方特許文献6の図55、図65、図66、図67、図72などの金型は樹脂と金型との隙間に大なる圧力の気体を入れて、その気体の圧力で加圧する圧空成形の金型であるので、特許文献6の図55の符番226は先に下がって、ガス噴出部に先に小空間を作 (造)り、その中に大なる圧力のガスを入れるので、中空成形(;成形品の中に大なる圧力のガスは入らない。)にはならない。中空成形になっては圧空成形を行う事の目的に反するので、中空成形にならない工夫が特許文献6の図55、図65、図66、図67、図72などで詳細に示してある。一方本発明の図25には成形空間内に充填された溶融樹脂の中に、大なる圧力のガスを入(注入)れる為に工夫が符番123のボスである。符番117、118、120などから成る機構は、中空成形を行った後に中空部内の残ったガスを完全に排気し、残圧をゼロとする為に行うので、特許文献6とは全く動作、目的、作用・効果が違う事、で、特許文献6と本発明とのその差違を示した。尚「大なる圧力」とは、大気圧以上の圧力を持つ気体である。
【0007】
(作用・効果)
前記記載の第1発明は、中空部を形成した大なる圧力のガスが中空部内に残ったまま、金型を開くと、成形品には膨れ、バーストが生じるので、ガスの注入口(例えば120の先端部143を、)を成形品の123から離して、新たに排気の回路を作り、排気し、中空部内のガスの圧力を大気圧と同圧力とする事で、膨れ、バーストのない内部に中空部を持った中空成形品が得られる。
【0008】
発泡性樹脂を用いた発泡成形の場合には、内部中空部の大なる圧力にガスを排気する事で、内部中空部は冷却・固化が進んでいないので、中空部に発泡層が形成される。これを「インナーGCP」と言う。
【0009】
発泡性樹脂を用いモールド・バック、コア・バックを行う発泡成形の場合も、内部から大なる圧力のガスで加圧(インナーGCPを行えば、)すれば、金型から離れず、型再現性が高まる(向上する。Upする。)と言う作用・効果を奏する。
【0010】
(構成)
前記記載の第2発明は、キャビティ内の発泡性樹脂、又は/及び非発泡性樹脂を充填させる工程の前に符番117、符番118と、符番120からなる、ガスの注入と、排気の機構(例えば符番117、118、120など、143などで、以下「ガス注入の機構」と言う。)はエジェクター・ロットによって、或いは金型に組み込まれた油圧、又は空圧シリンダー、モーターなどの機構を用いて前進・後退がなされる。キャビティ内に溶融樹脂を充填させる時は、前記ガス注入の機構は先に前進し、符番120は符番123(;溶融樹脂の充填前は空間。)の中に入り込んだ状態にする。溶融樹脂が充填され、必要に応じて遅延時間を取った後、溶融樹脂の中に大なる圧力のガスが入れられ、中空が形成される。この時間を「注入時間」と言う。この時に注入する圧力と注入の時間は、使用する樹脂の種類、成形品の形状、成形条件などのよって可変させ、最適な設定値で注入される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5か月前
CKD株式会社
型用台車
4か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
プリプレグテープ
7か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
7か月前
グンゼ株式会社
ピン
4か月前
個人
射出ミキシングノズル
7か月前
日機装株式会社
加圧システム
16日前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
3か月前
株式会社シロハチ
真空チャンバ
6か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社FTS
成形装置
4か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
3か月前
東レ株式会社
炭素繊維シートの製造方法
22日前
株式会社不二越
射出成形機
1か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
画像形成システム
5か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
トヨタ自動車株式会社
真空成形装置
8日前
日東工業株式会社
インサート成形機
5か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
個人
ノズルおよび熱風溶接機
4か月前
株式会社リコー
シート処理システム
8か月前
株式会社日本製鋼所
射出成形機
6か月前
三菱ケミカル株式会社
複合物品の製造方法。
7か月前
株式会社日本製鋼所
射出成形機
5か月前
株式会社コスメック
磁気クランプ装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































