TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025029795
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023134622
出願日
2023-08-22
発明の名称
混合溶融装置
出願人
株式会社放電精密加工研究所
代理人
個人
,
個人
主分類
B29B
7/40 20060101AFI20250228BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 混合容器内の流体量を調整することができる混合溶融装置を提供する。
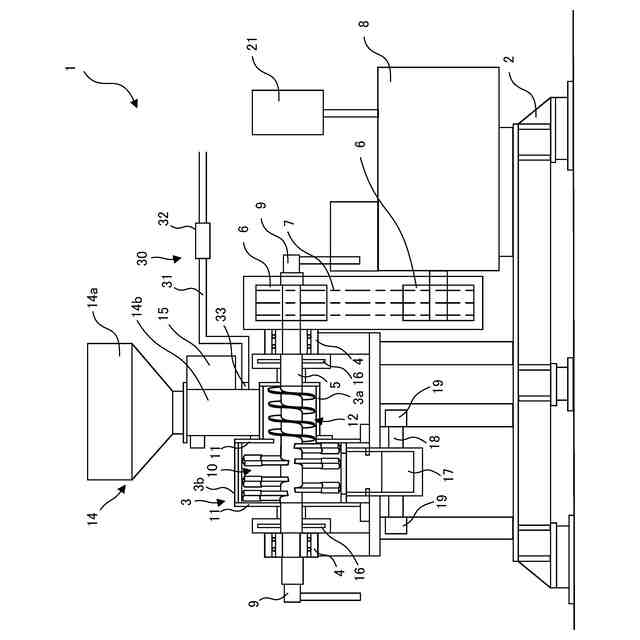
【解決手段】 混合溶融装置1は、駆動力を発生するモーター8と、モーター8によって回転する回転軸5と、回転軸5の軸方向の一方側の外周に形成された螺旋状の供給スクリュー12と、回転軸5の軸方向の他方側の外周に形成された複数の羽根部材10と、材料が投入される材料投入部14と、材料投入部14の下方に連結され、回転軸5が貫通し、材料投入部14に投入された材料を粉砕、混合及び溶融する混合容器3と、材料投入部14又は混合容器3に流体を供給する流体供給部30と、を備える。
【選択図】 図1
特許請求の範囲
【請求項1】
駆動力を発生するモーターと、
前記モーターによって回転する回転軸と、
前記回転軸の軸方向の他方側の外周に形成された複数の羽根部材と、
材料が投入される材料投入部と、
前記材料投入部の下方に連結され、前記回転軸が貫通し、前記材料投入部に投入された材料を混合及び溶融する混合容器と、
前記材料投入部又は前記混合容器に流体を供給する流体供給部と、
を備える
混合溶融装置。
続きを表示(約 530 文字)
【請求項2】
前記流体供給部は、
供給管と、
前記供給管の先端に設置され、前記流体を供給する流体供給部材と、
を有する
請求項1に記載の混合溶融装置。
【請求項3】
前記流体供給部は、複数の前記流体供給部材を有する
請求項2に記載の混合溶融装置。
【請求項4】
前記流体供給部材は、前記流体をミスト噴射するノズル又はシャワーである
請求項2に記載の混合溶融装置。
【請求項5】
前記流体供給部は、
前記供給管の途中に設置され、前記流体の流量を調整する流量制御部
をさらに有する
請求項2に記載の混合溶融装置。
【請求項6】
冷却水を循環させることにより前記混合容器を冷却する冷却部をさらに備え、
前記冷却部は、
前記混合容器の周壁中に連続して形成した通水路を有し、
前記通水路と前記供給管を連通し、前記流体として前記冷却水を用いる
請求項2に記載の混合溶融装置。
【請求項7】
前記流体として空気、水道水、冷水、温水又は熱水を用いる
請求項1に記載の混合溶融装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、材料を混合し溶融する混合溶融装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
近年、大気中の二酸化炭素濃度が上昇し、地球温暖化等の気候変動が問題化している。地球温暖化等の環境異常を抑制し、且つ、枯渇の危険がある化石資源の使用を減らすため、バイオ技術を有効に活用した再生可能な資源であるバイオマスの活用が進められている。バイオマス材料の製造について、木質系フィラー材料、潤滑剤、熱可塑性樹脂原料、及び酸素変性剤から木質系複合樹脂材料を形成する技術が開示されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許4598194号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載された混合粉砕装置では、混合容器内部の流体量の調整をすることについては何ら記載されていない。したがって、融合前に水を添加するには、投入前の材料に添加しなければならず、投入時に投入経路に材料が付着するなど、投入不良が生じる可能性がある。また、融合後に水を添加することができず、融合した材料を排出する前に冷却することができない。そのため、融合した材料の排出不良及び融合炉内に融合剤が残り、清掃の頻度が増加し、運用効率が悪かった。
【0005】
本発明は、上述した課題に鑑み、混合容器内の流体量を調整することができる混合溶融装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本実施形態の混合溶融装置は、
駆動力を発生するモーターと、
前記モーターによって回転する回転軸と、
前記回転軸の軸方向の一方側の外周に形成された螺旋状の供給スクリューと、
前記回転軸の軸方向の他方側の外周に形成された複数の羽根部材と、
材料が投入される材料投入部と、
前記材料投入部の下方に連結され、前記回転軸が貫通し、前記材料投入部に投入された材料を粉砕、混合及び溶融する混合容器と、
前記材料投入部又は前記混合容器に流体を供給する流体供給部と、
を備える。
【発明の効果】
【0007】
本発明の混合溶融装置によれば、混合容器内の流体量を調整することができる。
【図面の簡単な説明】
【0008】
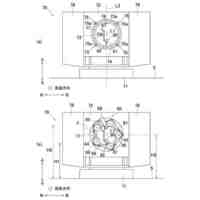
本実施形態の混合溶融装置の正面図を示す。
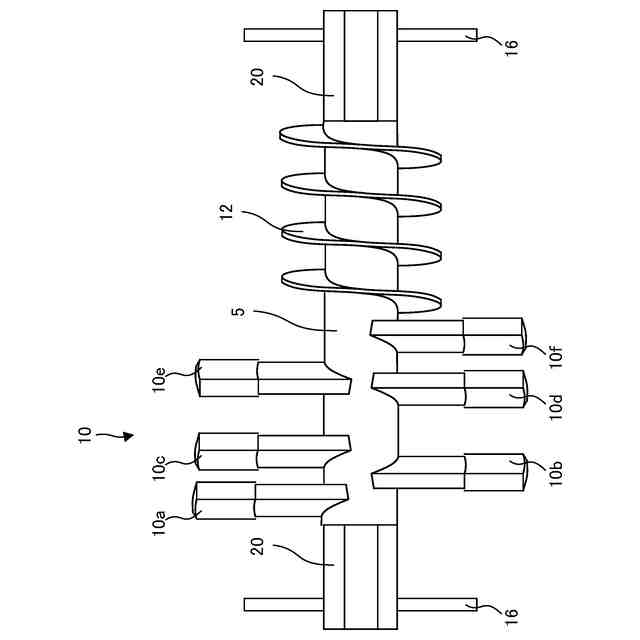
本実施形態の混合溶融装置における回転羽根軸の部分拡大図を示す。
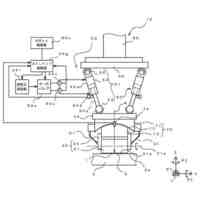
本実施形態の混合溶融装置のシステム全体のスケルトンブロック図を示す。
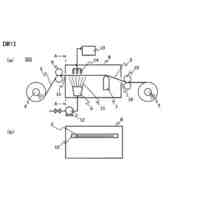
第1実施形態の混合溶融装置の流体供給構造の正面図を示す。
第1実施形態の混合溶融装置の流体供給構造の側面図を示す。
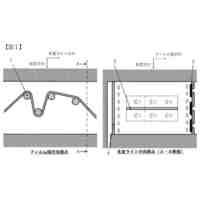
第2実施形態の混合溶融装置の流体供給構造の正面図を示す。
第3実施形態の混合溶融装置の流体供給構造の正面図を示す。
第3実施形態の混合溶融装置の流体供給構造の側面図を示す。
【発明を実施するための形態】
【0009】
本実施形態の混合溶融装置について、図面を用いて具体的に説明する。
【0010】
図1は、本発明の実施形態の混合溶融装置1を示す正面図である。図2は、本実施形態の混合溶融装置1における羽根部材10及び供給スクリュー12を示す部分拡大図である。図3は、本実施形態の混合溶融装置1のシステム全体を示すスケルトンブロック図である
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
3か月前
シーメット株式会社
光造形装置
3か月前
個人
射出ミキシングノズル
6か月前
東レ株式会社
フィルムの製造方法
23日前
グンゼ株式会社
ピン
4か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社FTS
成形装置
3か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社不二越
射出成形機
5日前
株式会社神戸製鋼所
混練機
1か月前
株式会社FTS
セパレータ
2か月前
株式会社不二越
射出成形機
6日前
株式会社不二越
射出成形機
11日前
株式会社リコー
画像形成システム
4か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
個人
ノズルおよび熱風溶接機
3か月前
日東工業株式会社
インサート成形機
4か月前
株式会社FTS
ブローニードル
4か月前
中川産業株式会社
防火板材の製造方法
4か月前
トヨタ自動車株式会社
電池の製造方法
4か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社日本製鋼所
射出成形機
5か月前
株式会社カネカ
再生アクリル樹脂の製造方法
6か月前
株式会社コスメック
磁気クランプ装置
3か月前
東レ株式会社
ペレット製造時の制御システム
1か月前
株式会社コスメック
磁気クランプ装置
1か月前
住友重機械工業株式会社
金型装置
2か月前
村田機械株式会社
作業台
4か月前
東レ株式会社
被膜除去装置および被膜除去方法
4か月前
東レエンジニアリング株式会社
テープ貼付装置
6か月前
東レ株式会社
ポリエステルフィルムの製造方法
10日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ