TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024145631
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023058068
出願日
2023-03-31
発明の名称
テープ貼付装置
出願人
東レエンジニアリング株式会社
代理人
主分類
B29C
70/38 20060101AFI20241004BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】押圧部が被貼付面から離間している間にパラレルリンク機構が暴れることを防ぐことができるテープ貼付装置を提供する。
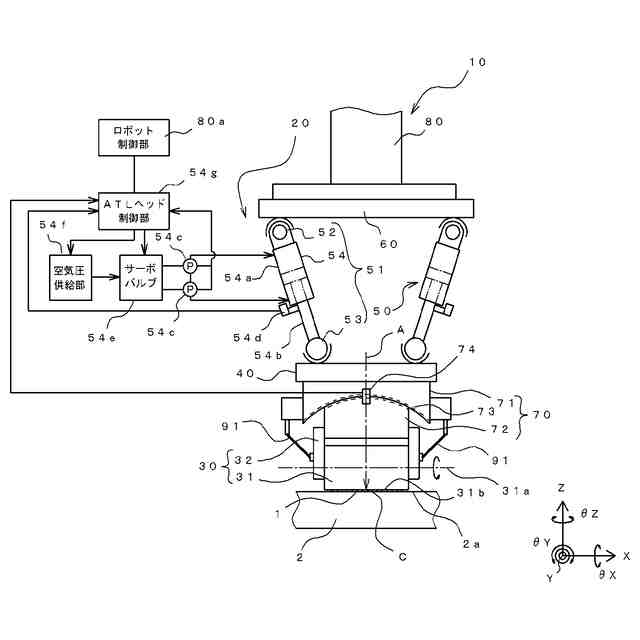
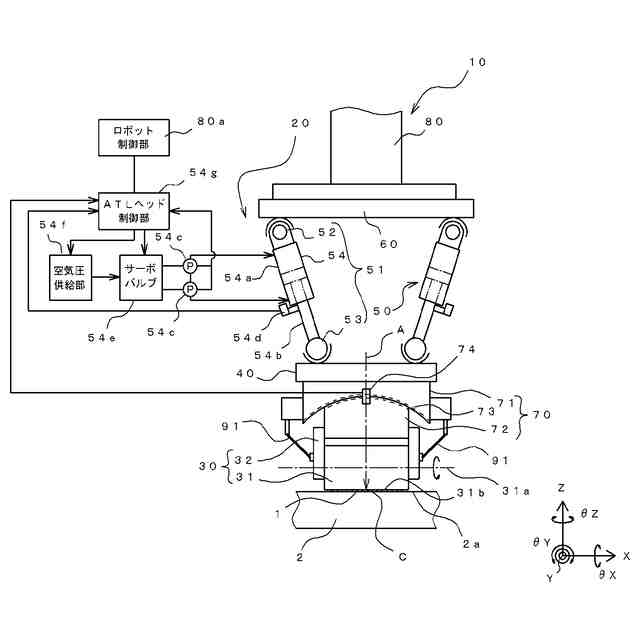
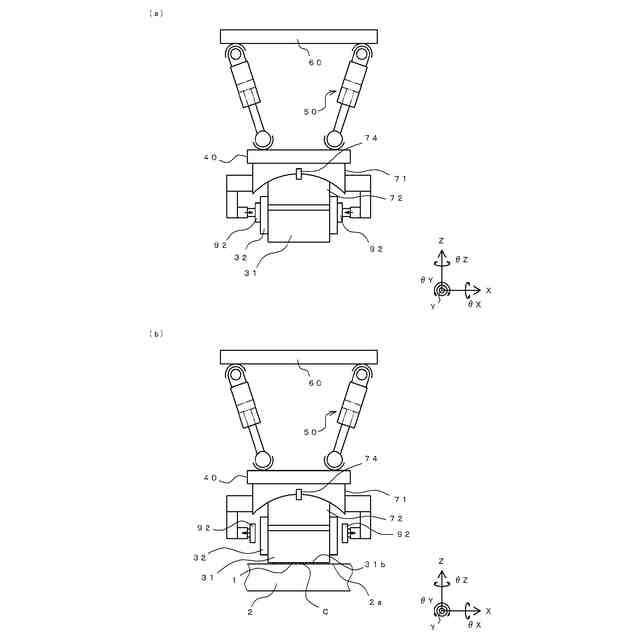
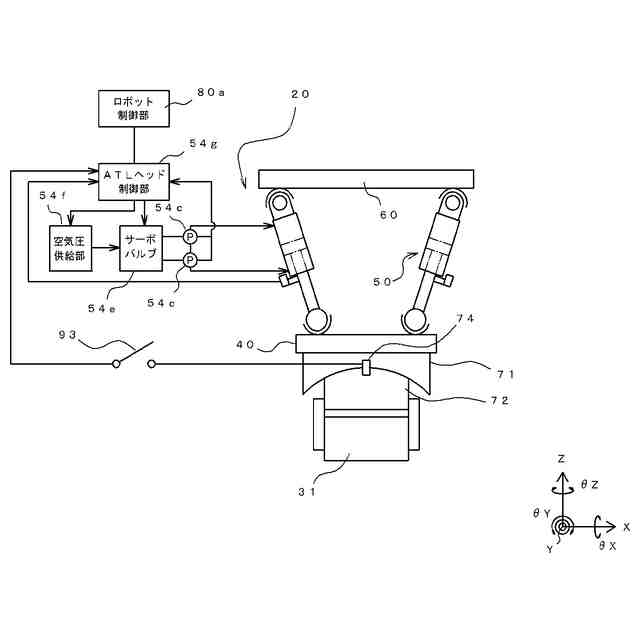
【解決手段】パラレルリンク機構50がエンド部40を変位させることと押圧部30がテープ1を介して被貼付面2aに押し当てられるにともなって回動することによって押圧部30の押圧位置及び/又は押圧姿勢を被貼付面2aの形状に倣わせるように動作し、制御部54gが回動機構70の姿勢を検知してパラレルリンク機構50の動作に反映させるための姿勢検出部74と、押圧部30が被貼付面2aから離間している間は回動機構70の姿勢が変化することを制御部54aが検知することを抑制する離間時検知抑制機構と、をさらに有する。
【選択図】図1
特許請求の範囲
【請求項1】
被貼付面上にテープを所定の貼付方向に貼り付けるテープ貼付装置であって、
テープを前記被貼付面との間に挟持、押圧しつつテープを前記被貼付面に貼り付けるための押圧部と、
前記押圧部を保持し、所定の回動軸周りに前記押圧部を回動させる回動機構と、
前記回動機構を保持するエンド部と、
前記エンド部を変位させるパラレルリンク機構と、
を有する貼付ヘッドと、
前記パラレルリンク機構の動作を制御する制御部と、
を備え、前記パラレルリンク機構が前記エンド部を変位させることと前記押圧部がテープを介して前記被貼付面に押し当てられるにともなって回動することによって前記押圧部の押圧位置及び/又は押圧姿勢を前記被貼付面の形状に倣わせるように動作し、
前記制御部が前記回動機構の姿勢を検知して前記パラレルリンク機構の動作に反映させるための姿勢検出部と、
前記押圧部が前記被貼付面から離間している間は前記回動機構の姿勢が変化することを前記制御部が検知することを抑制する離間時検知抑制機構と、をさらに有することを特徴とするテープ貼付装置。
続きを表示(約 280 文字)
【請求項2】
前記離間時検知抑制機構は、前記回動機構を回動方向の両側から引っ張るスプリングであることを特徴とする、請求項1に記載のテープ貼付装置。
【請求項3】
前記離間時検知抑制機構は、前記回動機構を挟持して前記回動機構が回動することを制止するクランプ機構であることを特徴とする、請求項1に記載のテープ貼付装置。
【請求項4】
前記離間時検知抑制機構は、前記押圧部が前記被貼付面から離間している間は前記回動機構の姿勢に基づく信号を無効にする信号無効化機構であることを特徴とする、請求項1に記載のテープ貼付装置。
発明の詳細な説明
【技術分野】
【0001】
本発明はテープを被貼付面に貼り付けることにより、繊維強化プラスチック(FRP)成形品などを製造する際に用いられるテープ貼付装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
予め樹脂が含浸された炭素繊維等の繊維束をテープ状に成形したもの(プリプレグテープ、UDテープなどとも呼ぶ)を被貼付面に貼付けてゆくことで、所望の形状をした繊維強化プラスチック(FRP:Fiber Reinforced Plastics)成形品を製造する方法が知られている。
【0003】
これらの製法は、ATL(Auto Tape Layup)、AFP(Auto Fiber Placement)など種々の称呼があるが、これらは厳密に区別されているものでない。本明細書に於いては、テープを押圧しながら被貼付面に貼付けていく製法を総称してATLと呼び、その装置(テープ貼付装置)をATL装置と呼ぶこととする。
【0004】
従来のATL装置の一例が下記の特許文献1に開示されている。
【0005】
特許文献1記載のATL装置は、多関節ロボットのアーム先端にATLヘッドが取り付けられている。前記ATLヘッドは、テープを保持搬送するフィーダー、テープ及び/又はワークの被貼付面を加熱するヒータ、及びテープを被貼付面に貼り付ける押圧ローラを含んで構成されている。
【0006】
前記ワークは、例えば、熱可塑性樹脂の射出成型品であって、様々な形状(3次元形状)を有しており、設計上の形状、寸法に対して形状誤差を有していることが多い。
【0007】
そのため、特許文献1に開示されたような前記多関節ロボットによる前記ATLヘッドの姿勢制御では、前記押圧ローラによる前記ワークの被貼付面への押圧が不十分な箇所が生じたりして、押圧状態にばらつきが生じることがあり、前記被貼付面に対する押圧ローラの押圧状態を一定に保つことが難しいという課題があった。
【0008】
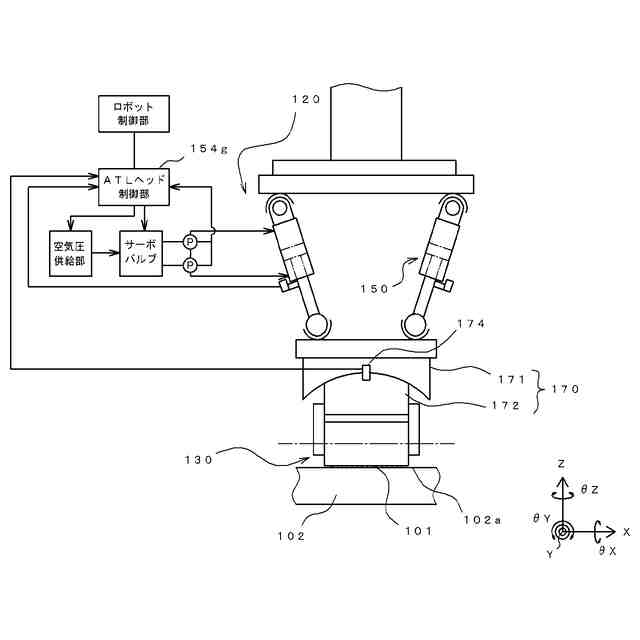
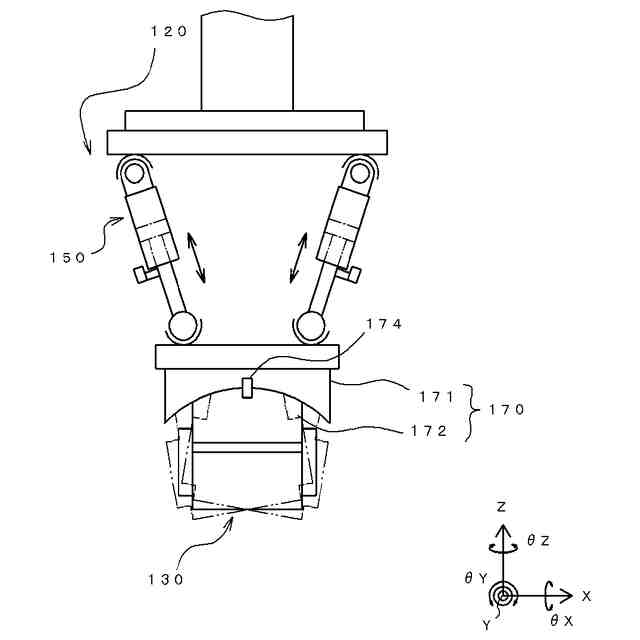
係る課題を解決するために本出願人らは、下記の特許文献2に開示されたATL装置を提案した。特許文献2記載のATL装置は、図6に示すように、ATLヘッド120が、押圧部130と、パラレルリンク機構と150を備えた構成となっている。また、パラレルリンク150と押圧部130との間には、たとえばゴニオステージといった回動機構170が設けられている。
【0009】
特許文献2記載のATL装置によれば、パラレルリンク機構150の動作制御により、ワーク102の被貼付面102aにテープ101を押し付ける押圧部130の押圧位置及び/又は押圧姿勢を被貼付面102aの形状に倣うように動作させることが可能となる。また、ワーク102が幾らかの形状誤差を有している場合であっても、押圧部130が押しつけられた際に回動機構170においてガイド部171に対して摺動部172が回動することによって、押圧部130を確実に被貼付面102aに倣わせることができるため、被貼付面102aに対する押圧部130の押圧状態を一定に保つことが可能となり、テープ101の貼付性能を高めることが可能となった。
【先行技術文献】
【特許文献】
【0010】
特開2018-149730号公報
特願2022-040026
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
4か月前
個人
射出ミキシングノズル
7か月前
グンゼ株式会社
ピン
4か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
7か月前
日機装株式会社
加圧システム
17日前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
3か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社FTS
成形装置
4か月前
株式会社FTS
セパレータ
3か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
1か月前
東レ株式会社
炭素繊維シートの製造方法
23日前
TOWA株式会社
成形型清掃用のブラシ
7か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社リコー
画像形成システム
5か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
2か月前
トヨタ自動車株式会社
真空成形装置
9日前
株式会社ニフコ
樹脂製品の製造方法
6か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
日東工業株式会社
インサート成形機
5か月前
株式会社リコー
シート処理システム
8か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
個人
ノズルおよび熱風溶接機
4か月前
株式会社FTS
ブローニードル
5か月前
東レ株式会社
ペレット製造時の制御システム
2か月前
豊田鉄工株式会社
接合体及び接合方法
7か月前
株式会社コスメック
磁気クランプ装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































