TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025025433
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023130179
出願日
2023-08-09
発明の名称
処理材の製造方法および処理材
出願人
株式会社日立製作所
,
日本軽金属株式会社
代理人
弁理士法人第一国際特許事務所
主分類
B23K
20/12 20060101AFI20250214BHJP(工作機械;他に分類されない金属加工)
要約
【課題】小さい工数で応力腐食割れに対する耐性を高めることができる処理材の製造方法および処理材を提供する。
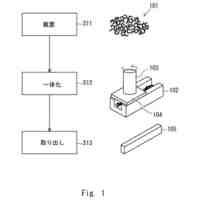
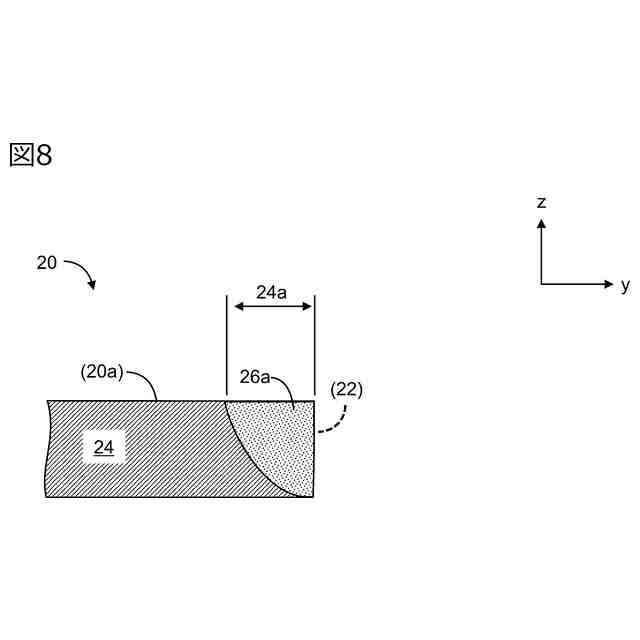
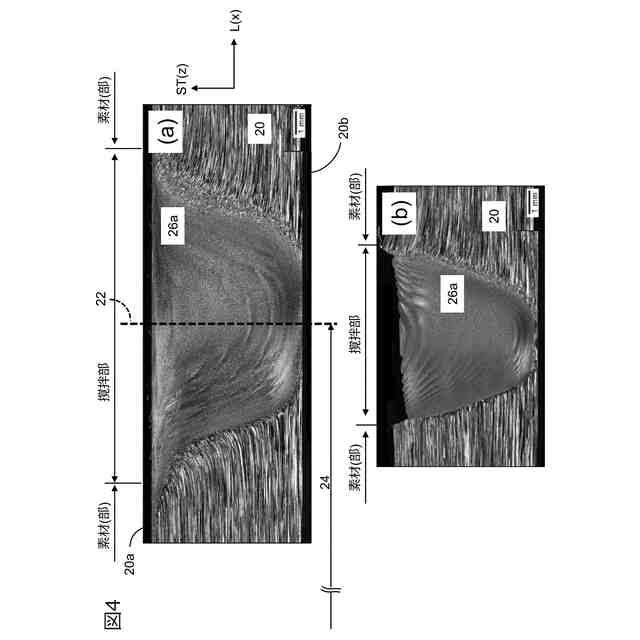
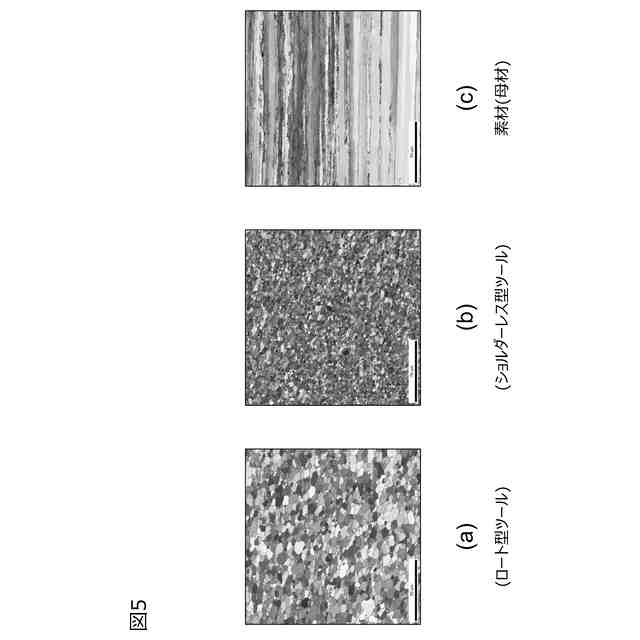
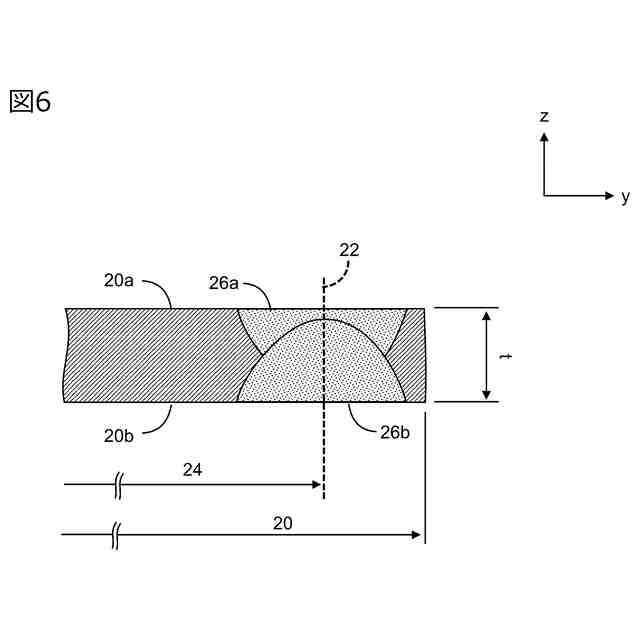
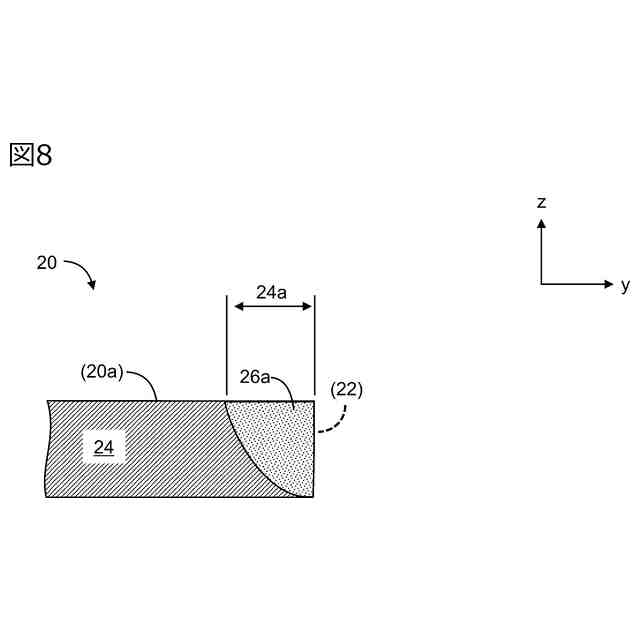
【解決手段】素材に摩擦撹拌処理を施して撹拌部を形成する第1ステップと、前記撹拌部に沿って前記素材から処理材を切り出す第2ステップと、を有する製造方法から製造される処理材は、中央部が結晶粒が層状に並んだ組織を有し、周縁部の組織は、前記中央部の組織より微細再結晶化されている。
【選択図】図8
特許請求の範囲
【請求項1】
処理材の製造方法において、
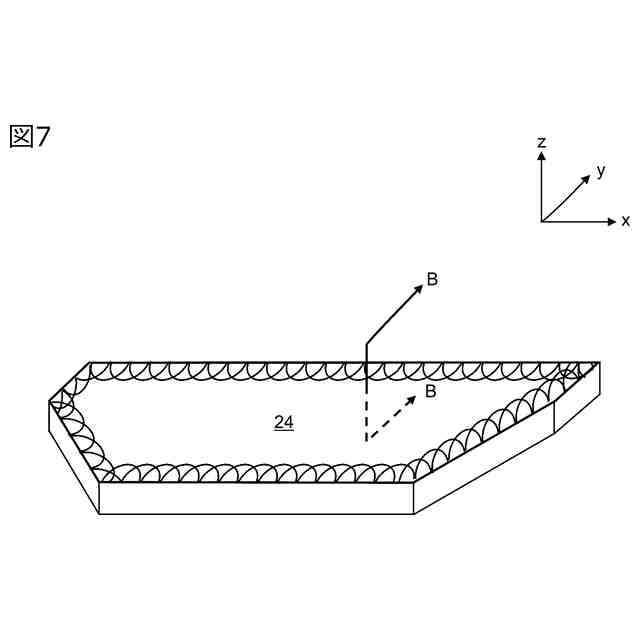
素材に摩擦撹拌処理を施して撹拌部を形成する第1ステップと、
前記撹拌部に沿って前記素材から処理材を切り出す第2ステップと、
を有すること、
を特徴とする処理材の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の処理材の製造方法において、
前記撹拌部が前記素材の厚さ方向に所定の範囲まで形成されているか否かを判断する第3ステップを有し、所定の範囲まで形成されていないと判断した場合、前記第1ステップにて摩擦撹拌処理を施した一方の面とは反対側の他方の面から前記一方の面に向かって摩擦撹拌処理を施して撹拌部を形成すること、
を特徴とする処理材の製造方法。
【請求項3】
請求項1に記載の処理材の製造方法において、
前記撹拌部の硬度が所定の硬度であるか否か判断する第4ステップを有し、所定の硬度であると判断したときに前記第2ステップを実行すること、
を特徴とする処理材の製造方法。
【請求項4】
請求項1に記載された製造方法によって製造された処理材において、
前記処理材は、前記第2ステップにより切り出された外縁部において、微細再結晶組織である前記撹拌部が露出すること、
を特徴とする処理材。
【請求項5】
請求項4に記載された処理材において、
前記撹拌部と他部品とが溶接されていること、
を特徴とする処理材。
【請求項6】
請求項5に記載される処理材において、
前記素材が7000系のアルミニウム合金であること
を特徴とする処理材。
【請求項7】
同一の素材から形成された、中央部及び前記中央部に連続する周縁部、を有する処理材において、
前記中央部は、結晶粒が層状に並んだ組織を有し、
前記周縁部の組織は、前記中央部の組織より微細再結晶化されており、
微細結晶化された組織が前記処理材の外縁部に露出すること、
を特徴とする処理材。
【請求項8】
請求項7に記載される処理材において、
前記処理材が7000系のアルミニウム合金であること、
を特徴とする処理材。
【請求項9】
請求項8に記載される処理材において、
前記周縁部の硬度は、前記中央部の硬度の85から95%の範囲であること、
を特徴とする処理材。
【請求項10】
請求項7に記載される処理材において、
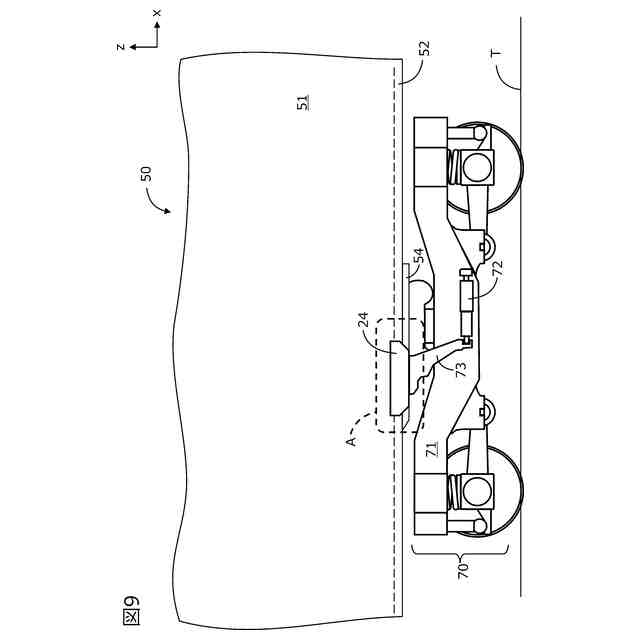
前記処理材は、鉄道車両の側構体と、側梁と、枕梁と、に跨る態様で備えられ、前記処理材の周縁部が、前記側構体と前記側梁と前記枕梁の少なくとも一つと溶接部を介して接合されること、
を特徴とする処理材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、処理材の製造方法及び処理材に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
高速鉄道車両、例えば新幹線(登録商標)の速度向上に伴って車両の軽量化が進められており、従来の車両構体に用いられた鉄材に代えて、軽量化に優れるアルミニウム合金の適用が検討され、例えば200系新幹線車両以降の車両構体の全体にアルミニウム合金が使われている。
【0003】
アルミニウム合金(例えば、6000系)は、押出性を含めて加工が容易で、熱処理によって性質を調整することができるという利点があるものの、熱伝導率が大きいことや溶接する際にアルミニウム合金表面に形成される酸化被膜を除去する必要があるなど、鉄材に比較して一般的に溶接が難しいという欠点もある。
【0004】
このため、西暦2000年以降、接合する部材の突き合わせ部に回転ツールを圧入するとともに接合線に沿って回転ツールを移動することによって、入熱量の小さい摩擦撹拌接合(FSW)を用いて、鉄道車両構体等に代表される大型構造物が製造されるようになった(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特開平11-090655号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、アルミニウム合金製の大型構造物を構成する構造材の内、高い荷重を負担する箇所に、高強度アルミニウム合金(例えば、7000系)を構造材として採用したり、補強部材として利用することがある。7000系のアルミニウム合金は、静的強度や疲労強度に優れることから構造材や補強部材として用いた場合に大きな軽量化効果が得られる一方で、応力腐食割れ(SCC;Stress Corrosion Cracking)を考慮した設計や後処理が要求されている。
【0007】
本発明の目的は、小さい工数で応力腐食割れに対する耐性を高めることができる処理材の製造方法および処理材を提供することにある。
【課題を解決するための手段】
【0008】
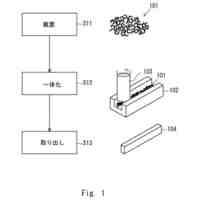
上記課題を解決するために、代表的な本発明の処理材の製造方法の一つは、
素材に摩擦撹拌処理を施して撹拌部を形成する第1ステップと、
前記撹拌部に沿って前記素材から処理材を切り出す第2ステップと、
を有すること、により達成される。
【0009】
代表的な本発明の処理材の一つは、
同一の素材から形成された、中央部及び前記中央部に連続する周縁部、を有する処理材において、
前記中央部は、結晶粒が層状に並んだ組織を有し、
前記周縁部の組織は、前記中央部の組織より微細再結晶化されており、
微細結晶化された組織が前記処理材の外縁部に露出すること、により達成される。
【発明の効果】
【0010】
本発明によれば、小さい工数で応力腐食割れに対する耐性を高めることができる処理材の製造方法および処理材を提供することができる。
上記した以外の課題、構成及び効果は、以下の実施形態の説明により明らかにされる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
1か月前
株式会社FUJI
工作機械
6日前
個人
複合金属回転式ホーン
1か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
積層造形溶接方法
10日前
株式会社ツガミ
工作機械
1か月前
株式会社トーキン
溶接用トーチ
1か月前
トヨタ自動車株式会社
検査方法
1か月前
トヨタ自動車株式会社
取付装置
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社ナベヤ
締結装置
10日前
株式会社オーエム製作所
工作機械
1か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車研削盤
18日前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社関本管工
エルボ管保持装置
1か月前
トヨタ自動車株式会社
銅線の接合方法
10日前
DMG森精機株式会社
工作機械
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
10日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
株式会社不二越
管用テーパタップ
3日前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社不二越
インタラップタップ
10日前
トヨタ自動車株式会社
銅切削屑の一体化方法
1か月前
トヨタ自動車株式会社
歯車の加工方法
3日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
1か月前
トヨタ自動車株式会社
銅切削屑の一体化方法
1か月前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
10日前
株式会社神戸製鋼所
溶接継手の製造方法
1か月前
株式会社TMEIC
超音波振動接合装置
1か月前
西部電機株式会社
浸漬式ワイヤ放電加工機
1か月前
戸田建設株式会社
継杭溶接用防雨・防風ユニット
25日前
株式会社BRAING
クランプ装置
17日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ