TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025198
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129769
出願日
2023-08-09
発明の名称
レーザ・アークハイブリッド溶接装置
出願人
ゼオンノース株式会社
代理人
個人
主分類
B23K
26/348 20140101AFI20250214BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ブローホールの発生を低減し、健全な溶接品質を得ることができる、レーザ・アークハイブリッド溶接装置を提供する。
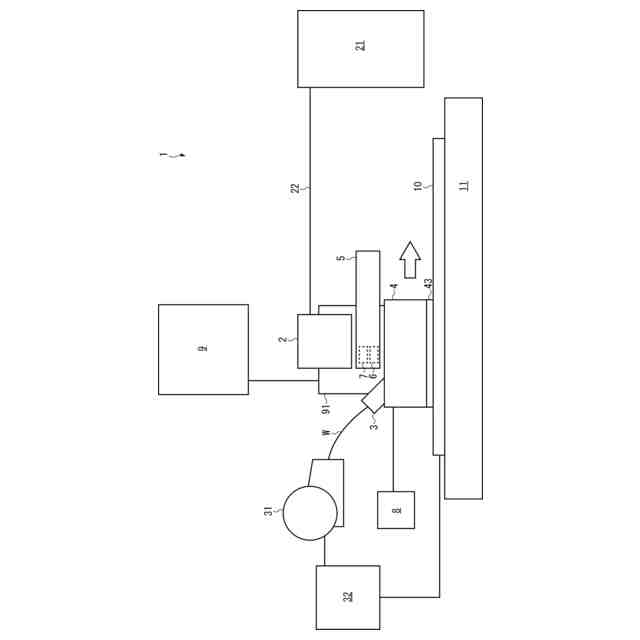
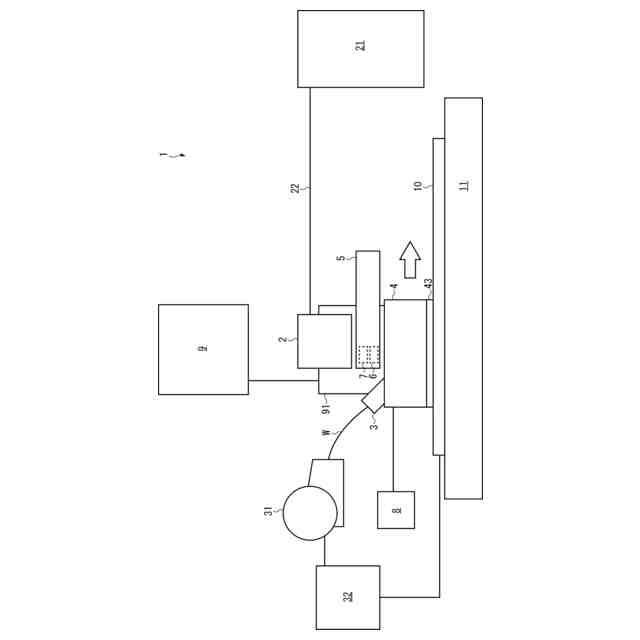
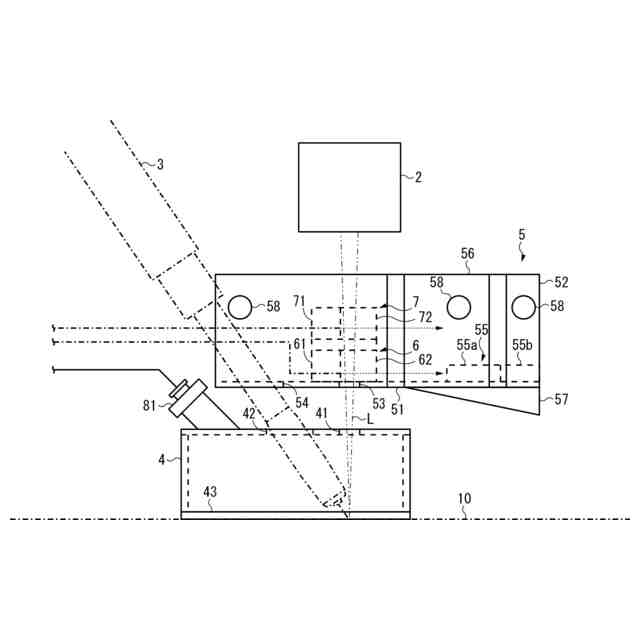
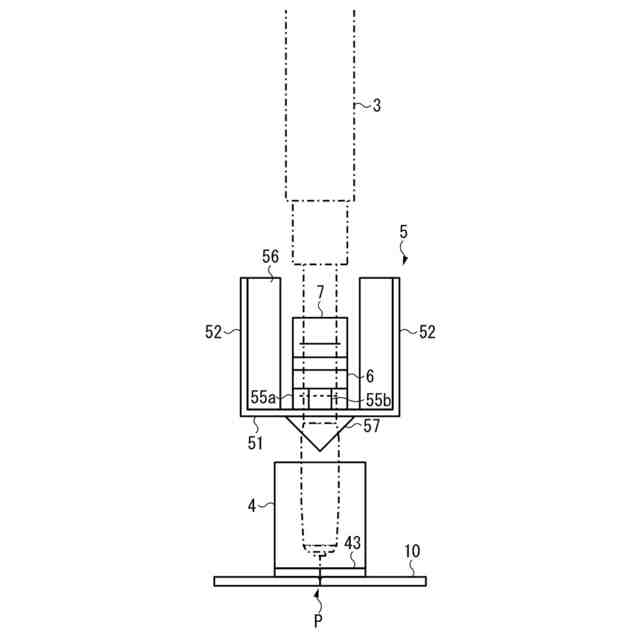
【解決手段】レーザ・アークハイブリッド溶接装置1は、溶接部Pにレーザ光Lを照射するレーザヘッド2と、溶接部Pに溶加材Wを供給する溶接トーチ3と、レーザヘッド2から照射されたレーザ光Lを溶接部Pに投光可能かつ溶接トーチ3の先端を挿通可能な状態で溶接部Pを囲うトレーラハウス4と、レーザヘッド2とトレーラハウス4との間に配置され溶接方向に延伸した底板51及び一対の側壁52を備えた整流板5と、整流板5の長手方向に沿って圧縮空気を供給する第一エアナイフ6と、第一エアナイフ6とレーザヘッド2との間に配置され整流板5の長手方向に沿って圧縮空気を供給する第二エアナイフ7と、トレーラハウス4内に不活性ガスを供給する不活性ガス供給装置8と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
レーザ溶接とアーク溶接とを併用してアルミニウム合金を溶接するレーザ・アークハイブリッド溶接装置において、
溶接部にレーザ光を照射するレーザヘッドと、
前記溶接部に溶加材を供給する溶接トーチと、
前記レーザヘッドから照射されたレーザ光を前記溶接部に投光可能かつ前記溶接トーチの先端を挿通可能な状態で前記溶接部を囲うトレーラハウスと、
前記レーザヘッドと前記トレーラハウスとの間に配置され溶接方向に延伸した底板及び一対の側壁を備えた整流板と、
前記整流板の長手方向に沿って圧縮空気を供給する第一エアナイフと、
前記第一エアナイフと前記レーザヘッドとの間に配置され前記整流板の長手方向に沿って圧縮空気を供給する第二エアナイフと、
前記トレーラハウス内に不活性ガスを供給する不活性ガス供給装置と、
を含むことを特徴とするレーザ・アークハイブリッド溶接装置。
続きを表示(約 860 文字)
【請求項2】
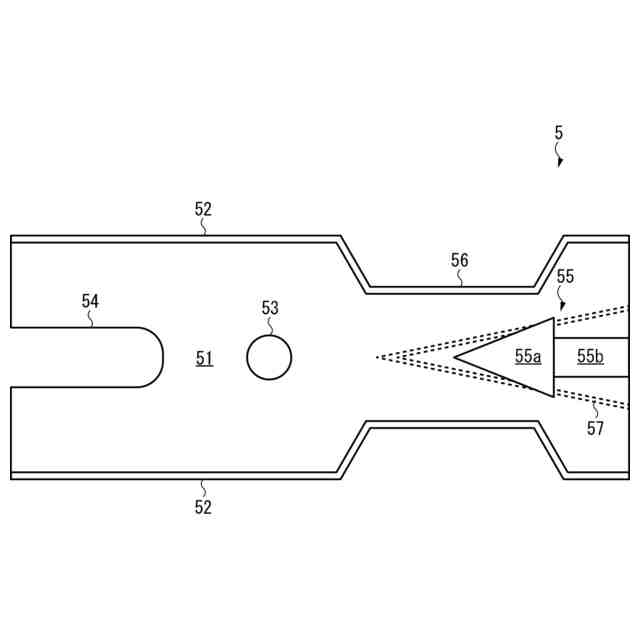
前記整流板は、前記第一エアナイフから供給される圧縮空気の噴射方向の前方にのみ配置され圧縮空気の推力を増幅させる推力増幅板を含む、請求項1に記載のレーザ・アークハイブリッド溶接装置。
【請求項3】
前記推力増幅板は、上流から下流に向かって圧縮空気の流路断面積を狭くするように形成された尖端部を有する、請求項2に記載のレーザ・アークハイブリッド溶接装置。
【請求項4】
前記推力増幅板は、前記尖端部の下流側に配置され圧縮空気の流路を左右に分断した状態を保持する仕切部を有する、請求項3に記載のレーザ・アークハイブリッド溶接装置。
【請求項5】
前記整流板は、前記尖端部を含む領域に形成されたオリフィスを有する、請求項3に記載のレーザ・アークハイブリッド溶接装置。
【請求項6】
前記整流板は、前記底板の外面に配置され前記トレーラハウスと前記整流板との間の空気の逆流を抑制する逆流防止板を有する、請求項1に記載のレーザ・アークハイブリッド溶接装置。
【請求項7】
前記逆流防止板は、上流から下流に向かって断面積が漸増するように形成された角錐形状を有する、請求項6に記載のレーザ・アークハイブリッド溶接装置。
【請求項8】
前記整流板は、前記側壁の前記第二エアナイフから供給される圧縮空気の噴射位置よりも前記レーザヘッドに近い側に形成された複数の排気口を有する、請求項1に記載のレーザ・アークハイブリッド溶接装置。
【請求項9】
前記トレーラハウスは、溶接対象物の表面に接触する耐熱性のスカート部を有する、請求項1に記載のレーザ・アークハイブリッド溶接装置。
【請求項10】
前記レーザヘッド、前記溶接トーチ、前記トレーラハウス、前記整流板、前記第一エアナイフ及び前記第二エアナイフを溶接方向に沿って移動させる駆動装置を含む、請求項1に記載のレーザ・アークハイブリッド溶接装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ハイブリッド溶接装置に関し、特に、レーザ溶接とアーク溶接とを複合させたレーザ・アークハイブリッド溶接装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
アルミニウム合金は、鋼材と比較して軽量であり、耐腐食性に優れているため、輸送機器(自動車、鉄道車両等)や建築材料の幅広い分野で使用されている。一方で、アルミニウム合金は、塑性加工や鋳造には適しているものの、溶接し難いという問題がある。アルミニウム合金の溶接が高効率・高品質に行うことができれば、適用分野の拡大を図ることができるだけでなく、鋳造の金型管理が不要となり、製造コストの低減を図ることができる。
【0003】
高効率・高品質の溶接を実現する溶接技術として、レーザ溶接とアーク溶接とを複合させたレーザ・アークハイブリッド溶接装置が既に提案されている(例えば、特許文献1等参照)。レーザ・アークハイブリッド溶接は、溶込み深さを深くすることができる、高速化が可能である、入熱が低く溶接変形を抑制することができる等、アーク溶接とレーザ溶接の両方の長所を併せ持つことから、大型構造物の溶接に適している。
【0004】
例えば、特許文献1には、レーザを照射するレーザヘッド(レーザ溶接トーチ)と、アークを放電するアーク溶接トーチと、アーク溶接トーチからガスを供給する第1ガス供給装置と、溶接部位を囲うトレーラー(囲い)内にガスを供給する第2ガス供給装置と、第1ガス供給装置4及び第2ガス供給装置5のガス供給量を制御する制御装置とを有する、レーザ・アークハイブリッド溶接装置が開示されている。
【0005】
また、特許文献2には、レーザ光の光路を形成するレーザノズルと、レーザノズルの先端側にレーザ光と干渉しないように配置された第一整流板と、第一整流板に沿って圧縮空気を噴射する第一エアナイフと、第一整流板と溶接部との間にレーザ光と干渉しないように配置された第二整流板と、第二整流板に沿って圧縮空気を噴射する第二エアナイフと、を備えたレーザヘッドを有するハイブリッド溶接装置が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2011-098371号
特開2019-198885号
【発明の概要】
【発明が解決しようとする課題】
【0007】
アルミニウムは、溶接金属にブローホール(溶接金属中の気泡)が発生しやすい。ブローホールの主原因は水素である。水素は、溶接部に混入した水分が、溶接熱によってアルミニウムと反応して発生する。アルミニウムは溶融しているときと比較して、凝固すると水素ガスの溶解度が著しく低下する。そのため、発生した水素ガスによってブローホールが発生する。
【0008】
水素源としては、アーク雰囲気中に巻き込まれた空気中の水分、シールドガス供給ホースやノズルに付着した水分、シールドガス中の水分、母材・溶加材中の溶存水素、母材・溶加材表面に付着した水分・有機物等が考えられる。これらのうち、空気の巻込みによる水分の影響が一番大きい。
【0009】
また、アルミニウムは比重が小さいことから、溶接中に生じたブローホールが浮上し難く、熱伝導率の高さによる急冷凝固がブローホールの放出を妨げることも原因となる。
【0010】
上述した特許文献1に記載された発明のように、溶接部位をトレーラーで囲い、溶接ガス雰囲気をシールドすることも考えられるが、溶接部位が長い場合には囲いが大型化してしまうという問題がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
27日前
株式会社FUJI
工作機械
1日前
株式会社FUJI
工作機械
28日前
個人
複合金属回転式ホーン
27日前
有限会社津谷工業
切削工具
2か月前
株式会社ダイヘン
積層造形溶接方法
5日前
株式会社トーキン
溶接用トーチ
1か月前
トヨタ自動車株式会社
取付装置
27日前
トヨタ自動車株式会社
積層コア
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ナベヤ
締結装置
5日前
株式会社ツガミ
工作機械
1か月前
株式会社ツガミ
工作機械
26日前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
3か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車研削盤
13日前
株式会社不二越
歯車加工機
2か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社FUJI
自動化用パレット
2か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社ダイヘン
溶接トーチ
26日前
株式会社ダイヘン
溶接トーチ
26日前
サムテック株式会社
加工物製造方法
1か月前
株式会社浪速試錐工業所
防風カバー
3か月前
株式会社関本管工
エルボ管保持装置
1か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
トヨタ自動車株式会社
銅線の接合方法
5日前
DMG森精機株式会社
工作機械
1か月前
株式会社不二越
工具の製造方法
1か月前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
トヨタ自動車株式会社
スパッタ検出方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
27日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































