TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025024
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129459
出願日
2023-08-08
発明の名称
レーザ加工方法及びレーザ加工装置
出願人
ビアメカニクス株式会社
代理人
主分類
B23K
26/382 20140101AFI20250214BHJP(工作機械;他に分類されない金属加工)
要約
【課題】炭酸ガスレーザを用いたレーザ加工工程のみにより、低誘電正接セラミック基板に対して融着残留物の無い貫通穴を形成することができるレーザ加工方法を提供する。
【解決手段】炭酸ガスレーザパルスを発振する発振器と、前記発振器から発振されたレーザパルスをさらに所定のパルスエネルギの加工用レーザパルスに変調する変調器と、前記加工用レーザパルスを被加工物に集光する集光レンズと、前記被加工物を載置するテーブルと、前記加工用レーザパルスの加工点におけるビーム径を調整するためのビーム径調整光学系と、装置全体の動作を制御する全体制御部と、を備えたレーザ加工装置を用いて貫通穴を形成するためのレーザ加工方法であって、前記被加工物が低温焼成ガラスセラミック基板であり、前記加工用レーザパルスのパルスエネルギを6.7mJ以上にする。
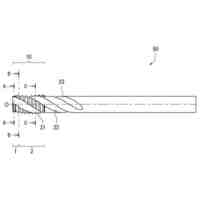
【選択図】図2
特許請求の範囲
【請求項1】
炭酸ガスレーザパルスを発振する発振器と、前記発振器から発振されたレーザパルスをさらに所定のパルスエネルギの加工用レーザパルスに変調する変調器と、前記加工用レーザパルスを被加工物に集光する集光レンズと、前記被加工物を載置するテーブルと、前記加工用レーザパルスの加工点におけるビーム径を調整するためのビーム径調整光学系と、装置全体の動作を制御する全体制御部と、を備えたレーザ加工装置を用いて貫通穴を形成するためのレーザ加工方法であって、
前記被加工物が低温焼成ガラスセラミック基板であり、
前記加工用レーザパルスのパルスエネルギを6.7mJ以上にする、
ことを特徴とするレーザ加工方法。
続きを表示(約 570 文字)
【請求項2】
前記加工点における、前記加工用レーザパルスのエネルギ密度を592.7mJ/mm
2
以上にする、
ことを特徴とする請求項1に記載のレーザ加工方法。
【請求項3】
炭酸ガスレーザパルスを発振する発振器と、
前記発振器から発振されたレーザパルスをさらに所定のパルスエネルギの加工用レーザパルスに変調する変調器と、
前記加工用レーザパルスを被加工物に集光する集光レンズと、
前記被加工物を載置するテーブルと、
前記加工用レーザパルスの加工点におけるビーム径を調整するためのビーム径調整光学系と、
装置全体の動作を制御する全体制御部と、
を備え、
前記変調器で前記加工用レーザパルスのパルスエネルギを6.7mJ以上に変調する、
ことを特徴とする低温焼成ガラスセラミック基板に貫通穴を形成するためのレーザ加工装置。
【請求項4】
(ビーム径の限定に該当)
前記ビーム径調整光学系により前記加工用レーザパルスの加工点におけるビーム径を調整し、前記加工点における前記加工用レーザパルスのエネルギ密度を592.7mJ/mm
2
以上にする、
ことを特徴とする請求項3に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
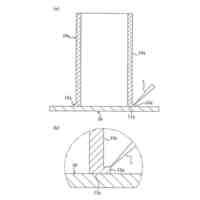
本発明は、セラミック基板に炭酸ガスレーザで貫通穴を形成するレーザ加工方法及びレーザ加工装置に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、半導体パッケージ用サブストレート(インターポーザ)やプリント配線板のコア層の素材としては有機材が主であり、これらに対する貫通電極形成用の貫通穴の形成加工は、生産効率の観点などから主にレーザ加工装置により行われていた。
【0003】
近年、5G、6Gの次世代通信速度に対応すべく、周波数特性を上げるためサブストレート等の素材として誘電正接が低いものの採用が検討されており、焼成後の低誘電正接セラミックがその候補となっている。しかし、レーザ加工装置により焼成後のセラミックに貫通穴を形成すると、その内壁に溶融残留物が付着することが知られていた。そして、貫通穴の内壁に溶融残留物が付着していると、貫通穴を導体化するためのメッキを形成しづらくなるという問題があった。なお、レーザ加工で貫通穴を形成すると溶融残留物が生じることは、焼成後のセラミック基板全般に対して生じる現象であった。
【0004】
そこで、例えば特許文献1に記載のように、低誘電正接のセラミックとして一般に広く知られているアルミナセラミック基板を、塩酸ガスを含む不活性雰囲気にしたチャンバー内においてレーザ加工した後、水酸化ナトリウム溶液等の除去液を用いて、貫通穴内壁の溶融残留物を除去する方法が提案されている。
【先行技術文献】
【特許文献】
【0005】
特開2013-180938号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1に記載した方法では、レーザによる穴あけ加工工程の後、内壁の溶融残留物を除去するための別工程が必要となり生産効率が低下するため、レーザ加工工程のみによって溶融残留物の無い貫通穴を形成する方法が望まれていた。なお、波長領域がUVのレーザを用いれば、レーザ加工工程のみによって、セラミック基板に対して内壁に溶融残留物のない貫通穴を形成できることが判明しつつあるが、UVレーザでは貫通穴形成速度が遅く生産性に劣る。これに対して、炭酸ガスレーザを用いることができれば、貫通穴形成速度が速いため高生産性が期待できる。
【0007】
そこで本発明は上記課題を解決するために、従来不可能と考えられていた炭酸ガスレーザを用いたレーザ加工工程のみにより、内壁に溶融残留物の無い貫通穴を形成することができる加工条件及び加工可能な誘電正接の低いセラミックの種類を見出すことを目的とするものである。
【課題を解決するための手段】
【0008】
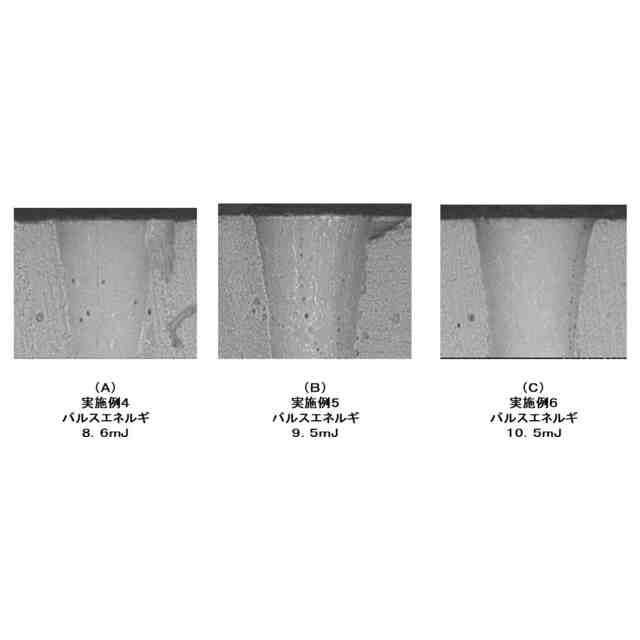
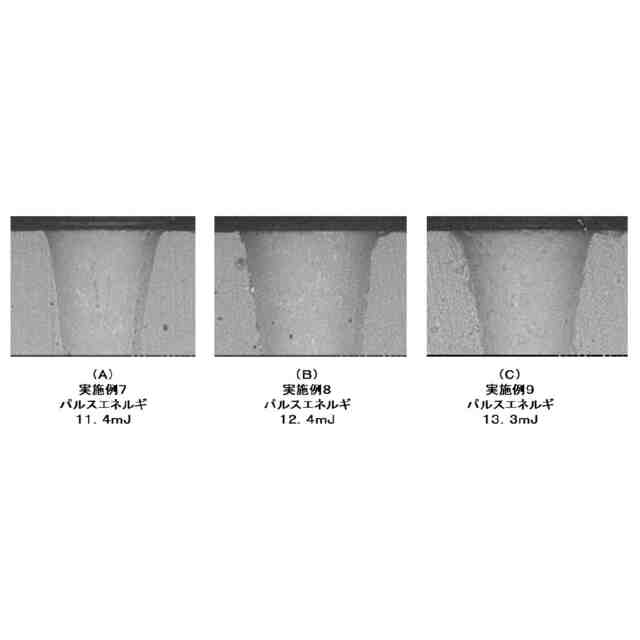
上記課題を解決するために本発明者は種々の検討及び実験を行った結果、低誘電正接セラミックの一種である低温焼成セラミック基板に対して、所定のパルスエネルギで加工することにより、貫通穴の内壁に溶融残留物を生じさせずに加工できることを見出し、本発明を完成させた。
【0009】
すなわち、本発明は上記課題を解決するために、炭酸ガスレーザパルスを発振する発振器と、前記発振器から発振されたレーザパルスをさらに所定のパルスエネルギの加工用レーザパルスに変調する変調器と、前記加工用レーザパルスを被加工物に集光する集光レンズと、前記被加工物を載置するテーブルと、前記加工用レーザパルスの加工点におけるビーム径を調整するためのビーム径調整光学系と、装置全体の動作を制御する全体制御部と、を備えたレーザ加工装置を用いて貫通穴を形成するためのレーザ加工方法であって、前記被加工物が低温焼成ガラスセラミック基板であり、前記加工用レーザパルスのパルスエネルギを6.7mJ以上にする、ことを特徴とする。
【発明の効果】
【0010】
本発明によれば、炭酸ガスレーザを用いたレーザ加工工程のみにより、誘電正接の低いセラミック基板の一種である低温焼成ガラスセラミック基板に対し内壁に溶融残留物の無い貫通穴を形成することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
27日前
個人
複合金属回転式ホーン
27日前
株式会社FUJI
工作機械
1日前
株式会社FUJI
工作機械
28日前
株式会社ダイヘン
積層造形溶接方法
5日前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
26日前
トヨタ自動車株式会社
取付装置
27日前
株式会社トーキン
溶接用トーチ
1か月前
株式会社ナベヤ
締結装置
5日前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
13日前
株式会社ダイヘン
溶接トーチ
26日前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社関本管工
エルボ管保持装置
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
サムテック株式会社
加工物製造方法
1か月前
株式会社ダイヘン
溶接トーチ
26日前
株式会社FUJI
自動化用パレット
2か月前
トヨタ自動車株式会社
銅線の接合方法
5日前
株式会社不二越
工具の製造方法
1か月前
DMG森精機株式会社
工作機械
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
27日前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
27日前
トヨタ自動車株式会社
スパッタ検出方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
5日前
三恵技研工業株式会社
金属部品の製造方法
2か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
株式会社不二越
スカイビングカッタ
2か月前
株式会社不二越
インタラップタップ
5日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ