TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025019321
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2024207622,2021105757
出願日
2024-11-28,2021-06-25
発明の名称
溶接方法、金属積層体、電気部品、および電気製品
出願人
古河電気工業株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B23K
26/21 20140101AFI20250130BHJP(工作機械;他に分類されない金属加工)
要約
【課題】例えば、複数の金属箔と金属部材とが重なった積層体を溶接することが可能な、より改善された新規な溶接方法、ならびに当該溶接方法によって溶接された、金属積層体、電気部品、および電気製品を得る。
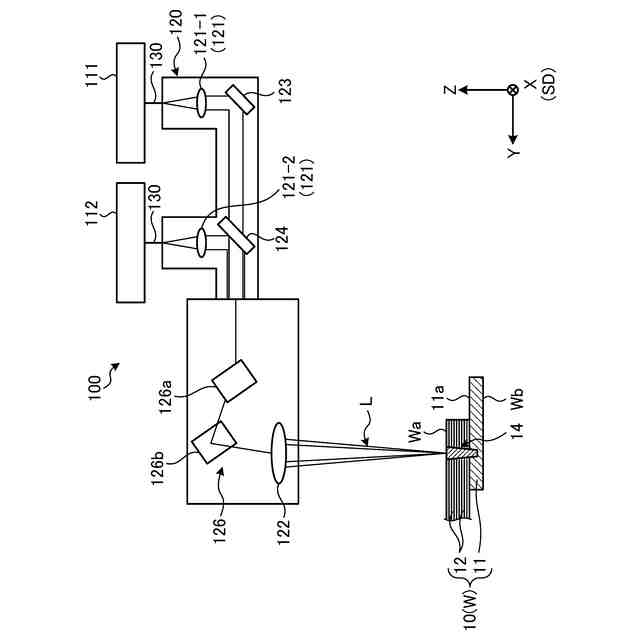
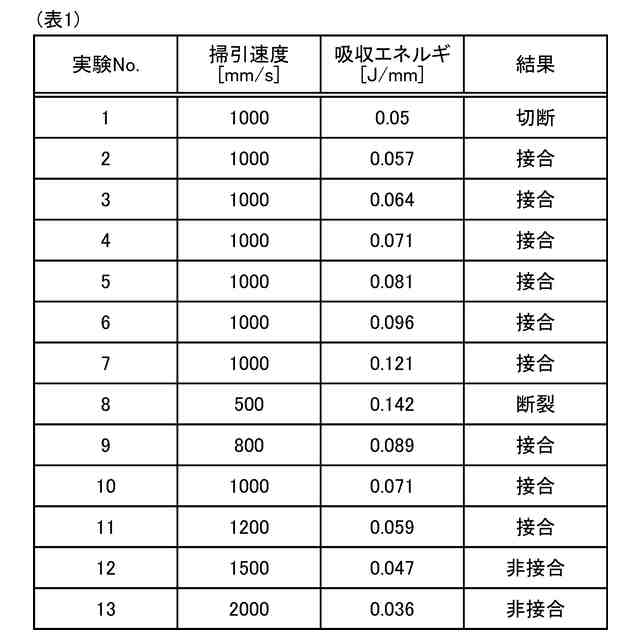
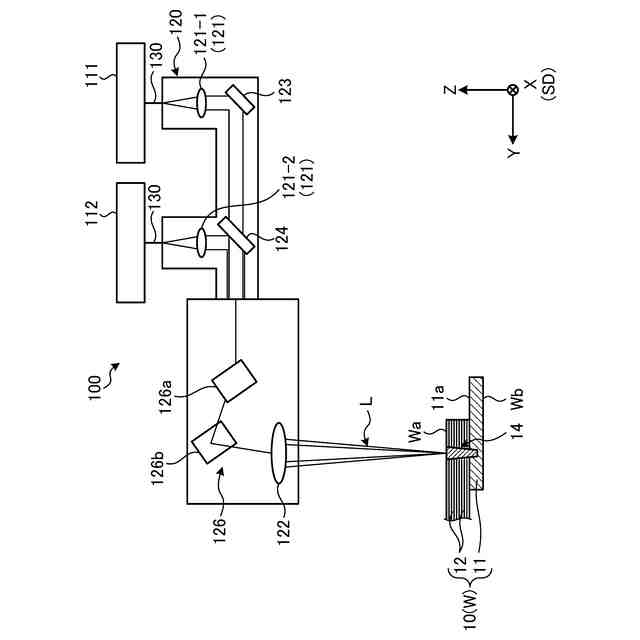
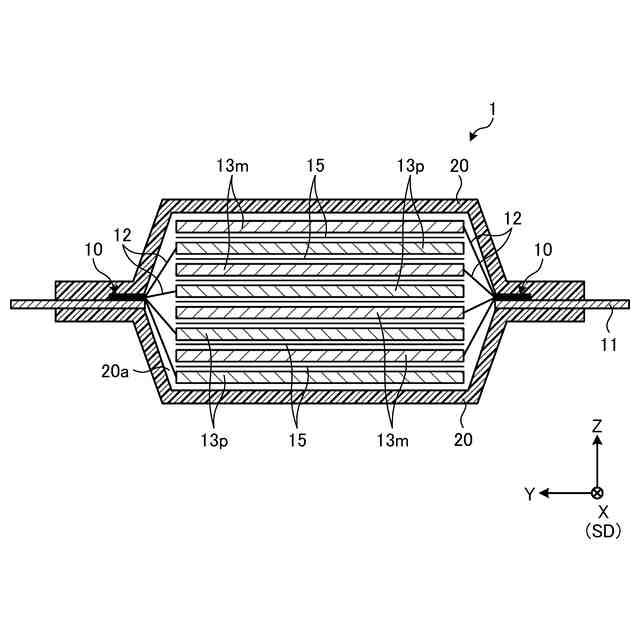
【解決手段】溶接方法にあっては、例えば、金属部材上に重なった複数の金属箔のうち金属部材とは反対側の金属箔に、第一レーザ光と、当該第一レーザ光よりもエネルギ密度が低い第二レーザ光と、を含むレーザ光を照射して、金属部材と複数の金属箔とを溶接する溶接方法であって、レーザ光を照射して複数の金属箔と金属部材とに渡る溶融池を形成する工程と、溶融池を固化して溶接部を形成する工程と、を有し、溶融池を形成する工程では、レーザ光のスポットが金属箔の表面上で掃引されるとともに、複数の金属箔および金属部材がレーザ光から吸収した吸収エネルギであって、掃引方向の単位長さあたりの吸収エネルギが、0.14[J/mm]以下である。
【選択図】図1
特許請求の範囲
【請求項1】
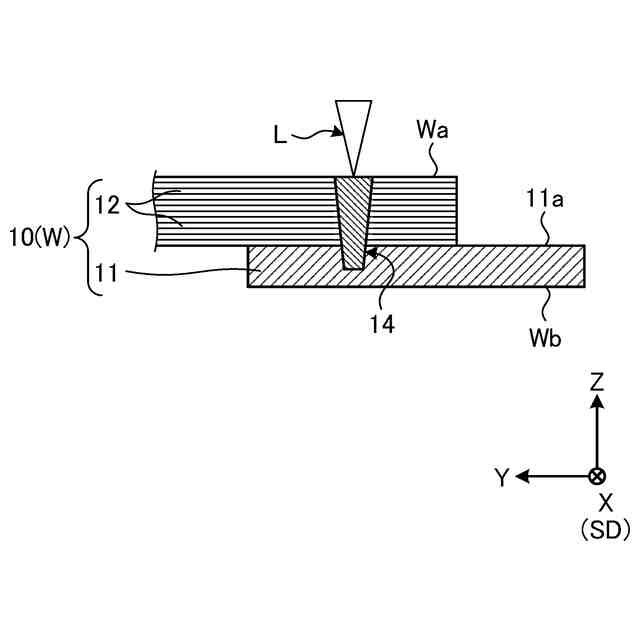
金属部材上に第一方向に重なった複数の金属箔のうち前記金属部材とは反対側の金属箔に、第一レーザ光と、当該第一レーザ光よりもエネルギ密度が低い第二レーザ光と、を含むレーザ光を照射して、前記金属部材と前記複数の金属箔とを溶接する溶接方法であって、
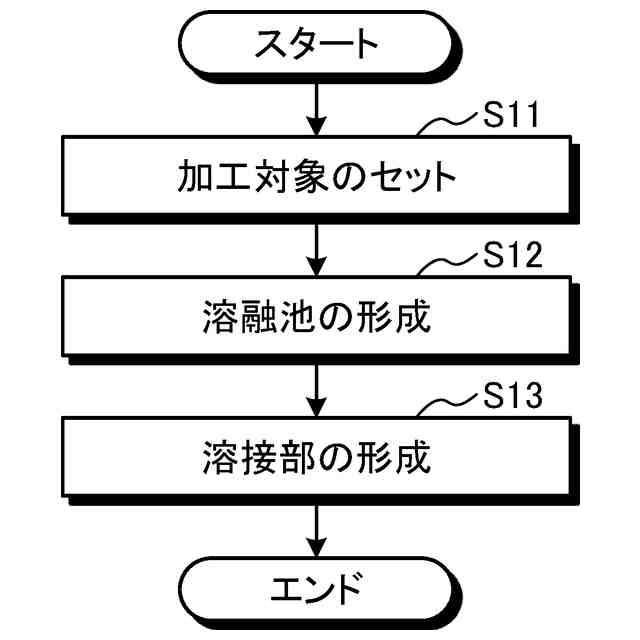
前記レーザ光を照射して前記複数の金属箔と前記金属部材とに渡る溶融池を形成する工程と、
前記溶融池を固化して溶接部を形成する工程と、
を有し、
前記溶融池を形成する工程では、
前記レーザ光のスポットが前記金属箔の表面上で掃引されるとともに、
前記複数の金属箔および前記金属部材が前記レーザ光から吸収した吸収エネルギであって、掃引方向の単位長さあたりの吸収エネルギが、0.14[J/mm]以下である、溶接方法。
続きを表示(約 750 文字)
【請求項2】
前記吸収エネルギは、前記複数の金属箔のうち前記金属部材と接した金属箔が溶融しうる大きさ以上である、請求項1に記載の溶接方法。
【請求項3】
前記吸収エネルギは、前記第一方向に重ねられた複数の金属箔の厚さが400[μm]以上である場合に、0.05[J/mm]以上である、請求項2に記載の溶接方法。
【請求項4】
前記スポットの掃引速度は、300[mm/s]以上かつ10000[mm/s]以下である、請求項1~3のうちいずれか一つに記載の溶接方法。
【請求項5】
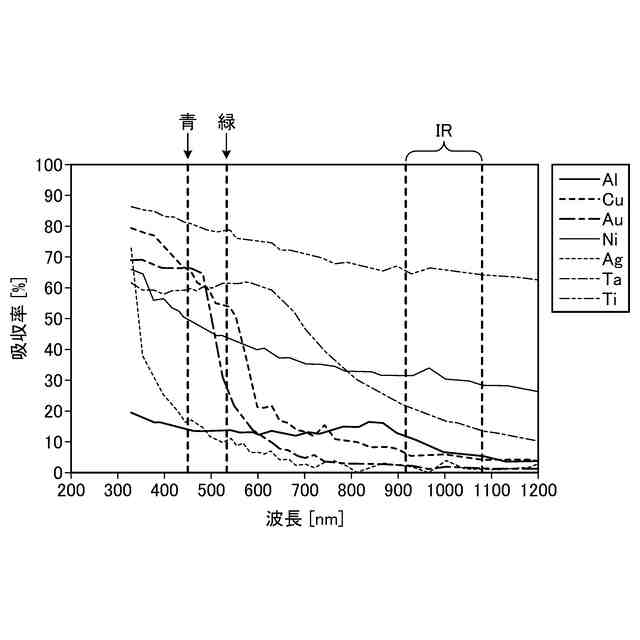
前記第一レーザ光の波長は、800[nm]以上かつ1200[nm]以下であり、前記第二レーザ光の波長は、550[nm]以下である、請求項1~4のうちいずれか一つに記載の溶接方法。
【請求項6】
前記第二レーザ光の波長は、400[nm]以上かつ500[nm]以下である、請求項5に記載の溶接方法。
【請求項7】
前記レーザ光のビームは、ビームシェイパによって形成された、請求項1~6のうちいずれか一つに記載の溶接方法。
【請求項8】
前記ビームシェイパは、DOEである、請求項7に記載の溶接方法。
【請求項9】
前記溶融池を形成する工程では、前記スポットの前記金属箔上での掃引軌跡が、当該掃引軌跡の少なくとも一部において、前記スポットの少なくとも一部が既に前記レーザ光の照射によって溶融した部位と重なるよう、設定される、請求項1~8のうちいずれか一つに記載の溶接方法。
【請求項10】
前記掃引軌跡は、無端状の部位を含む、請求項9に記載の溶接方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接方法、金属積層体、電気部品、および電気製品に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
従来、複数のタブと端子とがレーザ溶接によって接合されている電池が知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2020-4643号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この種の溶接においては、所要の接合強度の確保は勿論のこと、例えばレーザ光を照射した部位における複数の金属箔の切断や、金属箔の部分的な断裂のような欠陥を生じさせないことは、重要である。
【0005】
そこで、本発明の課題の一つは、例えば、複数の金属箔と金属部材とが重なった積層体を溶接することが可能な、より改善された新規な溶接方法、ならびに当該溶接方法によって溶接された、金属積層体、電気部品、および電気製品を得ること、である。
【課題を解決するための手段】
【0006】
本発明の溶接方法は、例えば、金属部材上に第一方向に重なった複数の金属箔のうち前記金属部材とは反対側の金属箔に、第一レーザ光と、当該第一レーザ光よりもエネルギ密度が低い第二レーザ光と、を含むレーザ光を照射して、前記金属部材と前記複数の金属箔とを溶接する溶接方法であって、前記レーザ光を照射して前記複数の金属箔と前記金属部材とに渡る溶融池を形成する工程と、前記溶融池を固化して溶接部を形成する工程と、を有し、前記溶融池を形成する工程では、前記レーザ光のスポットが前記金属箔の表面上で掃引されるとともに、前記複数の金属箔および前記金属部材が前記レーザ光から吸収した吸収エネルギであって、掃引方向の単位長さあたりの吸収エネルギが、0.14[J/mm]以下である。
【0007】
前記溶接方法にあっては、前記吸収エネルギは、前記複数の金属箔のうち前記金属部材と接した金属箔が溶融しうる大きさ以上であってもよい。
【0008】
前記溶接方法にあっては、前記吸収エネルギは、前記第一方向に重ねられた複数の金属箔の厚さが400[μm]以上である場合に、0.05[J/mm]以上であってもよい。
【0009】
前記溶接方法にあっては、前記スポットの掃引速度は、300[mm/s]以上かつ10000[mm/s]以下であってもよい。
【0010】
前記溶接方法にあっては、前記第一レーザ光の波長は、800[nm]以上かつ1200[nm]以下であり、前記第二レーザ光の波長は、550[nm]以下であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
12日前
個人
作業用治具
3か月前
個人
トーチノズル
3か月前
日東精工株式会社
検査装置
3か月前
日東精工株式会社
組み付け装置
3か月前
シヤチハタ株式会社
組立ライン
3か月前
個人
複合金属回転式ホーン
12日前
有限会社津谷工業
切削工具
2か月前
株式会社FUJI
工作機械
13日前
エンシュウ株式会社
工作機械
3か月前
株式会社不二越
タップ
2か月前
トヨタ自動車株式会社
検査方法
22日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社ツガミ
工作機械
22日前
株式会社トーキン
溶接用トーチ
18日前
ダイハツ工業株式会社
冷却構造
3か月前
トヨタ自動車株式会社
積層コア
1か月前
トヨタ自動車株式会社
取付装置
12日前
株式会社ツガミ
工作機械
11日前
株式会社不二越
歯車研削盤
2か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車加工機
2か月前
株式会社オーエム製作所
工作機械
25日前
株式会社メタルクリエイト
切削装置
2か月前
株式会社関本管工
エルボ管保持装置
18日前
株式会社ヤマダスポット
抵抗溶接機
2か月前
サムテック株式会社
加工物製造方法
1か月前
株式会社FUJI
自動化用パレット
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社浪速試錐工業所
防風カバー
2か月前
三菱電機株式会社
ねじ取り出し装置
26日前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社ダイヘン
溶接トーチ
11日前
株式会社ダイヘン
溶接トーチ
11日前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































