TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025018140
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023121611
出願日
2023-07-26
発明の名称
三次元造形物の製造方法
出願人
セイコーエプソン株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B29C
64/393 20170101AFI20250130BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】吐出再開時の吐出量のばらつきを抑制できる三次元造形物の製造方法を提供すること。
【解決手段】材料を可塑化して可塑化材料を生成し、可塑化材料をノズルのノズル開口に向けて送る第1工程と、可塑化材料をノズル開口から吐出しながら、ノズルがステージに対して相対的に移動することで、ステージに層を形成する第2工程と、吐出停止位置から、吐出停止位置と同一の層に位置する吐出再開位置までノズルが相対的に移動する移動時間の間、ノズル開口からの可塑化材料の吐出を停止する第3工程と、を備え、第3工程では、吐出停止位置から吐出再開位置までの距離が第1距離である第1の場合の移動時間である第1移動時間と、距離が第1距離よりも短い第2距離である第2の場合の移動時間である第2移動時間との差が予め定められ範囲内となるようにノズルの移動を制御する第1制御を行う、三次元造形物の製造方法。
【選択図】図10
特許請求の範囲
【請求項1】
層を積層することで三次元造形物を造形する三次元造形物の製造方法であって、
材料を可塑化して可塑化材料を生成し、前記可塑化材料をノズルのノズル開口に向けて送る第1工程と、
前記可塑化材料を前記ノズル開口から吐出しながら、前記ノズルがステージに対して相対的に移動することで、前記ステージに層を形成する第2工程と、
前記ノズル開口からの吐出を停止する吐出停止位置から、前記吐出停止位置と同一の前記層に位置する吐出再開位置であって、前記ノズル開口からの吐出を再開する吐出再開位置まで前記ノズルが前記ステージに対して相対的に移動する移動時間の間、前記ノズル開口からの前記可塑化材料の吐出を停止する第3工程と、を備え、
前記第3工程では、
前記ノズル開口に向かって前記可塑化材料が流れる流路の開口面積を調整することによって、前記ノズル開口からの前記可塑化材料の吐出を停止し、
前記吐出停止位置から前記吐出再開位置までの距離である移動距離が第1距離である第1の場合の前記移動時間である第1移動時間と、前記移動距離が前記第1距離よりも短い第2距離である第2の場合の前記移動時間である第2移動時間との差が予め定められ範囲内となるように前記ノズルの前記ステージに対する移動を制御する第1制御を行う、
三次元造形物の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の三次元造形物の製造方法であって、
前記第1移動時間は前記第2移動時間と等しい、三次元造形物の製造方法。
【請求項3】
請求項1または2に記載の三次元造形物の製造方法であって、
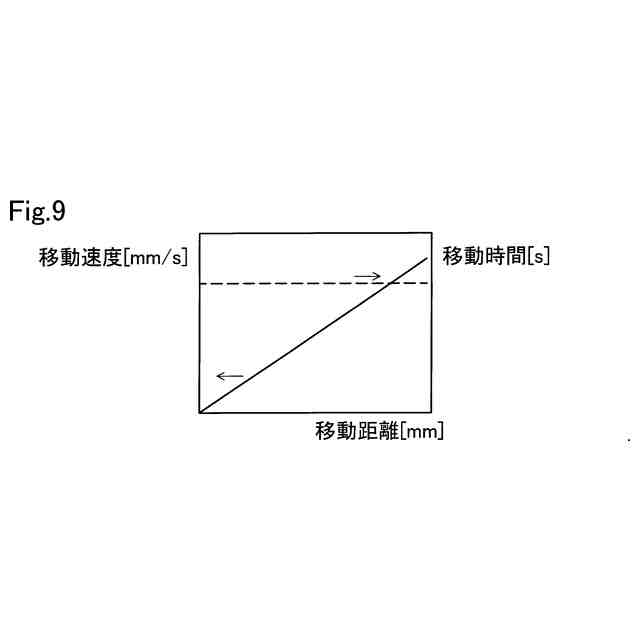
前記第1制御として、前記第1の場合の前記ノズルの移動速度を前記第2の場合の前記移動速度よりも大きくなるように制御する速度制御を行う、三次元造形物の製造方法。
【請求項4】
請求項1または2に記載の三次元造形物の製造方法であって、
前記第1制御として、
前記第2の場合に、前記吐出停止位置における前記ノズルと前記ステージとの距離である第1鉛直距離から、前記第1鉛直距離よりも長い第2鉛直距離まで前記ノズルを前記ステージに対して相対的に移動させる第1段階制御と、前記第2鉛直距離の位置から、前記第1鉛直距離の位置まで前記ノズルを前記ステージに対して相対的に移動させる第2段階制御と、前記吐出停止位置から前記吐出再開位置まで前記ノズルを前記ステージに対して相対的に移動させる第3段階制御と、を行う、三次元造形物の製造方法。
【請求項5】
請求項1または2に記載の三次元造形物の製造方法であって、
造形データを取得する取得工程をさらに備え、
前記造形データには、第1造形領域と、前記第1造形領域の造形精度よりも低い前記造形精度が設定される第2造形領域とが含まれており、
前記吐出再開位置が前記第1造形領域の造形開始位置である場合に前記第1制御を行い、前記吐出再開位置が前記第2造形領域の前記造形開始位置である場合には、前記第1制御に代えて、前記移動距離が短いほど、前記移動時間が短くなるように制御する、第2制御を行う、三次元造形物の製造方法。
【請求項6】
請求項3に記載の三次元造形物の製造方法であって、
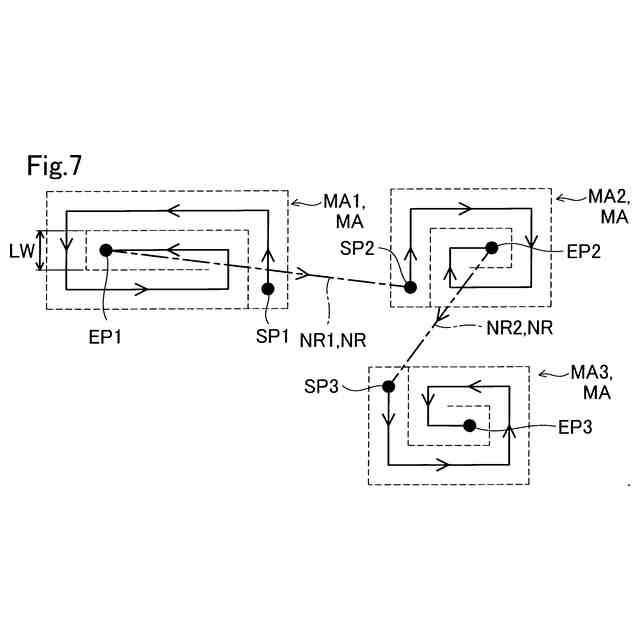
複数の非吐出経路が設定された造形データを取得する取得工程をさらに備え、
前記複数の非吐出経路のそれぞれの非吐出経路は、前記吐出停止位置から前記吐出再開位置までの経路であり、
前記移動速度は、予め定められた速度範囲内に設定可能であり、
前記速度制御では、前記複数の非吐出経路のうち、前記距離が最長である非吐出経路を移動させる場合に、前記移動速度を前記速度範囲のうち最も大きい速度に設定する、三次元造形物の製造方法。
【請求項7】
請求項1に記載の三次元造形物の製造方法であって、
前記第1工程では、スクリューと、前記スクリューを回転させるモーターとを有する可塑化部に前記材料を供給することによって、前記可塑化材料を生成し、
前記第3工程では、前記移動時間の間、前記スクリューの回転数を下げる、三次元造形物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、三次元造形物の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1には、ノズルから吐出される溶融材料の量を制御可能な流量調節機構を備えた三次元造形装置が開示されている。この三次元造形装置では、バタフライバルブの回転角度を調整することによって、ノズルからの材料の吐出を停止する非吐出制御が行われる。非吐出制御は、ノズルから溶融材料を吐出させない状態で、ノズル位置を変更したい場合などに行われる。
【先行技術文献】
【特許文献】
【0003】
特開2019-81263号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、三次元造形物を造形する工程において、非吐出制御が複数回行われ、複数の非吐出制御それぞれの非吐出制御における吐出停止から吐出再開までの期間が互いに同じではない場合がある。この場合に、バタフライバルブよりも上流の流路内の圧力が非吐出制御毎に異なり、吐出再開時の吐出量が非吐出制御毎に異なる場合がある。
【課題を解決するための手段】
【0005】
本開示の一形態によれば、層を積層することで三次元造形物を造形する三次元造形装置が提供される。この製造方法は、材料を可塑化して可塑化材料を生成し、前記可塑化材料をノズルのノズル開口に向けて送る第1工程と、前記可塑化材料を前記ノズル開口から吐出しながら、前記ノズルがステージに対して相対的に移動することで、前記ステージに層を形成する第2工程と、前記ノズル開口からの吐出を停止する吐出停止位置から、前記吐出停止位置と同一の前記層に位置する吐出再開位置であって、前記ノズル開口からの吐出を再開する吐出再開位置まで前記ノズルが前記ステージに対して相対的に移動する移動時間の間、前記ノズル開口からの前記可塑化材料の吐出を停止する第3工程と、を備え、前記第3工程では、前記ノズル開口に向かって前記可塑化材料が流れる流路の開口面積を調整することによって、前記ノズル開口からの前記可塑化材料の吐出を停止し、前記吐出停止位置から前記吐出再開位置までの距離である移動距離が第1距離である第1の場合の前記移動時間である第1移動時間と、前記移動距離が前記第1距離よりも短い第2距離である第2の場合の前記移動時間である第2移動時間との差が予め定められ範囲内となるように前記ノズルの前記ステージに対する移動を制御する第1制御を行う。
【図面の簡単な説明】
【0006】
三次元造形システムの概略構成を示す説明図。
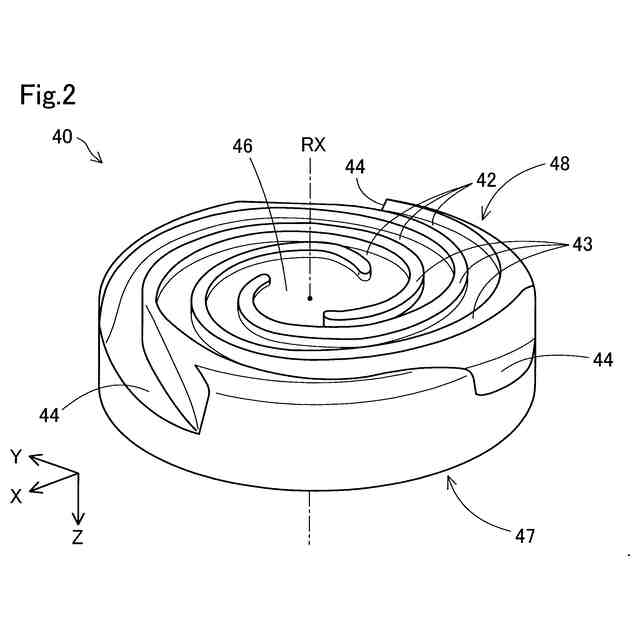
スクリューの概略構成を示す斜視図。
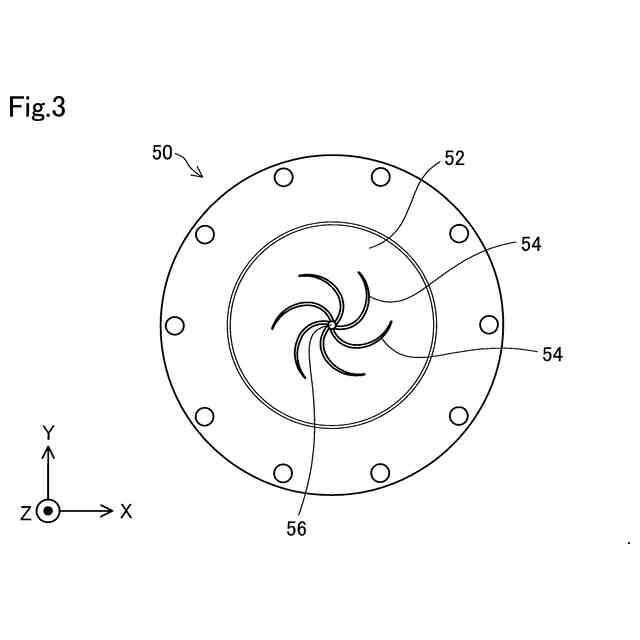
バレルの概略平面図。
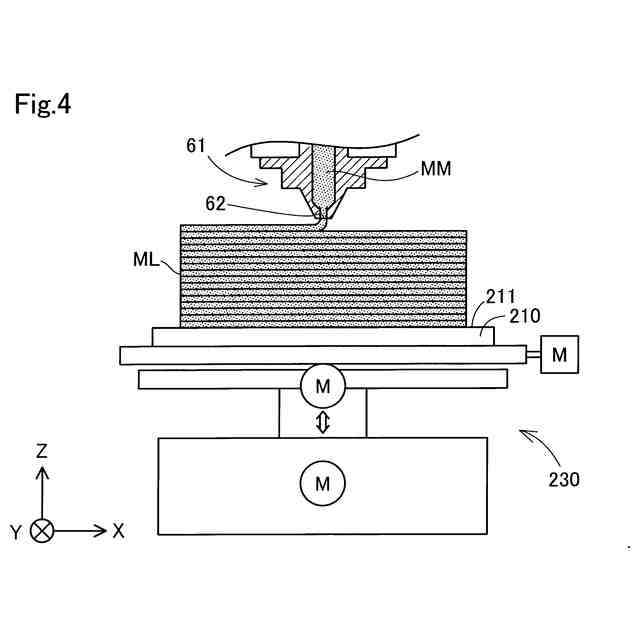
三次元造形装置が造形物を造形する様子を模式的に示す説明図。
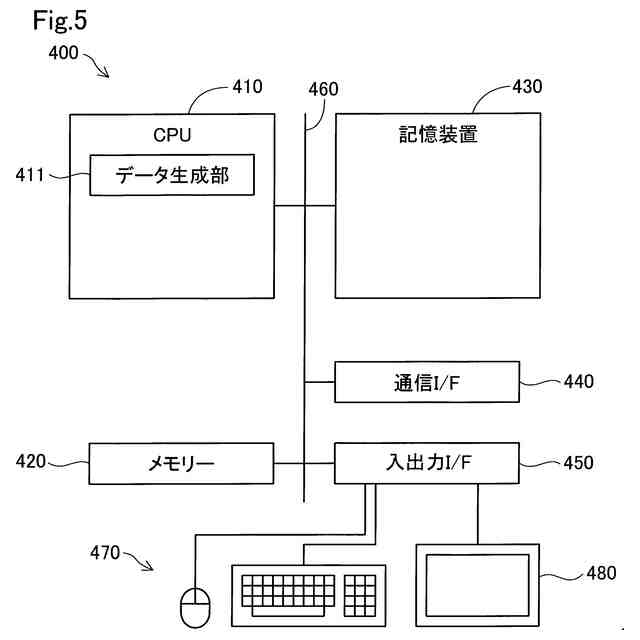
情報処理装置の概略構成を示す説明図。
造形データ生成処理のフローチャート。
造形データを説明する図。
時間と、圧力との関係を示すグラフ。
移動距離と移動速度との関係と、移動距離と移動時間との関係とを示すグラフ。
造形処理のフローチャート。
第2実施形態における非吐出経路の移動について説明する図。
第3実施形態における造形データを説明する図。
【発明を実施するための形態】
【0007】
A.第1実施形態:
図1は、第1実施形態における三次元造形システム10の概略構成を示す説明図である。図1には、互いに直交するX,Y,Z方向を示す矢印が示されている。X方向及びY方向は、水平面に平行な方向であり、Z方向は、鉛直上向きに沿った方向である。X,Y,Z方向を示す矢印は、他の図においても、図示の方向が図1と対応するように適宜、図示してある。以下の説明において、方向の向きを特定する場合には、各図において矢印が指し示す方向を「+」、その反対の方向を「-」として、方向表記に正負の符合を併用する。以下では、+Z方向のことを「上」、-Z方向のことを「下」ともいう。
【0008】
三次元造形システム10は、三次元造形装置100と情報処理装置400とを備えている。本実施形態の三次元造形装置100は、材料押出方式によって造形物を造形する装置である。三次元造形装置100は、三次元造形装置100の各部を制御するための制御部300を備えている。制御部300と情報処理装置400とは、相互に通信可能に接続されている。
【0009】
三次元造形装置100は、可塑化材料を生成して吐出するヘッド部110と、造形物の基台となる造形用のステージ210と、可塑化材料の吐出位置を制御する移動機構230とを備える。
【0010】
ヘッド部110は、制御部300の制御下において、固体状態の材料を可塑化させた可塑化材料をステージ210上に吐出する。ヘッド部110は、可塑化材料に転化される前の原材料の供給源である材料供給部20と、原材料を可塑化材料へと転化させる可塑化部30と、可塑化材料を吐出する吐出部60とを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
3か月前
東レ株式会社
プリプレグテープ
5か月前
CKD株式会社
型用台車
2か月前
シーメット株式会社
光造形装置
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社FTS
成形装置
2か月前
株式会社シロハチ
真空チャンバ
4か月前
株式会社神戸製鋼所
混練機
13日前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社FTS
セパレータ
27日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日東工業株式会社
インサート成形機
2か月前
株式会社リコー
シート処理システム
6か月前
KTX株式会社
シェル型の作製方法
8か月前
個人
ノズルおよび熱風溶接機
1か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
株式会社リコー
シート処理システム
6か月前
株式会社FTS
ブローニードル
3か月前
日本プラスト株式会社
嵌合構造
4か月前
株式会社日本製鋼所
射出成形機
3か月前
豊田鉄工株式会社
接合体及び接合方法
5か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
中川産業株式会社
防火板材の製造方法
2か月前
トヨタ自動車株式会社
電池の製造方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































