TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025016409
公報種別
公開特許公報(A)
公開日
2025-02-03
出願番号
2023119526
出願日
2023-07-22
発明の名称
エンボス成形金型の加工方法
出願人
テクノエイト株式会社
代理人
個人
,
個人
主分類
B23C
3/16 20060101AFI20250127BHJP(工作機械;他に分類されない金属加工)
要約
【課題】少ない種類の工具を用いて短い加工時間で金型を加工でき、3軸の位置制御に用いる制御データのサイズを小さくしてその制御データの作成に必要な工数を低減できるエンボス成形金型の加工方法を提供する。
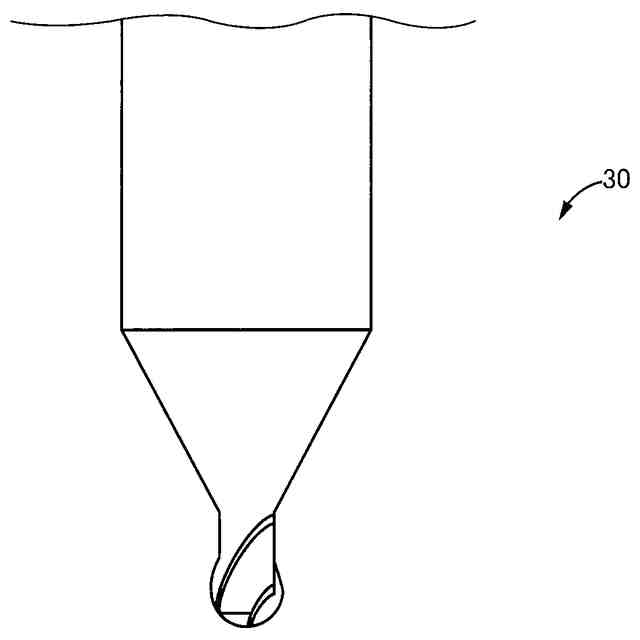
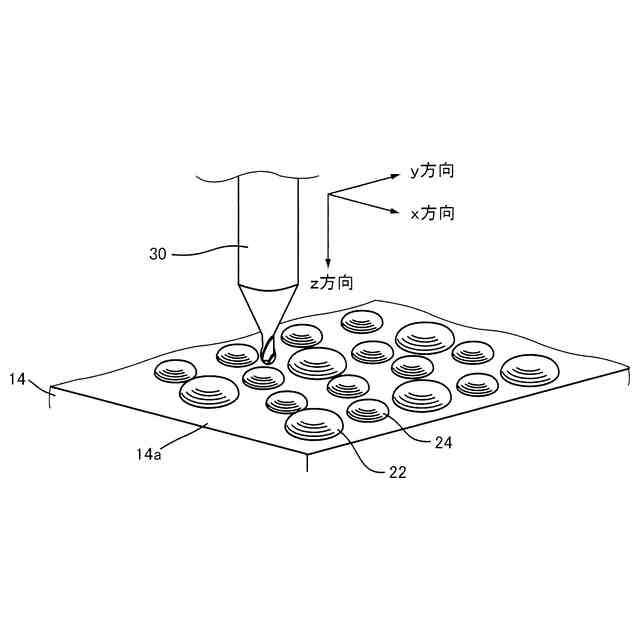
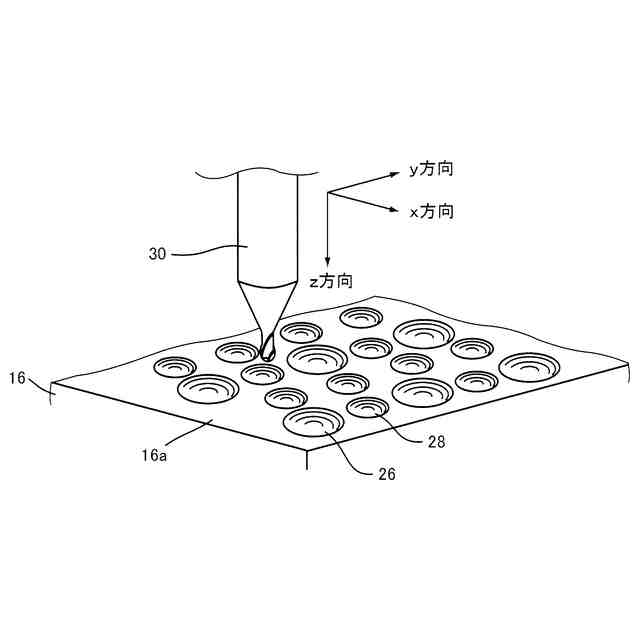
【解決手段】大径凸部形成突起切削工程P3において、大径凸部切削工具32の回転中心線C1方向の往復移動のみにより、大径凸部18に対応する形状の大径凸部形成突起22が凸型14の成形面14aに切削され、小径凸部形成突起切削工程P4において、小径凸部切削工具40の回転中心線C2方向の往復移動のみにより、小径凸部20に対応する形状の小径凸部形成突起24が凸型14の成形面14aに切削される。これにより、短い切削加工時間で凸型14を加工でき、3軸の位置制御に用いる制御データのサイズを従来よりも単純な移動方向で短い加工時間に対応して小さくでき、制御データの作成工数を低減できる。
【選択図】図9
特許請求の範囲
【請求項1】
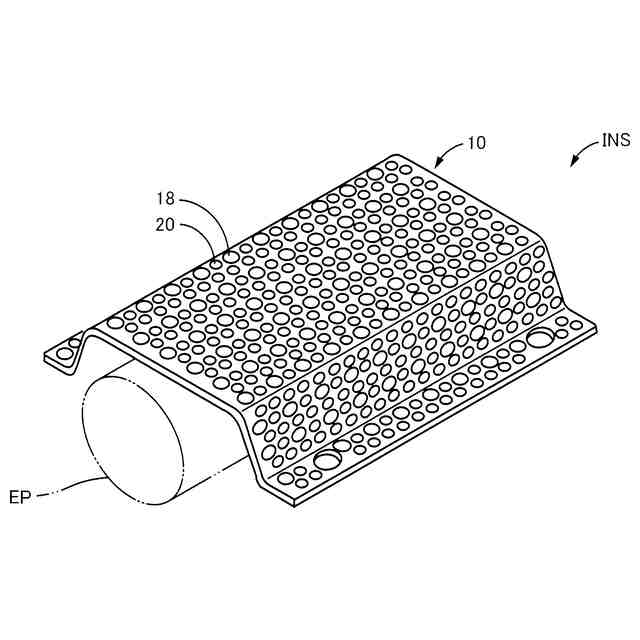
所定の間隔で配列された大径凸部の回りを前記大径凸部よりも小径の複数個の小径凸部が周方向に等間隔で取り囲むように配置されたエンボス板をプレス成形する凸型及び凹型から成るエンボス成形金型の加工方法であって、
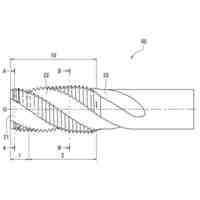
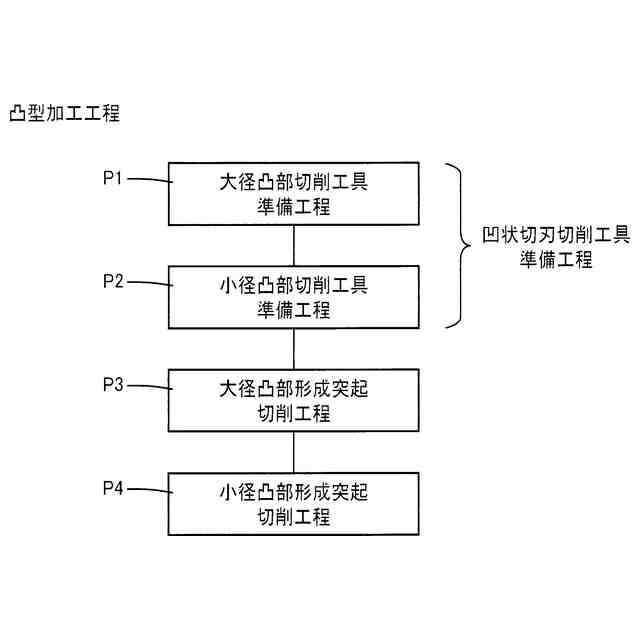
前記大径凸部の断面形状に対応する凹形状を有する大径凸部切削切れ刃と、前記大径凸部切削切れ刃に続いて形成された前記大径凸部の外周の平坦部に対応する形状の大径凸部外周切れ刃とを有し、前記大径凸部切削切れ刃の中央を通る回転中心線まわりに回転駆動される大径凸部切削工具と、前記小径凸部の断面形状に対応する凹形状を有する小径凸部切削切れ刃と、前記小径凸部切削切れ刃に続いて形成された前記小径凸部の外周の平坦部に対応する形状の小径凸部外周切れ刃とを有し、前記小径凸部切削切れ刃の中央を通る回転中心線まわりに回転駆動される小径凸部切削工具と、をそれぞれ用意する凹状切刃切削工具準備工程と、
前記大径凸部切削工具を、前記大径凸部切削工具の回転中心線を前記凸型の成形面に対して垂直とした状態で前記回転中心線方向に往復移動させ、前記大径凸部に対応する形状の大径凸部形成突起を前記凸型の成形面に切削する大径凸部形成突起切削工程と、
前記小径凸部切削工具を、前記小径凸部切削工具の回転中心線を前記凸型の成形面に対して垂直とした状態で前記回転中心線方向に往復移動させ、前記小径凸部に対応する形状の小径凸部形成突起を前記凸型の成形面に切削する小径凸部形成突起切削工程と、を含む
ことを特徴とするエンボス成形金型の加工方法。
続きを表示(約 1,000 文字)
【請求項2】
前記大径凸部切削工具の前記大径凸部切削切れ刃には、前記大径凸部切削切れ刃により切削される前記大径凸部形成突起の周縁部に前記凸型の成形面に対して垂直な環状垂直壁面を形成するための垂直切れ刃部が設けられている
ことを特徴とする請求項1のエンボス成形金型の加工方法。
【請求項3】
前記大径凸部の断面形状に対応する凸形状を有する大径凹穴切削切れ刃と、前記大径凹穴切削切れ刃に続いて形成された前記大径凸部の外周の平坦部に対応する形状の大径凹穴外周切れ刃とを有し、前記大径凹穴切削切れ刃の中央を通る回転中心線まわりに回転駆動される大径凹穴切削工具と、前記小径凸部の断面形状に対応する凸形状を有する小径凹穴切削切れ刃と、前記小径凹穴切削切れ刃に続いて形成された前記小径凸部の外周の平坦部に対応する形状の小径凹穴外周切れ刃とを有し、前記小径凹穴切削切れ刃の中央を通る回転中心線まわりに回転駆動される小径凹穴切削工具と、をそれぞれ用意する凸状切刃切削工具準備工程と、
前記大径凹穴切削工具を、前記大径凹穴切削工具の回転中心線を前記凹型の成形面に対して垂直とした状態で前記回転中心線方向に往復移動させ、前記大径凸部に対応する形状の大径凸部形成凹穴を前記凹型の成形面に切削する大径凸部形成凹穴切削工程と、
前記小径凹穴切削工具を、前記小径凹穴切削工具の回転中心線を前記凹型の成形面に対して垂直とした状態で前記回転中心線方向に往復移動させ、前記小径凸部に対応する形状の小径凸部形成凹穴を前記凹型の成形面に切削する小径凸部形成凹穴切削工程と、を含む
ことを特徴とする請求項1又は2のエンボス成形金型の加工方法。
【請求項4】
前記エンボス板は、
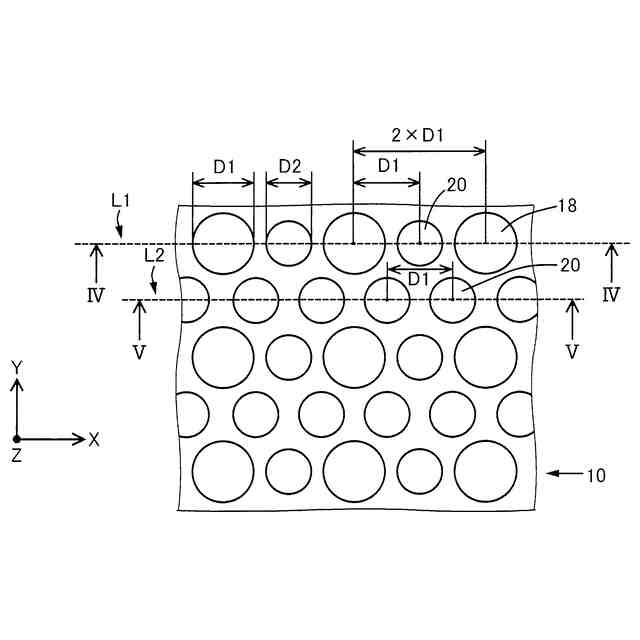
前記大径凸部及び前記小径凸部が第1方向に等間隔で交互に等中心間隔で配置された第1列と、前記小径凸部が前記第1方向に前記等中心間隔で配置され、前記第1列に対して前記等中心間隔と同等以下の間隔で前記第1方向に直交する第2方向に配置された第2列とが、前記第2方向に交互に形成され、
前記第2列内の小径凸部のうちの2つの小径凸部が前記第1列内の前記大径凸部の前記第1方向の中心間に位置し、
前記小径凸部は、前記大径凸部よりも小さい径及び曲率半径を有する
ことを特徴とする請求項1のエンボス成形金型の加工方法。
発明の詳細な説明
【技術分野】
【0001】
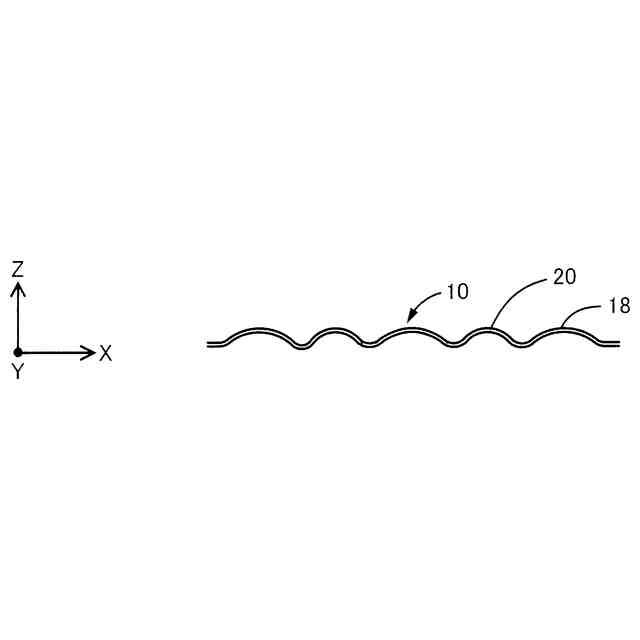
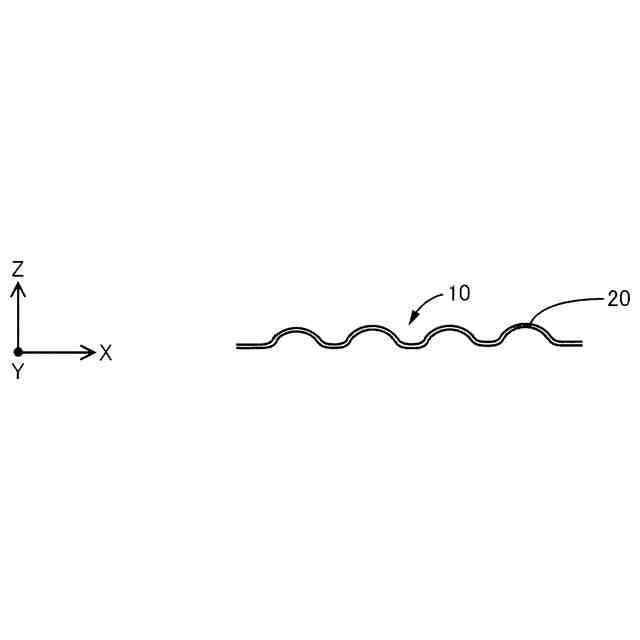
本発明は、複数の円形凸部が規則的に配列されたエンボス板を成形するエンボス成形金型の製作方法に関するものである。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
複数の円形凸部が規則的に配列されたエンボス板が知られている。たとえば、特許文献1に記載された、等間隔で形成された大径の円形凸部の回りを複数個(6個)の小径円形凸部が周方向に等間隔で取り囲むように配置されたエンボス板がそれである。このような、丸凸エンボス板は、一対の金型を用いてプレス加工されることにより成形される。
【先行技術文献】
【特許文献】
【0003】
特開2000-136720号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記特許文献1に記載のエンボス板を成形する成形金型のうちの凸型の加工に際しては、ボールエンドミルを回転駆動しつつそのボールエンドミルを3軸方向にそれぞれ位置制御できる3軸切削盤を用いる。この場合、ボールエンドミルの位置を制御しつつ成形金型の表面を走査して切削するに際して、粗削り加工、中仕上げ加工、及び仕上げ加工毎に、粗削り用、中仕上げ用、及び仕上げ用の異なる種類の工具を必要とすると共に、それぞれの加工工程毎に多くの加工時間が必要となるという、欠点があった。また、それぞれの加工工程毎に3軸の位置制御に用いる大きなサイズの制御データを必要とし、その制御データの作成に多くの工数を必要とする欠点があった。
【0005】
本発明は、以上の事情を背景として為されたものであって、その目的とするところは、より少ない種類の工具を用いて短い加工時間で金型を加工でき、3軸の位置制御に用いる制御データのサイズを小さくしてその制御データの作成に必要な工数を低減できるエンボス成形金型の加工方法を提供することにある。
【課題を解決するための手段】
【0006】
第1発明の要旨とするところは、(a)所定の間隔で配列された大径凸部の回りを前記大径凸部よりも小径の複数個の小径凸部が周方向に等間隔で取り囲むように配置されたエンボス板をプレス成形する凸型及び凹型から成るエンボス成形金型の加工方法であって、(b)前記大径凸部の断面形状に対応する凹形状を有する大径凸部切削切れ刃と、前記大径凸部切削切れ刃に続いて形成された前記大径凸部の外周の平坦部に対応する形状の大径凸部外周切れ刃とを有し、前記大径凸部切削切れ刃の中央を通る回転中心線まわりに回転駆動される大径凸部切削工具と、前記小径凸部の断面形状に対応する凹形状を有する小径凸部切削切れ刃と、前記小径凸部切削切れ刃に続いて形成された前記小径凸部の外周の平坦部に対応する形状の小径凸部外周切れ刃とを有し、前記小径凸部切削切れ刃の中央を通る回転中心線まわりに回転駆動される小径凸部切削工具と、をそれぞれ用意する凹状切刃切削工具準備工程と、(c)前記大径凸部切削工具を、前記大径凸部切削工具の回転中心線を前記凸型の成形面に対して垂直とした状態で前記回転中心線方向に往復移動させ、前記大径凸部に対応する形状の大径凸部形成突起を前記凸型の成形面に切削する大径凸部形成突起切削工程と、(d)前記小径凸部切削工具を、前記小径凸部切削工具の回転中心線を前記凸型の成形面に対して垂直とした状態で前記回転中心線方向に往復移動させ、前記小径凸部に対応する形状の小径凸部形成突起を前記凸型の成形面に切削する小径凸部形成突起切削工程と、を含むことにある。
【0007】
第2発明の要旨とするとことは、第1発明において、前記大径凸部切削工具の大径凸部切削切れ刃には、前記大径凸部切削切れ刃により切削される前記大径凸部形成突起の周縁部に前記凸型の成形面に対して垂直な環状垂直壁面を形成するための垂直切れ刃部が設けられている
【0008】
第3発明の要旨とするところは、第1発明又は第2発明において、(f)前記大径凸部の断面形状に対応する凹形状を有する大径凹穴切削切れ刃と、前記大径凹穴切削切れ刃に続いて形成された前記大径凸部の外周の平坦部に対応する形状の大径凹穴外周切れ刃とを有し、前記大径凹穴切削切れ刃の中央を通る回転中心線まわりに回転駆動される大径凹穴切削工具と、前記小径凸部の断面形状に対応する凸形状を有する小径凹穴切削切れ刃と、前記小径凹穴切削切れ刃に続いて形成された前記小径凸部の外周の平坦部に対応する形状の小径凹穴外周切れ刃とを有し、前記小径凹穴切削切れ刃の中央を通る回転中心線まわりに回転駆動される小径凹穴切削工具と、をそれぞれ用意する凸状切刃切削工具準備工程と、(g)前記大径凹穴切削工具を、前記大径凹穴切削工具の回転中心線を前記凹型の成形面に対して垂直とした状態で前記回転中心線方向に往復移動させ、前記大径凸部に対応する形状の大径凸部形成凹穴を前記凹型の成形面に切削する大径凸部形成凹穴切削工程と、(h)前記小径凹穴切削工具を、前記小径凹穴切削工具の回転中心線を前記凹型の成形面に対して垂直とした状態で前記回転中心線方向に往復移動させ、前記小径凸部に対応する形状の小径凸部形成凹穴を前記凹型の成形面に切削する小径凸部形成凹穴切削工程と、を含むことにある。
【0009】
第4発明の要旨とするところは、第1発明において、前記エンボス板は、前記大径凸部及び前記小径凸部がX方向に等間隔で交互に等中心間隔で配置された第1列と、前記小径凸部がX方向に前記等中心間隔で配置され、前記第1列に対して前記等中心間隔よりも同等以下の間隔でY方向に配置された第2列とが、Y方向に交互に形成され、前記第2列内の小径凸部のうちの2つの小径凸部が前記第1列内の前記大径凸部のX方向の中心間に位置し、前記小径凸部は、前記大径凸部よりも小さい径及び曲率半径を有するものである。
【発明の効果】
【0010】
第1発明のエンボス成形金型の加工方法によれば、前記大径凸部切削工具を、前記大径凸部切削工具の回転中心線を前記凸型の成形面に対して垂直とした状態で前記回転中心線方向に往復移動させ、前記大径凸部に対応する形状の大径凸部形成突起を前記凸型の成形面に切削する大径凸部形成突起切削工程と、前記小径凸部切削工具を、前記小径凸部切削工具の回転中心線を前記凸型の成形面に対して垂直とした状態で前記回転中心線方向に往復移動させ、前記小径凸部に対応する形状の小径凸部形成突起を前記凸型の成形面に切削する小径凸部形成突起切削工程と、が含まれる。この結果、大径凸部形成突起切削工程において、大径凸部切削工具の回転中心線方向の移動のみにより、前記大径凸部に対応する形状の大径凸部形成突起が前記凸型の成形面に切削され、小径凸部形成突起切削工程において、小径凸部切削工具の回転中心線方向の移動のみにより、前記小径凸部に対応する形状の小径凸部形成突起が前記凸型の成形面に切削される。これにより、従来より少ない2種類の工具を用いて、切削工具の回転中心線方向の移動のみによる短い切削加工時間で凸型を加工でき、3軸の位置制御に用いる制御データのサイズを従来よりも単純な移動方向で短い加工時間に対応して小さくでき、制御データの作成に必要な工数を低減できる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
1か月前
日東精工株式会社
ねじ締め装置
1日前
個人
複合金属回転式ホーン
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
17日前
株式会社ダイヘン
積層造形溶接方法
21日前
トヨタ自動車株式会社
積層コア
2か月前
トヨタ自動車株式会社
取付装置
1か月前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ナベヤ
締結装置
21日前
株式会社ツガミ
工作機械
1か月前
株式会社トーキン
溶接用トーチ
1か月前
株式会社メドメタレックス
ドリル
2か月前
オークマ株式会社
診断装置
7日前
株式会社オーエム製作所
工作機械
1か月前
大和ハウス工業株式会社
溶接方法
2日前
株式会社不二越
歯車研削盤
29日前
オークマ株式会社
工作機械
7日前
スター精密株式会社
工作機械
1日前
株式会社関本管工
エルボ管保持装置
1か月前
トヨタ自動車株式会社
位相測定方法
2か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
サムテック株式会社
加工物製造方法
2か月前
株式会社FUJI
自動化用パレット
2か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
DMG森精機株式会社
工作機械
1か月前
トヨタ自動車株式会社
銅線の接合方法
21日前
株式会社不二越
工具の製造方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
21日前
株式会社不二越
超硬合金製ドリル
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社不二越
管用テーパタップ
14日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ