TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025014884
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117818
出願日
2023-07-19
発明の名称
製管装置及び管更生方法
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20250123BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】製管中の更生管径を、簡易な構成で、歩掛りを悪化させることなく管理する。
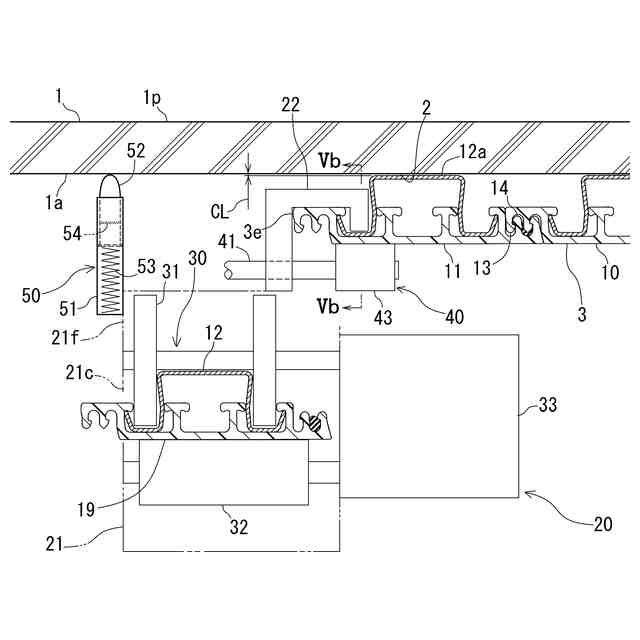
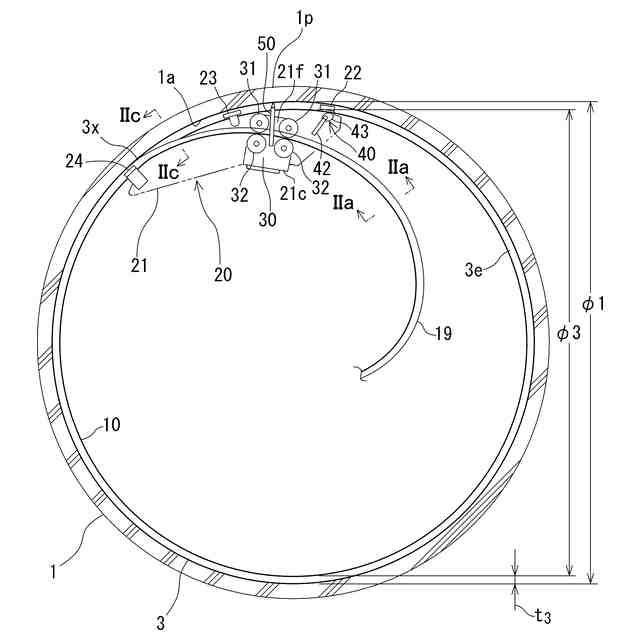
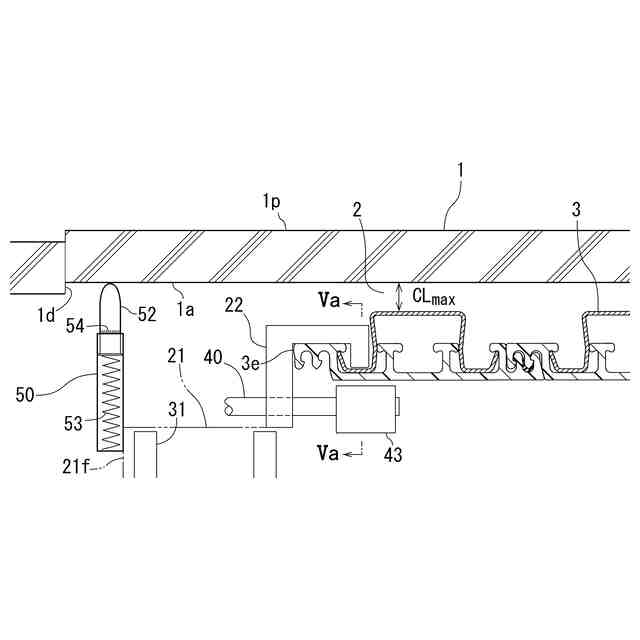
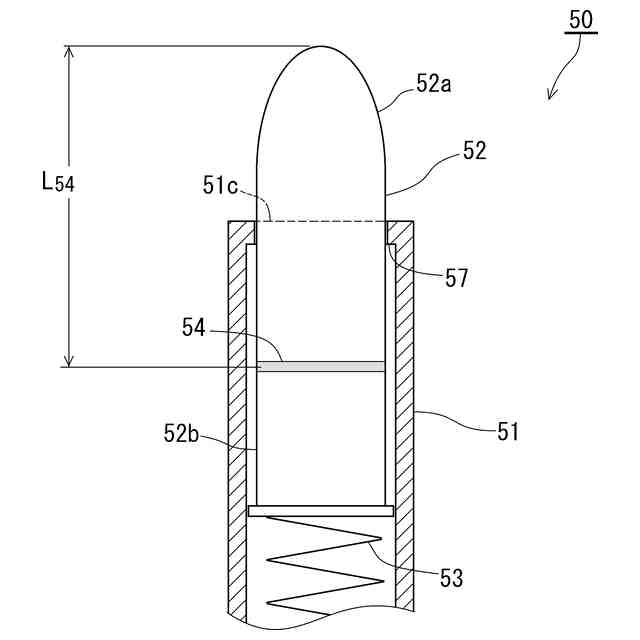
【解決手段】製管装置20を既設管1の内壁1aに沿って螺旋巻き方向へ推進させながら、製管装置20によって帯状部材10を螺旋管状の更生管3に製管する。製管装置20に設けられたクリアランス測定治具50によって、製管中の更生管3における延伸前方の管端部3eと既設管内壁1aとのクリアランスCLを測定し、その測定値によって製管径を管理する。クリアランス測定治具50は、装置本体11に設けられた治具本体51と、治具本体51から内壁1aへ向かって突出されるとともに、内壁1aとの対向方向へ進退可能な測定部材52と、測定部材52を内壁1aへ向かって付勢する付勢手段53を含む。
【選択図】図4(a)
特許請求の範囲
【請求項1】
既設管の内壁に沿って螺旋巻き方向へ推進されながら、帯状部材からなる螺旋管状の更生管を製管する製管装置であって、
製管中の更生管の延伸前方の管端部の内周上に前記螺旋巻き方向へ移動可能に設けられた装置本体と、
前記装置本体に設けられ、前記帯状部材における未製管の帯部分を挟み付けて、前記管端部へ向けて斜めに押し出すことによって前記製管及び前記推進のための力を得る少なくとも一対の駆動ローラと、
前記管端部と前記内壁とのクリアランスを測定するクリアランス測定治具と、
を備え、前記クリアランス測定治具が、
前記装置本体に設けられた治具本体と、
前記治具本体から前記内壁へ向かって突出されるとともに、前記内壁との対向方向へ進退可能な測定部材と、
前記測定部材を前記内壁へ向かって付勢する付勢手段と、
を含むことを特徴とする製管装置。
続きを表示(約 950 文字)
【請求項2】
前記測定部材が、前記内壁とは反対側を向く基端部が前記治具本体に出没可能に保持された軸形状に形成され、前記測定部材の外周面には、前記治具本体からの突出量を示す標線が設けられている請求項1に記載の製管装置。
【請求項3】
前記測定部材の前記内壁を向く先端部が、先細り形状になっている請求項1に記載の製管装置。
【請求項4】
前記測定部材には、前記内壁と接して転動可能な転動体が設けられている請求項1に記載の製管装置。
【請求項5】
前記クリアランス測定治具が、前記装置本体における前記延伸前方を向く側面に設けられている請求項1~4の何れか1項に記載の製管装置。
【請求項6】
前記クリアランス測定治具が、前記装置本体における推進後方側の端部の前記延伸前方を向く側面に設けられている請求項5に記載の製管装置。
【請求項7】
製管装置を既設管の内壁に沿って螺旋巻き方向へ推進させながら、前記製管装置に供給された帯状部材を前記製管装置によって螺旋管状の更生管に製管する工程と、
製管装置に設けられたクリアランス測定治具によって、製管中の更生管における延伸前方の管端部と前記内壁とのクリアランスを測定する工程と、
前記クリアランスの測定値によって前記更生管の製管径を管理する工程と、
を備えたことを特徴とする管更生方法。
【請求項8】
前記製管装置が前記既設管の管頂部に位置される都度、前記クリアランスの測定を行なう請求項7に記載の管更生方法。
【請求項9】
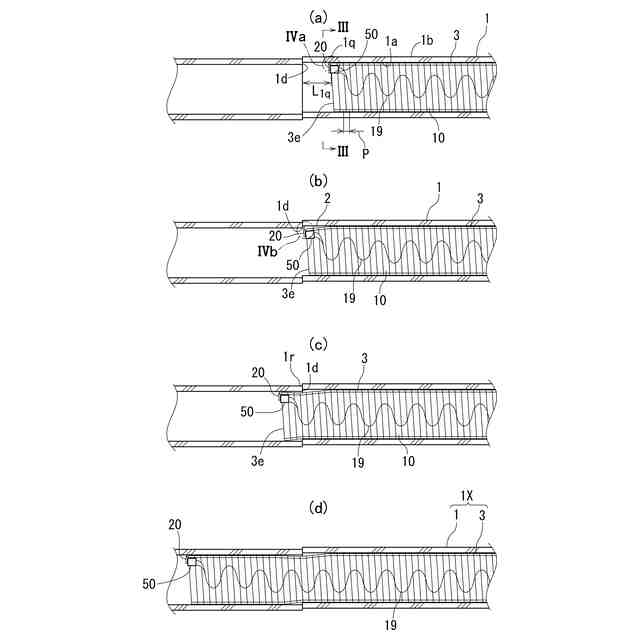
前記既設管の断面変位部の手前の所定位置まで前記製管がなされたとき以降、前記更生管が縮径されるよう製管し、かつ前記クリアランスの測定を行い、
前記断面変位部を通過するまで前記製管がなされた以降、前記更生管が拡径されるよう製管する請求項7に記載の管更生方法。
【請求項10】
前記帯状部材として、前記更生管が自立管となる剛性を有する帯状部材を用い、
前記製管工程では、前記更生管が前記内壁に張り付くように製管する請求項7~9の何れか1項に記載の管更生方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば老朽化した下水道管等の既設管の内壁に沿って螺旋管状の更生管を製管する装置及び既設管を更生する方法に関し、特に、螺旋巻き方向へ推進されながら製管を行なう自走式の製管装置及び管更生方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
老朽化した下水道管等の既設管の内周に更生管をライニングすることによって、既設管を更生することは公知である(特許文献1、2等参照)。更生管として、合成樹脂製の帯状部材を螺旋状に巻回して製管された螺旋管が知られている。特許文献1には、帯状部材から螺旋管状の更生管を製管する自走式の製管装置が開示されている。自走式の製管装置は、製管中の更生管の延伸前方の管端部に配置された装置本体と、装置本体に設けられた一対の駆動ローラを含む。駆動ローラによって、帯状部材における未製管の帯部分を挟み付けるとともに管端部に押し込んで製管する。押し込みによる反力によって、製管装置が螺旋巻き方向へ推進される。
【0003】
さらに特許文献1の製管装置には、管端部と摺擦することによって推進にブレーキを掛けるブレーキ機構が設けられている。ブレーキを掛けたときの推進量に対して、駆動ローラによる未製管の帯部分の押し込み量を大きくすることによって、更生管を拡径製管して既設管の内周に張り付かせることができる。
【0004】
特許文献2においては、製管装置の幅方向を管端部の管軸方向に対して傾斜させることによって、更生管径を拡縮させることが提案されている。
特許文献3の製管装置には、ワイヤが付設されている。ワイヤが更生管の管端部の外周に掛け回されている。更生管を拡径気味に製管してワイヤに張り付かせる。ワイヤの長さを調節することによって、更生管の周長ひいては管径を調整できる。
特許文献4には、帯状部材の内周側面(更生管の内周面となる面)に、帯長方向に沿って目盛を設けることで、更生管の管径変化を把握することが記載されている。
【先行技術文献】
【特許文献】
【0005】
国際公開WO2016/175243
国際公開WO2017/170866
特開2019-084728号公報
特開2017-209978号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1、2等の製管装置によれば、更生管を既設管の内壁に張り付けることによって、更生管と既設管との間への裏込めを省略した裏込めレス工法に適用可能である。しかし、既設管の内壁に継ぎ目等による段差があったり屈曲部があったりした場合は、更生管径を縮径させて、段差や屈曲部を通過する必要がある。縮径させる場合でも、更生管内の流量確保のために、所定の更生管径(標準更生径)より小さくしてはならない。
【0007】
このため、更生管の縮径製管時には、更生管径の管理が必要である。現状では、製管装置が一周するごとに駆動を停止して、作業者が更生管径をメジャーで計測しており、歩掛りが悪い。帯状部材に付された目盛や印字から管径を読み取るのも同様であり、歩掛りが悪い。
デジタル距離計や速度センサなどのデジタル機器を使用して、製管装置の速度等から更生径を算出することも考えられるが、コスト高になる。
本発明は、かかる事情に鑑み、製管中の更生管径を、簡易な構成で、歩掛りを悪化させることなく管理できるようにすることを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明装置は、既設管の内壁に沿って螺旋巻き方向へ推進されながら、帯状部材からなる螺旋管状の更生管を製管する製管装置であって、
製管中の更生管の延伸前方の管端部の内周上に前記螺旋巻き方向へ移動可能に設けられた装置本体と、
前記装置本体に設けられ、前記帯状部材における未製管の帯部分を挟み付けて、前記管端部へ向けて斜めに押し出すことによって前記製管及び前記推進のための力を得る少なくとも一対の駆動ローラと、
前記管端部と前記内壁とのクリアランスを測定するクリアランス測定治具と、
を備え、前記クリアランス測定治具が、
前記装置本体に設けられた治具本体と、
前記治具本体から前記内壁へ向かって突出されるとともに、前記内壁との対向方向へ進退可能な測定部材と、
前記測定部材を前記内壁へ向かって付勢する付勢手段と、
を含むことを特徴とする。
【0009】
前記駆動ローラの回転駆動によって更生管の製管が進むとともに製管装置が推進される。
クリアランス測定治具の測定部材は、付勢手段の付勢によって治具本体から突出されて既設管の内壁に突き当てられるとともに、製管装置の推進に伴って既設管の内壁上を移動される。
測定部材の突出量を確認することによって既設管の内壁と更生管との間のクリアランスを把握できる。クリアランスが分かれば、既設管の管径及び更生管の管厚から更生管の管径を導き出すことができる。したがって、クリアランスを管理することで、更生管の管径を管理でき、拡径製管すべきか縮径製管すべきか、製管径が標準更生径を下回っていないか等を判断できる。
更生管の管径管理のために、メジャーを用いて更生管の管径を計測する必要が無く、歩掛かりの悪化を防止できる。
クリアランス測定治具は、構成が簡易であり、コストを抑えることができる。
【0010】
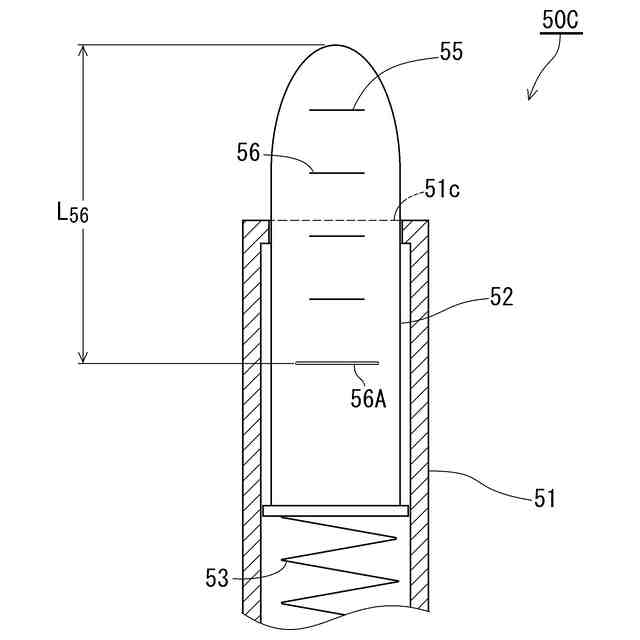
好ましくは、前記測定部材が、前記内壁とは反対側を向く基端部が前記治具本体に出没可能に保持された軸形状に形成され、前記測定部材の外周面には、前記治具本体からの突出量を示す標線が設けられている。
これによって、標線が現れているか否かを目視確認することで、測定部材の突出量ひいてはクリアランスを簡単に把握でき、更生管の管径管理を容易化できる。
例えば、標準更生径と対応するクリアランスのとき、標線が治具本体の出没口に位置するように設定することで、標線が出没口から出ているか引っ込んでいるかを目視確認することによって、更生管を縮径し過ぎが否かを容易に判断できる。
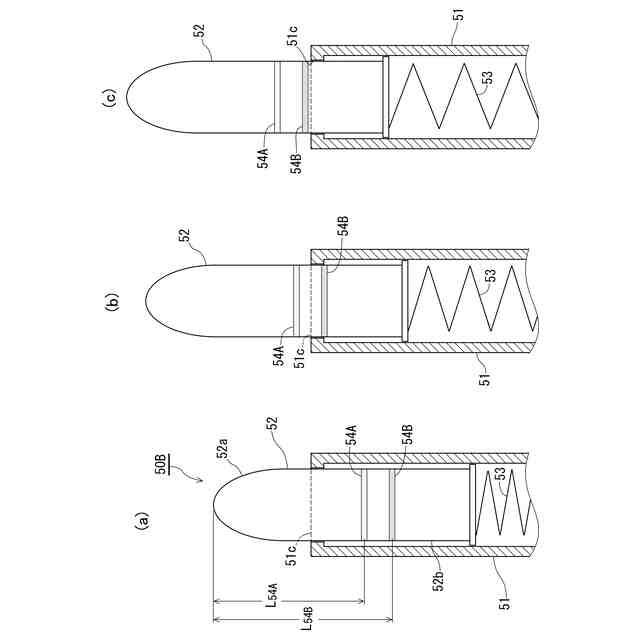
色が異なる複数の標線が測定部材の軸線方向に互いに離れて配置されてもよい。例えば、黄色の標線と赤色の標線を設けることによって、どちらの標線も治具本体内に引っ込んでいれば、縮径製管の余裕があることを示し、黄色の標線だけが治具本体から突出されていれば、もう少しで縮径製管の許容限界に達することを示し、赤色の標線も突出されたら、それ以上の縮径製管は不可であることを示すようにしてもよい。
標線が、測定部材の突出量ひいてはクリアランスを示す目盛り線であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
CKD株式会社
型用台車
1か月前
東レ株式会社
プリプレグテープ
4か月前
シーメット株式会社
光造形装置
1か月前
グンゼ株式会社
ピン
1か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
個人
樹脂可塑化方法及び装置
23日前
株式会社FTS
ロッド
16日前
株式会社シロハチ
真空チャンバ
3か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社FTS
セパレータ
10日前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
KTX株式会社
シェル型の作製方法
7か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社リコー
シート処理システム
6か月前
株式会社リコー
シート処理システム
5か月前
個人
ノズルおよび熱風溶接機
1か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
トヨタ自動車株式会社
電池の製造方法
2か月前
株式会社日本製鋼所
射出成形機
2か月前
株式会社コスメック
磁気クランプ装置
4か月前
中川産業株式会社
防火板材の製造方法
2か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
株式会社FTS
ブローニードル
2か月前
株式会社日本製鋼所
射出成形機
7か月前
三光合成株式会社
ガス排出供給構造体
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































