TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025014773
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117591
出願日
2023-07-19
発明の名称
銅アルミニウムクラッド材の製造方法、ヒートシンクの製造方法、銅アルミニウムクラッド材及びヒートシンク
出願人
日本軽金属株式会社
代理人
弁理士法人磯野国際特許商標事務所
主分類
B23K
20/00 20060101AFI20250123BHJP(工作機械;他に分類されない金属加工)
要約
【課題】容易に製造することができるとともに、剥離し難い銅アルミニウムクラッド材の製造方法を提供する。
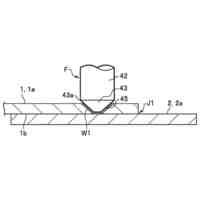
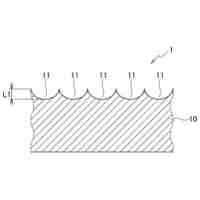
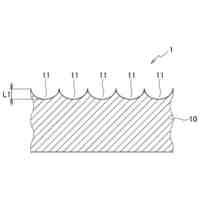
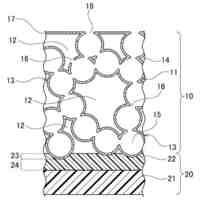
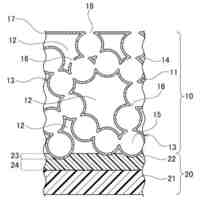
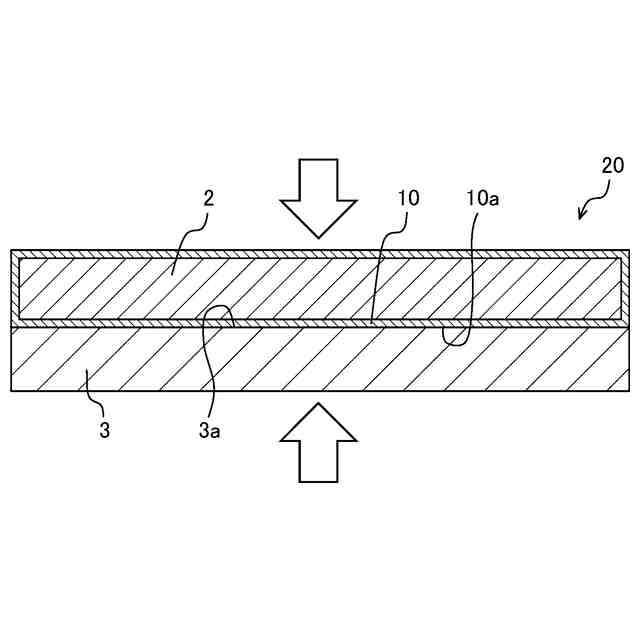
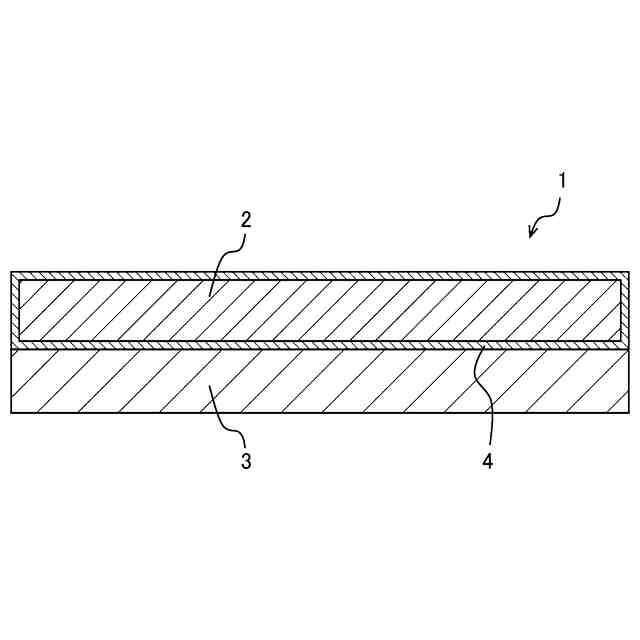
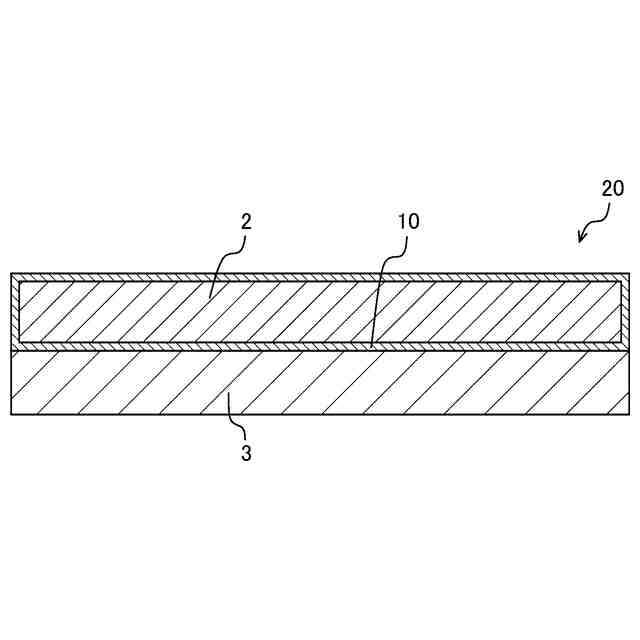
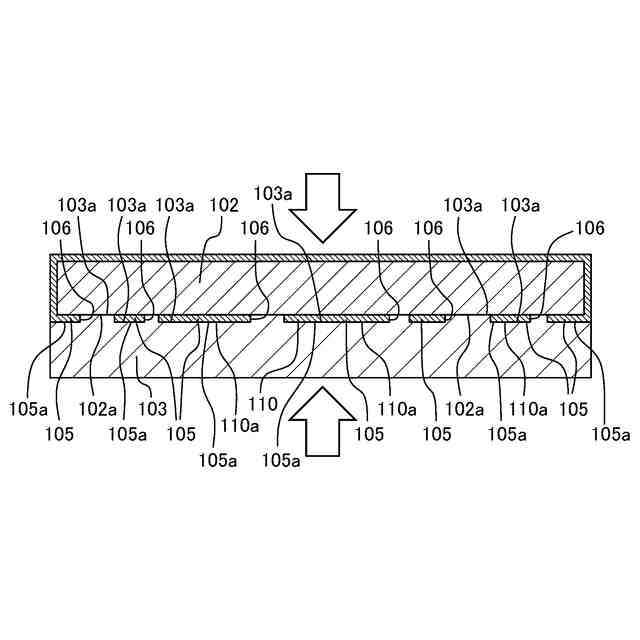
【解決手段】銅部材2は、アルミニウム部材3と対向する対向面に、金属材料により密着して形成されるとともに酸化物の発生を抑制する被覆層10が設けられており、被覆層10とアルミニウム部材3とを互いに向き合わせた状態で、銅部材2とアルミニウム部材3とを積層して積層体20を形成する積層工程と、積層体20に熱間鍛造を施して鍛造接合する鍛造工程と、を備え、鍛造工程において、銅部材2と被覆層10とが密着した状態で、被覆層10の新生面10aとアルミニウム部材3の新生面3aとを密着させて接合させることを特徴とする。
【選択図】図4
特許請求の範囲
【請求項1】
銅又は銅合金により形成される銅部材と、アルミニウム又はアルミニウム合金により形成されるアルミニウム部材とを鍛造接合してクラッド材を製造する銅アルミニウムクラッド材の製造方法であって、
前記銅部材は、前記アルミニウム部材と対向する対向面に、金属材料により密着して形成されるとともに酸化物の発生を抑制する被覆層が設けられており、
前記被覆層と前記アルミニウム部材とを互いに向き合わせた状態で、前記銅部材と前記アルミニウム部材とを積層して積層体を形成する積層工程と、
前記積層体に熱間鍛造を施して鍛造接合する鍛造工程と、を備え、
前記鍛造工程において、前記銅部材と前記被覆層とが密着した状態で、前記被覆層の新生面と前記アルミニウム部材の新生面とを密着させて接合させる、
ことを特徴とする、銅アルミニウムクラッド材の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記鍛造工程において、前記被覆層を分断させて、分断された前記被覆層の間に前記被覆層が存在しない分断部を形成し、
前記分断部に前記アルミニウム部材を流入させることで、前記分断部において露出した前記銅部材の新生面と前記アルミニウム部材の新生面とを密着させて前記銅部材と前記アルミニウム部材とを接合させる、
請求項1に記載の銅アルミニウムクラッド材の製造方法。
【請求項3】
前記金属材料が、チタン、バナジウム、クロム、マンガン、コバルト、ニッケル、モリブデン、ロジウム、パラジウム、銀、白金、金からなる群より選ばれる少なくとも一種の金属はまたその合金である、
請求項1に記載の銅アルミニウムクラッド材の製造方法。
【請求項4】
前記銅部材に前記被覆層を形成する被覆工程をさらに備える、
請求項1に記載の銅アルミニウムクラッド材の製造方法。
【請求項5】
前記被覆層がめっき層であり、
前記被覆工程において、前記銅部材にめっき処理を施すことで前記めっき層を形成する、
請求項4に記載の銅アルミニウムクラッド材の製造方法。
【請求項6】
前記めっき処理が、電気Niめっき、無電解Ni-Pめっき、又は電気Ni-Crめっきである、
請求項5に記載の銅アルミニウムクラッド材の製造方法。
【請求項7】
前記めっき層の厚さが15μm以下である、
請求項5に記載の銅アルミニウムクラッド材の製造方法。
【請求項8】
前記積層体を大気雰囲気下で予備加熱する加熱工程をさらに備え、
前期鍛造工程において、前記加熱工程で予備加熱された前記積層体を大気雰囲気下で熱間鍛造する、
請求項1に記載の銅アルミニウムクラッド材の製造方法。
【請求項9】
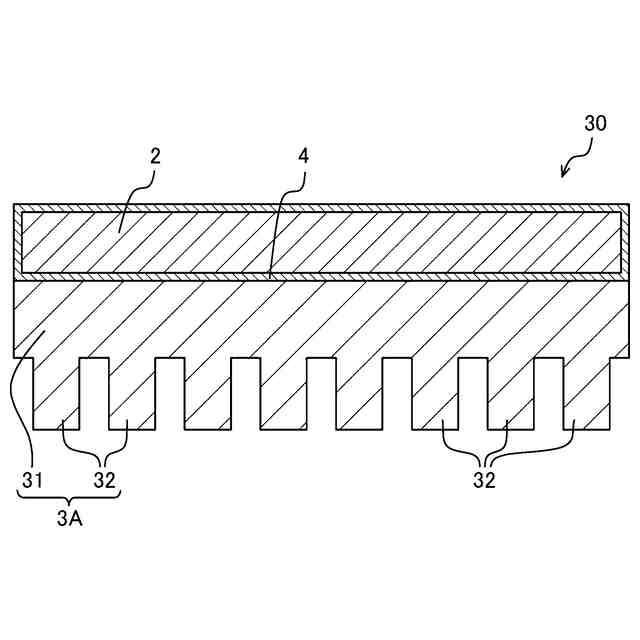
請求項1~8のいずれか一項に記載の銅アルミニウムクラッド材の製造方法を行いつつ、前記アルミニウム部材にフィンを形成するヒートシンクの製造方法であって、
前記鍛造工程において、前記積層体に熱間鍛造を施すことで鍛造接合するとともに、前記アルミニウム部材にフィンを形成する、
ことを特徴とするヒートシンクの製造方法。
【請求項10】
請求項1~8のいずれか一項に記載の銅アルミニウムクラッド材の製造方法を行った後、
前記アルミニウム部材に切削処理を施すことでフィンを形成する切削フィン形成工程を備える、
ことを特徴とするヒートシンクの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、銅アルミニウムクラッド材の製造方法、ヒートシンクの製造方法、銅アルミニウムクラッド材及びヒートシンクに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
電子部品の放熱を行うためにヒートシンクが用いられている。ヒートシンクの材料として、銅又はアルミニウムが用いられている。銅は、熱伝導性能及びはんだの濡れ性能に優れている。アルミニウムは、コスト、軽量性、耐食性、及び加工性に優れている。銅とアルミニウムの両方の性能を活かすため、電子部品が配置される側に銅を設けて、他方のフィンが形成される側にアルミニウムを設けたヒートシンクの開発が進められている。
【0003】
特許文献1では、アルミニウムと銅とからなる複合板(クラッド材)であって、複合板のアルミニウム板表面にアルミニウムからなる放熱フィンが設けられており、複合板の圧延面が金属接合(拡散接合)されているヒートシンクが開示されている。特許文献1では、アルミニウム板と銅板とをそれぞれ別々に加熱した後、両者を重ね合わせて圧延することで、複合板が冶金的に接合されることが記載されている。
【先行技術文献】
【特許文献】
【0004】
特開平9-298259号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1では、銅部材とアルミニウム部材とからなる複合板を熱間圧延しているため、銅部材とアルミニウム部材との接合面に酸化物が生成するおそれがある。酸化物が生成された部位では、銅部材とアルミニウム部材とに接合不良が生じるため、クラッド材の密着性が低下して剥離に繋がるという問題がある。また、量産性の観点から、クラッド材又はクラッド材を用いたヒートシンクを容易に製造できることが望まれている。
【0006】
このような観点から本発明は、容易に製造することができるとともに、剥離し難い銅アルミニウムクラッド材の製造方法、ヒートシンクの製造方法、銅アルミニウムクラッド材及びヒートシンクを提供することを目的とする。
【課題を解決するための手段】
【0007】
〔1〕前記課題を解決するために、本発明は、銅又は銅合金により形成される銅部材と、アルミニウム又はアルミニウム合金により形成されるアルミニウム部材とを鍛造接合してクラッド材を製造する銅アルミニウムクラッド材の製造方法であって、前記銅部材は、前記アルミニウム部材と対向する対向面に、金属材料により密着して形成されるとともに酸化物の発生を抑制する被覆層が設けられており、前記被覆層と前記アルミニウム部材とを互いに向き合わせた状態で、前記銅部材と前記アルミニウム部材とを積層して積層体を形成する積層工程と、前記積層体に熱間鍛造を施して鍛造接合する鍛造工程と、を備え、前記鍛造工程において、前記銅部材と前記被覆層とが密着した状態で、前記被覆層の新生面と前記アルミニウム部材の新生面とを密着させて接合させることを特徴とする、銅アルミニウムクラッド材の製造方法である。
【0008】
〔2〕前記鍛造工程において、前記被覆層を分断させて、分断された前記被覆層の間に前記被覆層が存在しない分断部を形成し、前記分断部に前記アルミニウム部材を流入させることで、前記分断部において露出した前記銅部材の新生面と前記アルミニウム部材の新生面とを密着させて前記銅部材と前記アルミニウム部材とを接合させる、〔1〕に記載の銅アルミニウムクラッド材の製造方法であることが好ましい。
【0009】
〔3〕前記金属材料が、チタン、バナジウム、クロム、マンガン、コバルト、ニッケル、モリブデン、ロジウム、パラジウム、銀、白金、金からなる群より選ばれる少なくとも一種の金属はまたその合金である、〔1〕又は〔2〕に記載の銅アルミニウムクラッド材の製造方法であることが好ましい。
【0010】
〔4〕前記銅部材に前記被覆層を形成する被覆工程をさらに備える、〔1〕~〔3〕のいずれかに記載の銅アルミニウムクラッド材の製造方法であることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本軽金属株式会社
遮音壁
5日前
日本軽金属株式会社
接合方法
4日前
日本軽金属株式会社
脱臭装置
11日前
日本軽金属株式会社
外観ムラ抑制部材
4日前
日本軽金属株式会社
外観ムラ抑制部材
4日前
日本軽金属株式会社
蓋体及びその製造方法
4日前
日本軽金属株式会社
撥液部材及びその製造方法
4日前
日本軽金属株式会社
撥液部材及びその製造方法
4日前
日本軽金属株式会社
脱臭制御システム及び脱臭制御方法
11日前
日本軽金属株式会社
アルミニウム部材及びその製造方法
15日前
日本軽金属株式会社
アルミニウム部材及びその製造方法
15日前
日本軽金属株式会社
アルミニウム部材及びその製造方法
15日前
日本軽金属株式会社
ヒートパイプ及び、ヒートパイプの製造方法
4日前
日本軽金属株式会社
板状アルミナ粉末及びその製造方法、並びに塗料又は化粧品
4日前
日本軽金属株式会社
分析用担体、イムノクロマトグラフィー用テストストリップ及び分析用担体の製造方法
4日前
日本軽金属株式会社
分析用担体、イムノクロマトグラフィー用テストストリップ及び分析用担体の製造方法
4日前
個人
フライス盤
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社北川鉄工所
回転装置
4か月前
日東精工株式会社
ねじ締め機
5日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
25日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社FUJI
工作機械
11日前
株式会社FUJI
工作機械
4日前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
3か月前
個人
型枠製造装置のフレーム
15日前
株式会社アンド
半田付け方法
1か月前
キヤノン電子株式会社
加工システム
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ