TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025014732
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117525
出願日
2023-07-19
発明の名称
ナット部材及びフックスパナ
出願人
株式会社アルプスツール
代理人
弁理士法人インテクト国際特許事務所
,
個人
主分類
B23B
31/20 20060101AFI20250123BHJP(工作機械;他に分類されない金属加工)
要約
【課題】締緩作業中のフックスパナの横滑りを防止し、作業安定性を高めることのできるナット部材と、このナット部材を締緩するためのフックスパナを提供する。
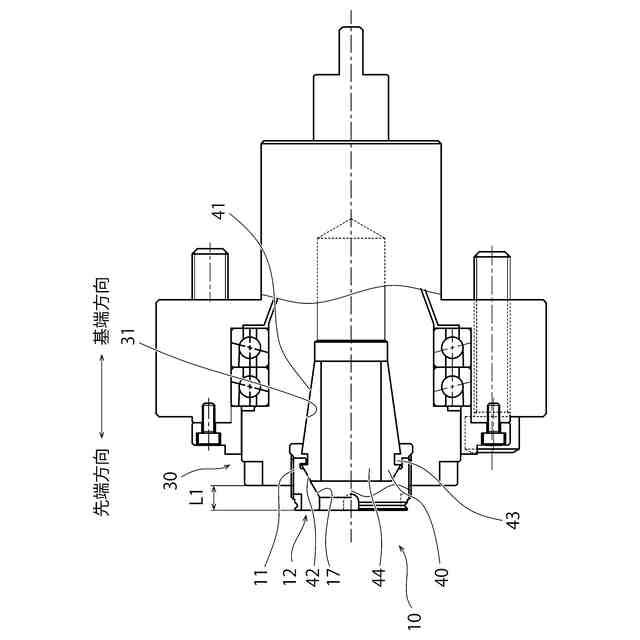
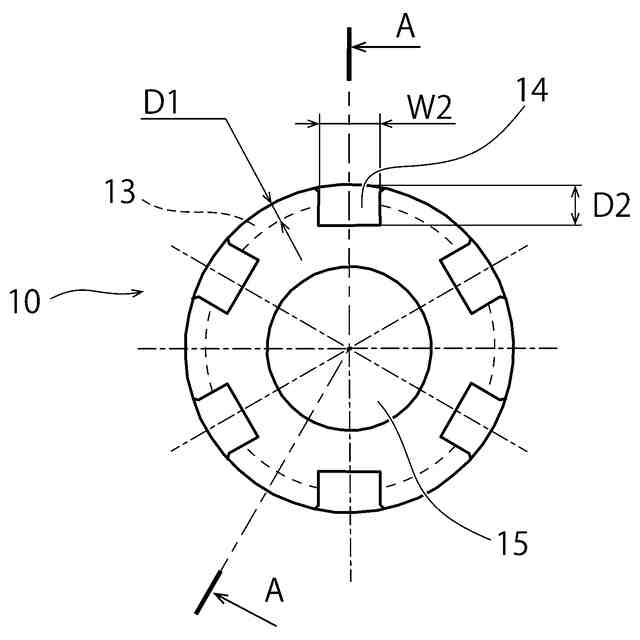
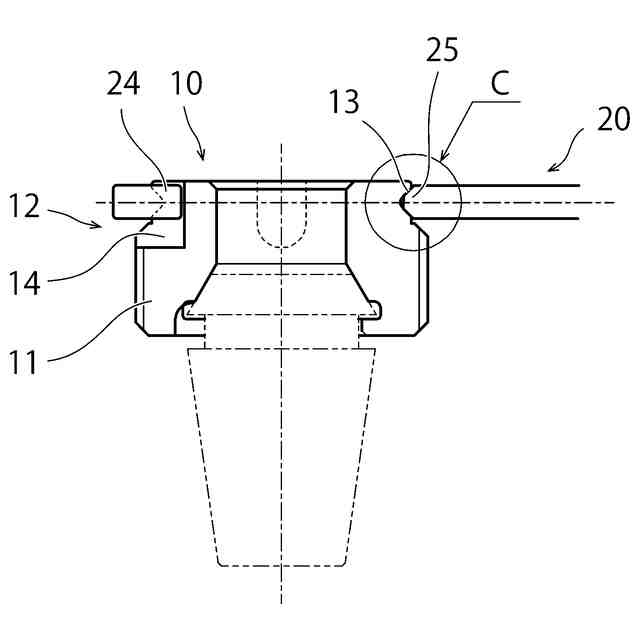
【解決手段】コレットチャック式ツールホルダのナット部材であって、基端方向に配置されるねじ部と、先端方向に配置される係合部と、前記ねじ部と同軸に配置される内周部と、を備え、前記係合部は、外周面に係止凹部と、嵌合溝と、を備え、前記係止凹部は、前記ねじ部の軸方向と直交する方向の断面形状が略矩形に形成され、前記嵌合溝は、前記ねじ部の軸方向の断面形状が略V字形に形成され、前記内周部は、前記先端方向の端面から前記基端方向の端面を貫通すると共に、押さえ面と、リブと、を備え、前記押さえ面は、前記基端方向に向かって拡径するように形成され、前記リブは、前記押さえ面に対して前記基端方向に配置されると共に、径方向内側に向かって突出するように形成される。
【選択図】図5
特許請求の範囲
【請求項1】
コレットチャック式ツールホルダのナット部材であって、
基端方向に配置されるねじ部と、先端方向に配置される係合部と、前記ねじ部と同軸に配置される内周部と、を備え、
前記係合部は、外周面に係止凹部と、嵌合溝と、を備え、
前記係止凹部は、前記ねじ部の軸方向と直交する方向の断面形状が略矩形に形成され、
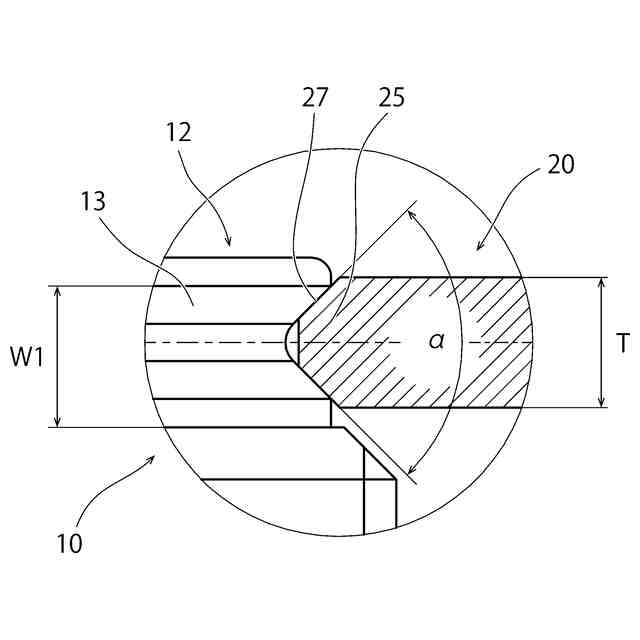
前記嵌合溝は、前記ねじ部の軸方向の断面形状が略V字形に形成され、
前記内周部は、前記先端方向の端面から前記基端方向の端面を貫通すると共に、押さえ面と、リブと、を備え、
前記押さえ面は、前記基端方向に向かって拡径するように形成され、
前記リブは、前記押さえ面に対して前記基端方向に配置されると共に、径方向内側に向かって突出するように形成されることを特徴とするナット部材。
続きを表示(約 790 文字)
【請求項2】
請求項1に記載のナット部材において、
前記係止凹部は、前記係合部の外周面に沿って等間隔に複数配置されることを特徴とするナット部材。
【請求項3】
請求項1に記載のナット部材において、
前記係止凹部は、前記先端方向の端面と連通することを特徴とするナット部材。
【請求項4】
請求項1に記載のナット部材において、
前記嵌合溝は、前記係合部の外周面に沿って環状に形成されることを特徴とするナット部材。
【請求項5】
請求項1に記載のナット部材において、
前記ねじ部は、外周面にねじ溝が形成されることを特徴とするナット部材。
【請求項6】
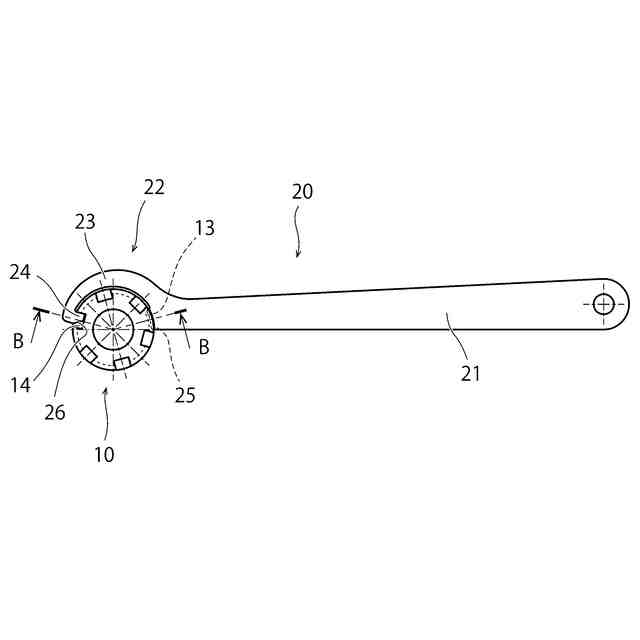
請求項1から5に記載のナット部材を回動させるためのフックスパナであって、
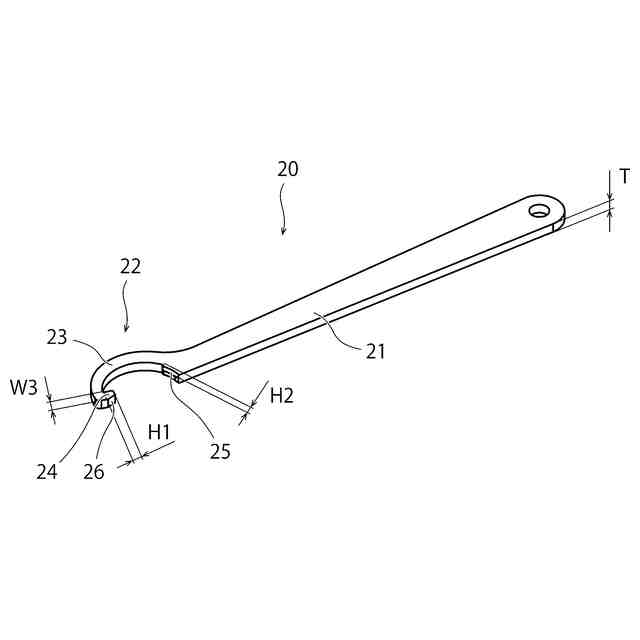
柄部と、引掛け頭部と、を備え、
前記引掛け頭部は、円弧部と、前記ナット部材の前記係止凹部に係合する係合爪と、前記ナット部材の前記嵌合溝に嵌合する嵌合部と、を備え、
前記円弧部は、前記柄部の一方の端部から円弧状に延出し、
前記係合爪は、前記円弧部の一方の端部から前記円弧部の半径方向内側に向かって延出し、
前記嵌合部は、前記円弧部の他方の端部から前記半径方向内側に向かって延出することを特徴とするフックスパナ。
【請求項7】
請求項6に記載のフックスパナにおいて、
前記嵌合部は、前記円弧部の厚み方向の断面形状が前記嵌合溝に対応する略V字形に形成されていることを特徴とするフックスパナ。
【請求項8】
請求項6に記載のフックスパナにおいて、
前記係合爪は、前記係合爪の延出方向の先端部に、前記円弧部の内面に向かって傾斜する傾斜面を備えることを特徴とするフックスパナ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、旋盤等の切削加工に用いる工作機械に用いられ、主にドリル及びエンドミル等の切削工具のシャンクを把持するコレットチャックを締め付けるナット部材と、このナット部材を締緩するためのフックスパナと、に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
一般に、回転工具装置は、旋盤等の旋削加工に用いる工作機械の刃物台表面に取り付けられ、一例として、切削工具を保持する構造としてコレットチャック式ツールホルダが用いられる。また、この種のコレットチャック式ツールホルダは、ホルダ主軸の先端部にコレットを挿入し、ホルダ主軸の先端部に形成されたねじ部にナット部材を螺合させ、このナット部材を締め付けることで、コレットの内径を縮径させて切削工具のシャンクを把持する構造を有する。
【0003】
従来、このようなナット部材の締緩作業には、図9に示すようなフックスパナ100が用いられていた。従来のフックスパナ100は、ナット部材の外周面に形成された係合溝にフックスパナ先端部に形成された係合部101を係合させ、係合部101から離れた位置に形成された当接面102をナット部材の外周面に当接させて、ナット部材を回動させるものである。このような従来のフックスパナ100は、ナット部材の締緩作業時に当接面102がナット部材の軸方向にずれてしまうこと(以下、本明細書において横滑りという。)があり、作業安定性に課題があった。
【0004】
また、従来、このようなナット部材の締付け用フックスパナとして、特許文献1に記載されるように、ナットの外周面に形成した係合溝にナット側方から係合セットしてナットを回動するフックスパナにおいて、フックスパナをナットにセットした時ナットの両側にナットの螺進方向と直交する方向に突出する鍔部材を設けたことを特徴とするフックスパナが知られている。
【先行技術文献】
【特許文献】
【0005】
実全昭55-66772公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載されるフックスパナによれば、フックスパナに設けられた鍔部材により、フックスパナを操作するときのコレット等の被締結部材の脱落を防止することができる。また、当該鍔部材により、ナット部材を軸方向に保持することができるため、フックスパナの横滑りに対しても効果を発揮し、作業性を改善することができると考えられる。
【0007】
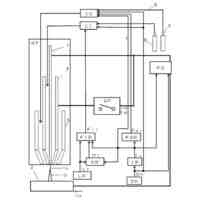
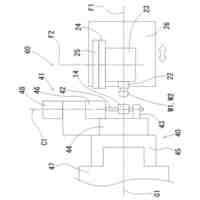
ところで、この種のコレットチャックをナット部材により締め付ける構造として、図8に示すように、ナット部材10′の内周面に設けられた雌ねじ部とホルダ主軸30′に設けられた雄ねじ部とを螺合させる構造(以下、本明細書において内径ねじナット構造という。)と、図1に示すように、ナット部材10の外周面に設けられた雄ねじ部とホルダ主軸30に設けられた雌ねじ部とを螺合させる構造(以下、本明細書において外径ねじナット構造という。)と、が知られている。
【0008】
コレットチャックの締め付け構造として、図1に示すような外径ねじナット構造を採用した場合、ホルダ主軸30からのナット部材10の飛び出し量L1を抑えることが可能となる。このため、刃物台表面からナット部材10の端面までの距離が短くなり、ワークの加工範囲を広く確保することができるという利点がある。また、刃物台表面から切削工具までの距離も短くなるため、回転工具装置全体の剛性を上げることができる。
【0009】
しかしながら、このような外径ねじナット構造は、ホルダ主軸30からのナット部材10の飛び出し量L1を短くすることができると同時に、ナット部材10の外周面の露出部が少なくなる。このため、ナット部材10の締緩作業を行う際に、フックスパナをナット部材10の外周面に係合させる範囲がナット部材10の軸方向に狭くなってしまう。これにより、フックスパナの厚みも薄くする必要があり、作業時のフックスパナの横滑りがより起きやすくなってしまうという課題があった。
【0010】
また、特許文献1に記載されるフックスパナは、横滑りを防止するために内径ねじナット構造のナット部材を締結する場合には適用することができるが、外径ねじナット構造のナット部材を締結する場合には、鍔部材がナット部材と干渉してしまうため適用することができない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
17日前
個人
複合金属回転式ホーン
17日前
株式会社FUJI
工作機械
18日前
有限会社津谷工業
切削工具
2か月前
株式会社ツガミ
工作機械
16日前
トヨタ自動車株式会社
検査方法
27日前
株式会社トーキン
溶接用トーチ
23日前
株式会社ツガミ
工作機械
27日前
トヨタ自動車株式会社
積層コア
1か月前
トヨタ自動車株式会社
取付装置
17日前
株式会社不二越
歯車加工機
2か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
3日前
株式会社FUJI
自動化用パレット
1か月前
株式会社ダイヘン
溶接トーチ
16日前
株式会社ダイヘン
溶接トーチ
16日前
サムテック株式会社
加工物製造方法
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社関本管工
エルボ管保持装置
23日前
三菱電機株式会社
ねじ取り出し装置
1か月前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
DMG森精機株式会社
工作機械
27日前
株式会社不二越
工具の製造方法
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
津田駒工業株式会社
バリ取り用スピンドル装置
17日前
トヨタ自動車株式会社
スパッタ検出方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
17日前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
株式会社不二越
スカイビングカッタ
2か月前
北井産業株式会社
ギヤ切削加工装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ