TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025014234
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023116591
出願日
2023-07-18
発明の名称
レーザ加工装置
出願人
浜松ホトニクス株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
26/142 20140101AFI20250123BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザ光の出射部に供給されるガスを独立して調整可能なレーザ加工装置を提供する。
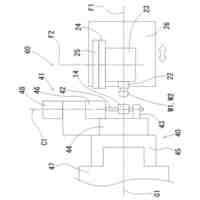
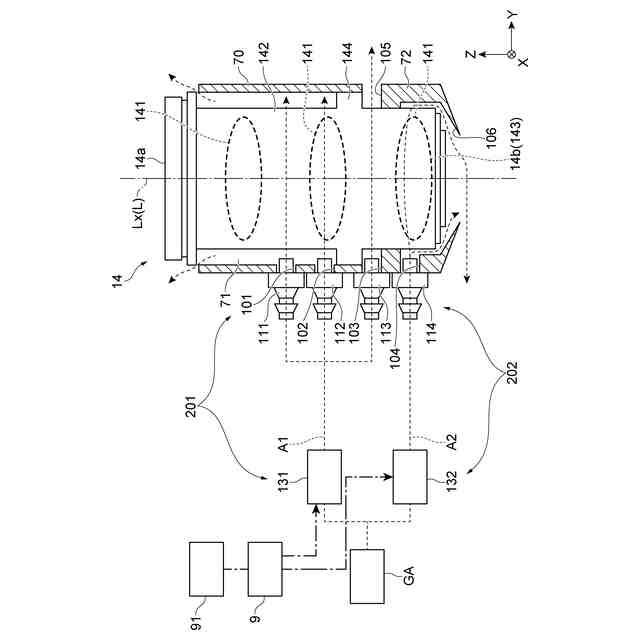
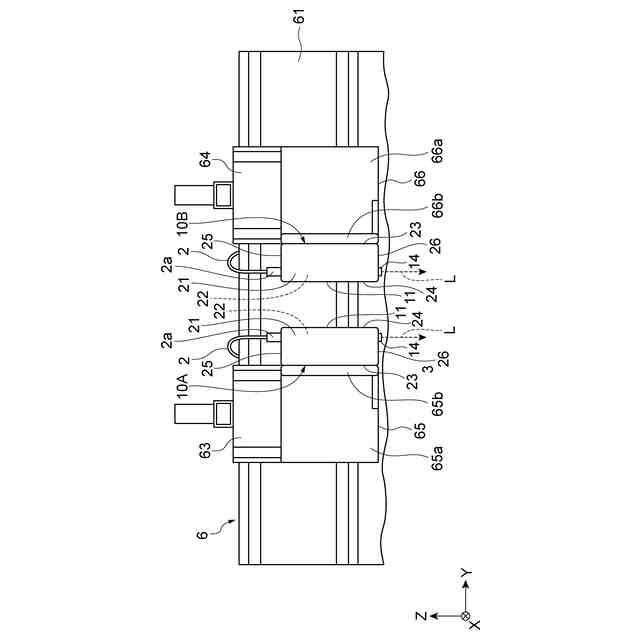
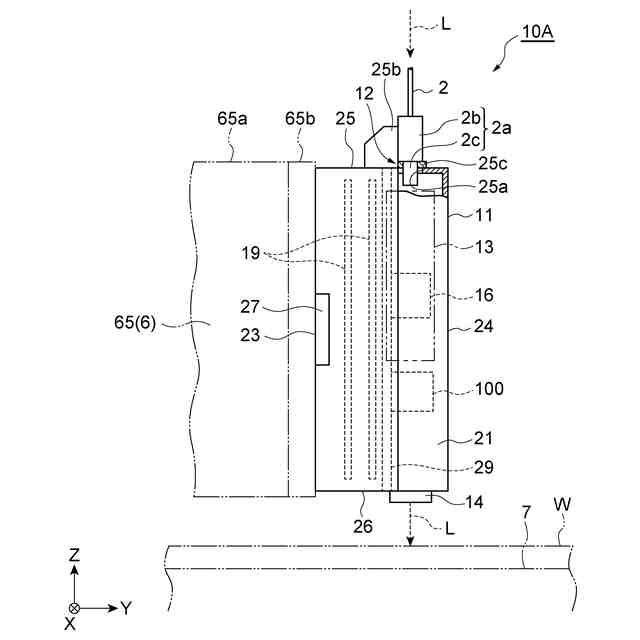
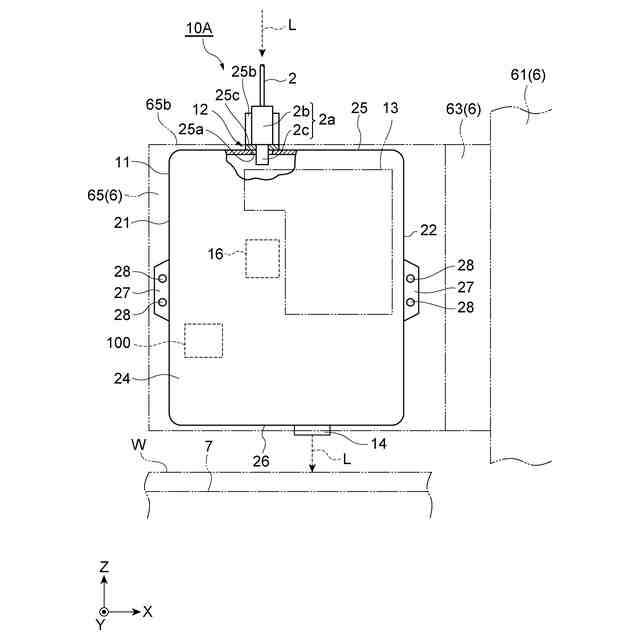
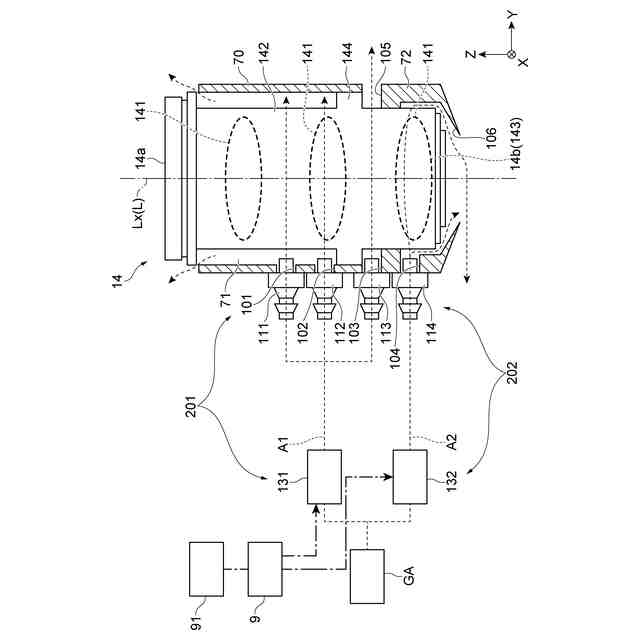
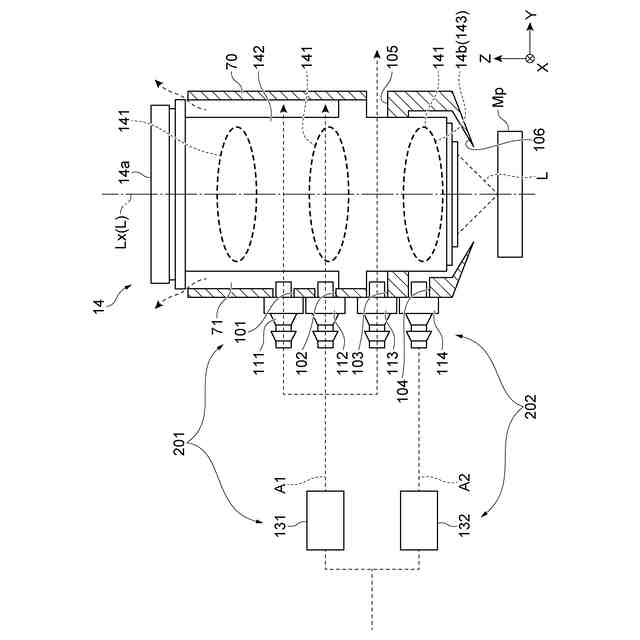
【解決手段】レーザ加工装置1は、集光レンズ141と鏡筒142とを含む対物レンズ部14を有するレーザ加工ヘッド10Aと、鏡筒142に設けられたカバー70と、第1噴射機構201と、第2噴射機構202と、を備える。第1噴射機構201は、カバー70に設けられた第1噴射口101と、第1噴射口101から鏡筒142にガスA1を噴射する第1噴射部111と、第1噴射部111におけるガスA1の流量を調整するための第1流量調整部131と、を含む。第2噴射機構202は、カバー70に設けられ、レーザ光Lの光軸Lxに交差する方向に開口する第2噴射口106と、第2噴射口106から出射部143にガスA2を噴射する第2噴射部114と、第2噴射部114におけるガスA2の流量を調整するための第2流量調整部132と、を含む。
【選択図】図6
特許請求の範囲
【請求項1】
対象物にレーザ光を照射して前記対象物の加工を行うレーザ加工装置であって、
前記レーザ光を前記対象物に向けて集光するための集光レンズと、前記集光レンズを内部に保持する鏡筒と、を含む集光レンズユニットを有するレーザ加工ヘッドと、
前記鏡筒との間に空間を形成しつつ前記鏡筒を覆うように前記鏡筒に設けられたカバーと、
前記鏡筒にガスを噴射するための第1噴射機構と、
少なくとも前記集光レンズユニットにおける前記レーザ光の出射部にガスを噴射するための第2噴射機構と、
を備え、
前記第1噴射機構は、前記空間に連通するように前記カバーに設けられた第1噴射口と、前記第1噴射口から前記空間内にガスを導入することで前記鏡筒にガスを噴射する第1噴射部と、前記第1噴射部におけるガスの流量を調整するための第1流量調整部と、を含み、
前記第2噴射機構は、前記カバーに設けられ、前記集光レンズユニットにおける前記レーザ光の光軸に交差する方向に開口する第2噴射口と、前記第2噴射口から前記出射部にガスを噴射する第2噴射部と、前記第2噴射部におけるガスの流量を調整するための第2流量調整部と、を含む、
レーザ加工装置。
続きを表示(約 1,400 文字)
【請求項2】
前記第2噴射機構は、前記空間に連通するように前記カバーに設けられた第3噴射口を含み、
前記第2噴射部は、前記第3噴射口から前記空間内にガスを導入して前記鏡筒にガスを噴射すると共に、前記第2噴射口を介して前記空間からガスを導出することで、前記出射部にガスを噴射する、
請求項1に記載のレーザ加工装置。
【請求項3】
前記第2噴射口は、前記空間と隔てられて前記カバーに設けられており、
前記第2噴射部は、前記第2噴射口から前記空間を介さずに前記出射部にガスを噴射する、
請求項1に記載のレーザ加工装置。
【請求項4】
前記第1噴射部及び前記第2噴射部は、同一の供給源からのガスを噴射する、
請求項1に記載のレーザ加工装置。
【請求項5】
前記出射部は、前記集光レンズの前記レーザ光の出射面を覆う保護カバーを含む、
請求項1に記載のレーザ加工装置。
【請求項6】
制御部を備え、
前記制御部は、
前記出射部からレーザ光を出射させると共に、出射部に対向配置されたパワーメータによりレーザ光のパワーを測定するパワー測定処理と、
前記パワー測定処理の実施前、又は前記パワー測定処理の実施時において、前記第2流量調整部を制御して前記第2噴射部におけるガスの流量を低下させる流量低下処理と、
を実施する、
請求項1に記載のレーザ加工装置。
【請求項7】
前記制御部は、
前記流量低下処理の後において、前記出射部から前記レーザ光を出射させることにより、前記出射部に対向配置された前記対象物の加工を行う加工処理と、
前記流量低下処理の後であって、前記加工処理の実施前、又は前記加工処理の実施時において、前記第2流量調整部を制御して前記第2噴射部におけるガスの流量を増加させる流量増加処理と、
を実施する、
請求項6に記載のレーザ加工装置。
【請求項8】
前記制御部は、前記パワー測定処理及び前記加工処理のそれぞれの実施前、又は前記パワー測定処理及び前記加工処理のそれぞれの実施時において、前記第1流量調整部を制御して前記第1噴射部からのガスの噴射により前記鏡筒を冷却する冷却処理を実施する、
請求項7に記載のレーザ加工装置。
【請求項9】
前記対象物は、一方向に沿って延びる複数のラインが設定されており、
前記制御部は、複数の前記ラインがX方向に沿って延びると共に前記X方向に交差するY方向に配列されるように前記対象物が配置された状態において、前記加工処理として、前記X方向に沿った一の前記ラインに沿って前記レーザ光の集光点を進行させながら前記対象物に前記レーザ光を走査する走査処理、を実施し、
前記第2噴射口は、前記X方向に交差する方向に開口している、
請求項7又は8に記載のレーザ加工装置。
【請求項10】
前記制御部は、前記走査処理を、前記Y方向の一方側の前記ラインから他方側の前記ラインにわたって複数回実施し、
前記第2噴射口は、前記Y方向の前記他方から前記一方に向かう方向に開口している、
請求項9に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、表面に金属膜を含む積層膜が形成された被加工物であるウェハの分割予定ラインに沿ってレーザ加工を施すレーザ加工装置が記載されている。この装置は、レーザ源と、レーザ源から出射されたレーザ光をウェハに集光する集光レンズ及び集光レンズを収納する集光レンズホルダを含む集光レンズユニットと、を備えている。また、集光レンズホルダの側面には、2つの冷却エア供給口が形成されている。それぞれの冷却エア供給口には、供給コネクタが接続されており、供給コネクタには、エア供給装置が接続されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-109183号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した特許文献1には、エア供給装置によってエアが供給されると、当該エアは、2つの冷却エア供給口を介して集光レンズに向けて供給され、集光レンズの周囲を螺旋状に循環して集光レンズを冷却すると記載されている。また、集光レンズを冷却したエアは、集光レンズ保護板を冷却した後に、レーザノズルのレーザ通過孔を通過し、加工点に導かれるとされている。このように、特許文献1に記載のレーザ加工装置では、集光レンズの冷却用のエアが、レーザノズルのレーザ通過孔を通過させられて加工点まで導かれる。
【0005】
ところで、近年、レーザ加工において、タクトアップのための多焦点加工等の種々の加工要求に応じて、レーザ光が高出力化されている。このため、高出力化されたレーザ光による集光レンズの発熱の問題を抑制するために、集光レンズを冷却する要求がある。そのためには、上記特許文献1に記載されたレーザ加工装置のように、冷却用エアを集光レンズに供給することが考えられる。
【0006】
一方で、レーザ光がウェハに照射されることによりウェハで発生したデブリが、集光レンズにおけるレーザ光の出射部に付着することを抑制する要求がある。このため、レーザ光の出射部にも保護用のエア等のガスを供給することが望ましい。ただし、出射部に供給されたガスが、例えばパワーメータに当てられてパワーメータが冷却されると、パワーメータによるレーザ光のパワーの測定誤差が生じるおそれがある。したがって、出射部に供給されるガスは、任意のタイミングで流量調整可能に構成されることが望ましい。
【0007】
しかし、上記特許文献1に記載のレーザ加工装置では、レーザノズルの出射部(レーザ通過孔)にエアが供給されるものの、当該エアは、集光レンズの冷却用のエアと共通である。したがって、所定のタイミングで出射部へのエアの供給を停止するようにエアの流量調整を行うと、集光レンズの冷却も停止される。集光レンズの冷却が停止された状態でレーザ光の出射を行うと、集光レンズの発熱が加工結果に悪影響を及ぼす。
【0008】
したがって、上記のようなレーザ加工装置にあっては、レーザ光の出射部に供給するガスを独立して調整可能に構成されることが望ましい。
【0009】
そこで、本開示は、レーザ光の出射部に供給されるガスを独立して調整可能なレーザ加工装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本開示に係るレーザ加工装置は、[1]「対象物にレーザ光を照射して前記対象物の加工を行うレーザ加工装置であって、前記レーザ光を前記対象物に向けて集光するための集光レンズと、前記集光レンズを内部に保持する鏡筒と、を含む集光レンズユニットを有するレーザ加工ヘッドと、前記鏡筒との間に空間を形成しつつ前記鏡筒を覆うように前記鏡筒に設けられたカバーと、前記鏡筒にガスを噴射するための第1噴射機構と、少なくとも前記集光レンズユニットにおける前記レーザ光の出射部にガスを噴射するための第2噴射機構と、を備え、前記第1噴射機構は、前記空間に連通するように前記カバーに設けられた第1噴射口と、前記第1噴射口から前記空間内にガスを導入することで前記鏡筒にガスを噴射する第1噴射部と、前記第1噴射部におけるガスの流量を調整するための第1流量調整部と、を含み、前記第2噴射機構は、前記カバーに設けられ、前記集光レンズユニットにおける前記レーザ光の光軸に交差する方向に開口する第2噴射口と、前記第2噴射口から前記出射部にガスを噴射する第2噴射部と、前記第2噴射部におけるガスの流量を調整するための第2流量調整部と、を含む、レーザ加工装置」である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
1日前
個人
複合金属回転式ホーン
1日前
有限会社津谷工業
切削工具
1か月前
株式会社FUJI
工作機械
2日前
株式会社ツガミ
工作機械
11日前
株式会社トーキン
溶接用トーチ
7日前
株式会社ツガミ
工作機械
今日
トヨタ自動車株式会社
積層コア
23日前
トヨタ自動車株式会社
取付装置
1日前
トヨタ自動車株式会社
検査方法
11日前
株式会社メドメタレックス
ドリル
22日前
株式会社不二越
歯車加工機
1か月前
株式会社オーエム製作所
工作機械
14日前
株式会社ダイヘン
溶接トーチ
今日
サムテック株式会社
加工物製造方法
22日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
トヨタ自動車株式会社
位相測定方法
22日前
株式会社ダイヘン
溶接トーチ
今日
三菱電機株式会社
ねじ取り出し装置
15日前
株式会社関本管工
エルボ管保持装置
7日前
株式会社FUJI
自動化用パレット
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社不二越
工具の製造方法
23日前
工機ホールディングス株式会社
作業機
1か月前
DMG森精機株式会社
工作機械
11日前
株式会社ダイヘン
2重シールドティグ溶接方法
1日前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
24日前
津田駒工業株式会社
バリ取り用スピンドル装置
1日前
株式会社不二越
超硬合金製ドリル
15日前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
北井産業株式会社
ギヤ切削加工装置
1か月前
三恵技研工業株式会社
金属部品の製造方法
1か月前
株式会社不二越
スカイビングカッタ
1か月前
三菱マテリアル株式会社
表面被覆切削工具
22日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ