TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025014053
公報種別
公開特許公報(A)
公開日
2025-01-28
出願番号
2024192593,2022518770
出願日
2024-11-01,2020-10-20
発明の名称
電子アセンブリのための工学材料
出願人
アルファ・アセンブリー・ソリューションズ・インコーポレイテッド
,
ALPHA ASSEMBLY SOLUTIONS INC.
代理人
個人
,
個人
主分類
B23K
35/14 20060101AFI20250121BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明により、電子アセンブリにおいて使用するためのはんだ材料の先行技術に関連する問題の少なくとも一部に取り組むこと、又は少なくとも、それに対して商業的に許容可能な代替策を提供しようとするものである。
【解決手段】本発明は、電子アセンブリにおいて使用するためのはんだ材料であって、はんだ材料が、はんだ層と、コア材料を含むコア層であって、はんだ層の間に挟まれている、コア層と、を含み、コア材料の熱伝導率が、はんだの熱伝導率よりも大きい、はんだ材料に関する。
【選択図】なし
特許請求の範囲
【請求項1】
電子アセンブリにおいて使用するためのはんだ材料であって、
はんだ層と、
コア材料を含むコア層であって、前記はんだ層の間に挟まれている、コア層と、を含み、
前記コア材料の熱伝導率が、前記はんだの熱伝導率よりも大きい、はんだ材料。
続きを表示(約 1,200 文字)
【請求項2】
前記コア材料が、65W/m.K以上、好ましくは65w/m.K超、より好ましくは70W/m.k超、更により好ましくは75W/m.K超の熱伝導率を有する、請求項1に記載のはんだ材料。
【請求項3】
前記コア材料の融点が、前記はんだ、及びのリフロー温度よりも高い、請求項1又は2に記載のはんだ材料。
【請求項4】
前記コア層の厚さが、100~500μm、好ましくは200~400μm、より好ましくは150~300μmである、請求項1~3のいずれか一項に記載のはんだ材料。
【請求項5】
各はんだ層の厚さが、25~150μm、好ましくは50~100μmである、請求項1~4のいずれか一項に記載のはんだ材料。
【請求項6】
前記コア材料が、金属及び/又は合金を含む、請求項1~5のいずれか一項に記載のはんだ材料。
【請求項7】
前記コア材料が、銅、銀、ニッケル、モリブデン、ベリリウム、コバルト、鉄、銅-タングステン合金、ニッケル-銀合金、銅-亜鉛合金、及び銅-ニッケル-亜鉛合金のうちの1つ以上を含む、請求項1~6のいずれか一項に記載のはんだ材料。
【請求項8】
前記はんだが、鉛を含んでいない、請求項1~7のいずれか一項に記載のはんだ材料。
【請求項9】
前記はんだが、In、SnIn合金(例えば、5~58%Sn、42~95%In)、SnBi合金(例えば、42~60%Sn、40~58%Bi)、BiIn合金(例えば、5~67%Bi、33~95%In)、AgIn合金(例えば、3%Ag、97%In)、SnAg合金(例えば、90~97.5%Sn、2.5~10%Ag)、SnCu合金(例えば、99.3~99.6%Sn、0.4~0.7%Cu)、InGa合金(例えば、99.3~99.5%In、0.5~0.7%Ga)、SnBiAgCu合金(例えば、50%Sn、47%Bi、1%Ag、2%Cu)、SnBiZn合金(例えば、65.5%Sn、31.5%Bi、3%Zn)、SnInAg合金(例えば、77.2%Sn、20%In、2.8%Ag)、SnBiAgCuIn合金(例えば、82.3%Sn、2.2%Bi、3%Ag、0.5%Cu、12%In)、SnZn合金(例えば、91%Sn、9%Zn)、SnCuInGa合金(例えば、92.8%Sn、0.7%Cu、6%In、0.5%Ga)、SnCuAg合金(例えば、95.5%Sn、3.8%Ag、0.7%Cu)、SnAgSb合金(例えば、95%Sn、3.5%Ag、1.5%Sb)、及びSnCuSb合金(例えば、4~95%Sn、1~2%Cu、4%Sb)のうちの1つ以上を含む、請求項1~8のいずれか一項に記載のはんだ材料。
【請求項10】
前記コア材料が、銅を含み、前記はんだが、Sn-20In-2Ag合金を含む、請求項1~9のいずれか一項に記載のはんだ材料。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、電子アセンブリにおいて使用するためのはんだ材料に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
IGBT、MOSFET、高出力LED、高出力マイクロプロセッサ、及び通常の作動中に大量の熱を発生する他の大面積デバイスなどの高出力電子デバイスのパッケージング及び組み立てに関連して2つの主要な課題がある。第1の課題は、通常の作動温度を維持するために発生した熱の効率的な放散を保証する方法である。第2の課題は、はんだ又は他の接着剤材料によって取り付けられた隣接層の材料間の熱膨張係数(CTE)の不一致による剪断応力を低減する方法である。
【0003】
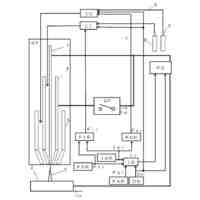
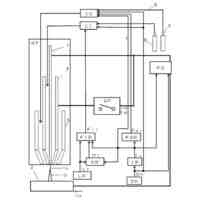
図1は、相互接続部3(レベルI)を介して基板4に接続されたデバイス2を含む、典型的な電子デバイス1のアセンブリを示している。基板4は、相互接続部5(レベルII)を介してプリント回路板(PCB)6に接続されている。PCB6は、相互接続部7(レベルIII)を介してヒートシンク8に接続されている。高出力電子デバイスのための最も重要な相互接続部は、デバイス/ダイを基板に、基板をプリント回路板(PCB)に、PCBをヒートシンクに接続する相互接続部である(すなわち、図1の3、5、及び7)。そのような相互接続部は、放熱の経路にある。したがって、相互接続材料の熱伝導率は高いことが望ましい。半導体ダイ、基板、及びPCB材料は、異なるCTEを有し、それによって、高温作動中に、界面に応力が発生する。その応力を最小限に抑えるために、設計者は、通常は、相互接続部の界面厚さを増加させるが、これは、界面の耐熱性を増加させる。
【0004】
はんだは、電子産業で使用される最も一般的な相互接続材料の1つである。殆どのはんだの熱伝導率は、65W/m.K未満である。放熱を助けるように、より高い熱伝導率を有する相互接続材料を使用できることが有利であろう。厚いはんだ相互接続部に関する別の問題は、リフロープロセス中に、はんだが液相であるとき、ダイ又は基板が、はんだの凍結温度よりも低い温度に冷却される前に、液体材料上に浮遊することである。これにより、全ての方向(いわゆる「ティルト」)においてダイ/基板の移動がもたらされ、それは、デバイスの性能及び信頼性に関わる問題である。このダイの移動を制御することが課題である。
【発明の概要】
【0005】
本発明は、先行技術に関連する問題の少なくとも一部に取り組むこと、又は少なくとも、それに対して商業的に許容可能な代替策を提供しようとするものである。
【0006】
第1の態様では、本発明は、電子アセンブリで使用するためのはんだ材料を提供し、
はんだ材料は、
はんだ層と、
コア材料を含むコア層であって、はんだ層の間に挟まれている、コア層と、を含み、
コア材料の熱伝導率は、はんだの熱伝導率よりも大きい。
【0007】
本明細書で定義される各態様又は実施形態は、別途明確に示されない限り、任意の他の態様又は実施形態と組み合わせることができる。特に、好ましい又は有利であると示される任意の特徴は、好ましい又は有利であると示される任意の他の特徴と組み合わされ得る。
【0008】
本発明者らは、驚くべきことに、高温で作動する電子デバイスの構成要素を接続するために使用されるとき、そのようなはんだ材料には、接続された構成要素のCTE値の不一致によって引き起こされる応力を低減できる可能性があることを発見した。理論に束縛されるものではないが、コア材料の存在は、接続された構成要素間の接合部を「増粘」し、それによって応力を減少させるように機能すると考えられる。有利には、そのような応力の低減は、接続された構成要素からの放熱を有意に低減することなく、提供され得る。理論に束縛されるものではないが、これは、コア材料の熱伝導率が、はんだの熱伝導率よりも大きいためであると考えられる。言い換えれば、はんだの熱伝導率よりも高い熱伝導率を有するコア材料を使用することによって、放熱を低減することなく、接合部を増粘させて、熱応力を低減することが可能である。結果として、IGBT、MOSFET、高出力LED、高出力マイクロプロセッサ、又は他の大きな面積デバイスなどの高出力電子デバイスは、通常の作動中に多くの熱を発生し、その構成要素は、はんだ材料を使用して接続され、改善された性能及び/又は信頼性を示し得る。そのような性能及び信頼性は、高温で、及び/又はオン/オフの切り替え中に改善され得る。
【0009】
はんだ材料を使用して形成された接合部又は相互接続部は、SnCu、SAC、SnAg及びSnBiなどの典型的なPbを含まないはんだと比較して、より良好な熱機械的信頼性を有し得る。
【0010】
本明細書で使用される「電子アセンブリ」という用語は、例えば、電子パッケージとデバイスとのアセンブリを包含し、例えば、基板へのデバイス若しくはダイの取り付け、プリント回路板への基板の取り付け、又はヒートシンクへのプリント回路板取り付けを含み得る。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
今日
株式会社FUJI
工作機械
1日前
有限会社津谷工業
切削工具
1か月前
個人
複合金属回転式ホーン
今日
トヨタ自動車株式会社
積層コア
22日前
株式会社トーキン
溶接用トーチ
6日前
トヨタ自動車株式会社
検査方法
10日前
トヨタ自動車株式会社
取付装置
今日
株式会社ツガミ
工作機械
10日前
株式会社オーエム製作所
工作機械
13日前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
21日前
株式会社不二越
歯車研削盤
2か月前
トヨタ自動車株式会社
位相測定方法
21日前
三菱電機株式会社
ねじ取り出し装置
14日前
株式会社関本管工
エルボ管保持装置
6日前
株式会社FUJI
自動化用パレット
1か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
サムテック株式会社
加工物製造方法
21日前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社浪速試錐工業所
防風カバー
2か月前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社不二越
工具の製造方法
22日前
DMG森精機株式会社
工作機械
10日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
今日
トヨタ自動車株式会社
スパッタ検出方法
1か月前
株式会社不二越
超硬合金製ドリル
14日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
23日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
三菱マテリアル株式会社
表面被覆切削工具
21日前
三恵技研工業株式会社
金属部品の製造方法
1か月前
株式会社不二越
スカイビングカッタ
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ