TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025012734
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023115801
出願日
2023-07-14
発明の名称
切削工具、切削方法及び施工方法
出願人
株式会社クボタケミックス
代理人
個人
,
個人
主分類
B23B
5/12 20060101AFI20250117BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切削作業の負担を軽減することができる切削工具、切削方法及び施工方法を提供する。
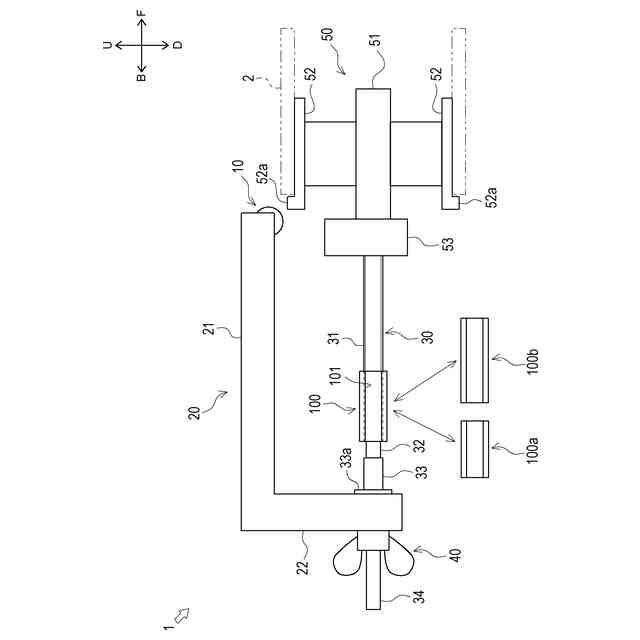
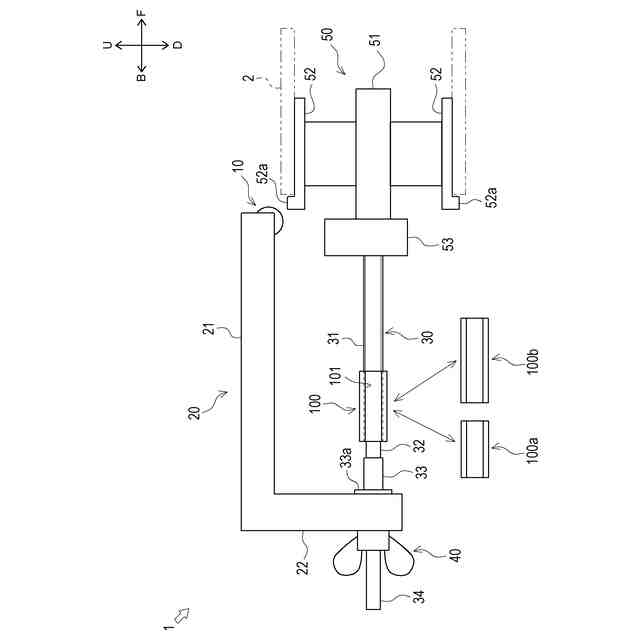
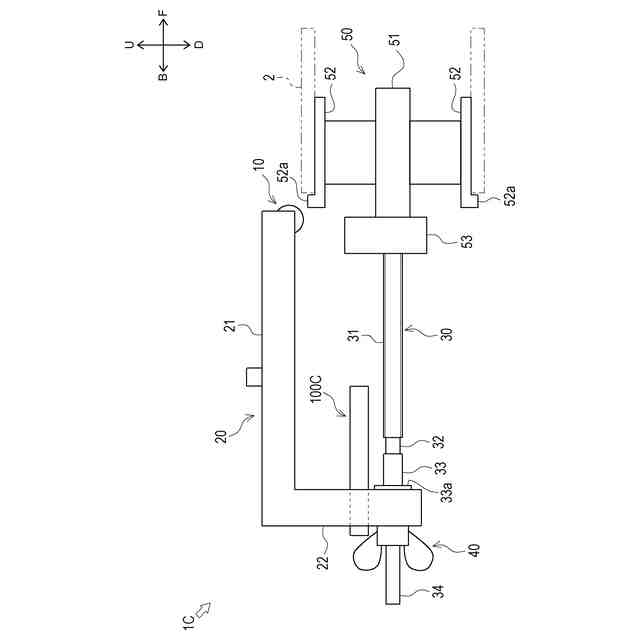
【解決手段】切削工具1は、樹脂管2の外周面を切削可能なバイト10を支持する支持部20と、支持部20に取り付けられる送りねじ30と、樹脂管2に固定可能であり、送りねじ30が螺合される管固定部50と、支持部20と管固定部50との間に配置可能であり、支持部20と管固定部50との接近を規制する規制部100と、を具備する。
【選択図】図2
特許請求の範囲
【請求項1】
樹脂管の外周面を切削可能なバイトを支持する支持部と、
前記支持部に取り付けられる送りねじと、
前記樹脂管に固定可能であり、前記送りねじが螺合される管固定部と、
前記支持部と前記管固定部との間に配置可能であり、前記支持部と前記管固定部との接近を規制する規制部と、
を具備する切削工具。
続きを表示(約 730 文字)
【請求項2】
前記規制部は、
前記送りねじに外側から嵌め合わせることが可能である、
請求項1に記載の切削工具。
【請求項3】
前記規制部は、
前記送りねじに対して相対回転可能となるように配置可能である、
請求項2に記載の切削工具。
【請求項4】
前記規制部は、
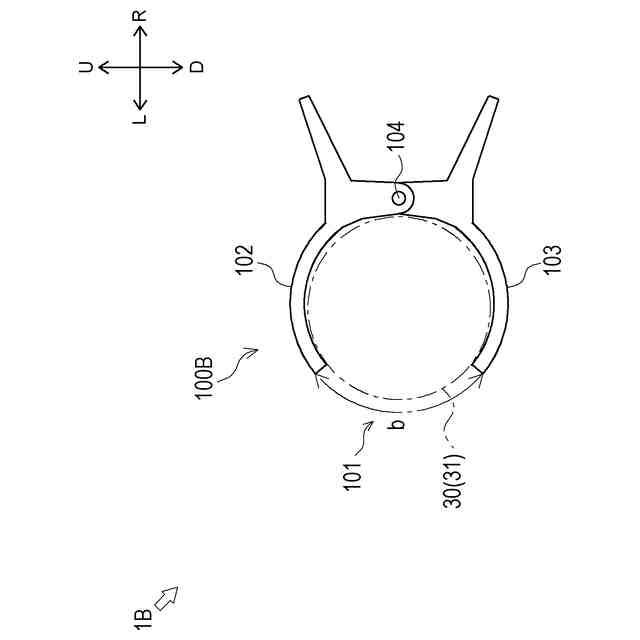
前記送りねじの長手方向に沿うように形成されたスリット部を具備する、
請求項2に記載の切削工具。
【請求項5】
前記規制部は、
前記スリット部の開口幅を変更可能となるように構成されている、
請求項4に記載の切削工具。
【請求項6】
前記規制部は、
前記スリット部の開口幅が、前記規制部の全周の1/5以上、かつ、1/2以下となるように形成されている、
請求項4に記載の切削工具。
【請求項7】
前記規制部は、
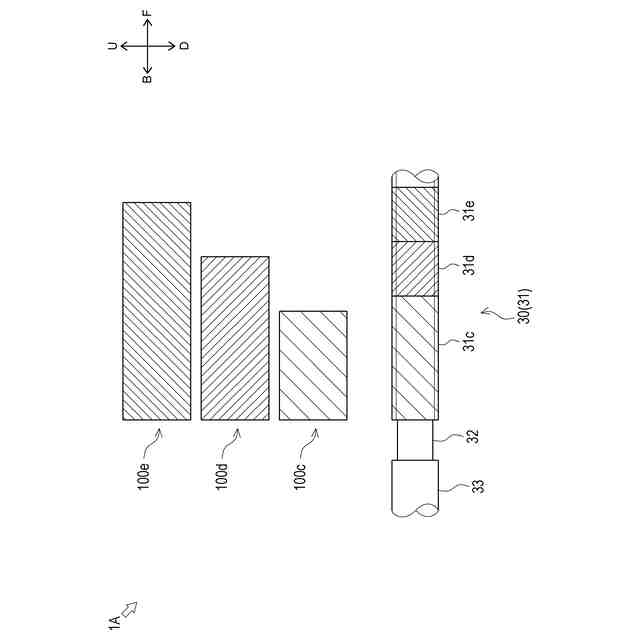
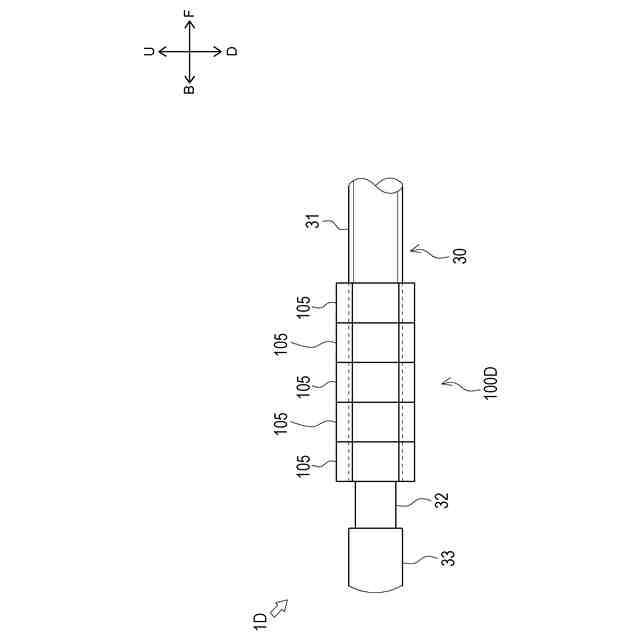
前記送りねじの長手方向に沿う方向の長さが同じとなるように形成された複数のピースを具備している、
請求項1に記載の切削工具。
【請求項8】
前記規制部は、
前記送りねじの長手方向に沿う方向の長さが異なるように形成された複数の規制部を含んでいる、
請求項1に記載の切削工具。
【請求項9】
前記複数の規制部には、
互いに異なる装飾が施されている、
請求項8に記載の切削工具。
【請求項10】
前記送りねじには、
前記規制部に対応した装飾が施されている、
請求項1に記載の切削工具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂管(樹脂製の配管、樹脂製の管継手等、樹脂製かつ管状の種々の部材)の外周面を切削するための切削工具、切削方法及び施工方法の技術に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
管継手を用いて樹脂管を配管接続する際、接合不良の発生を抑制するために、樹脂管の外周面を切削して外周面の酸化皮膜を除去する必要がある。特許文献1には、バイトを支持する支持フレームが樹脂管の軸線方向に移動しながら回転可能に構成され、バイトが樹脂管の外周面に押し当てられた状態で支持フレームが移動及び回転することで、樹脂管の外周面を切削可能な切削工具が記載されている。
【0003】
しかしながら、特許文献1に記載の切削工具を用いて樹脂管の外周面を切削する場合、切削量(切削長さ)を確認するために樹脂管へのマーキング等の作業が必要になるため、切削作業の負担が大きいという課題があった。
【先行技術文献】
【特許文献】
【0004】
独国特許出願公開第102007046631号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
本開示の一態様は、以上の如き状況を鑑みてなされたものであり、その解決しようとする課題は、切削作業の負担を軽減することができる切削工具、切削方法及び施工方法を提供することである。
【課題を解決するための手段】
【0006】
本開示の一態様の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0007】
本開示の一態様においては、樹脂管の外周面を切削可能なバイトを支持する支持部と、前記支持部に取り付けられる送りねじと、前記樹脂管に固定可能であり、前記送りねじが螺合される管固定部と、前記支持部と前記管固定部との間に配置可能であり、前記支持部と前記管固定部との接近を規制する規制部と、を具備するものである。
本開示の一態様によれば、切削作業の負担を軽減することができる。
すなわち、切削量(切削長さ)を確認するための樹脂管へのマーキング等の作業が不要になるため、切削作業の負担を軽減することができる。
【0008】
本開示の一態様においては、前記規制部は、前記送りねじに外側から嵌め合わせることが可能であるものである。
本開示の一態様によれば、規制部を簡素に構成することができる。
【0009】
本開示の一態様においては、前記規制部は、前記送りねじに対して相対回転可能となるように配置可能であるものである。
本開示の一態様によれば、規制部が切削作業を阻害しないようにすることができる。
【0010】
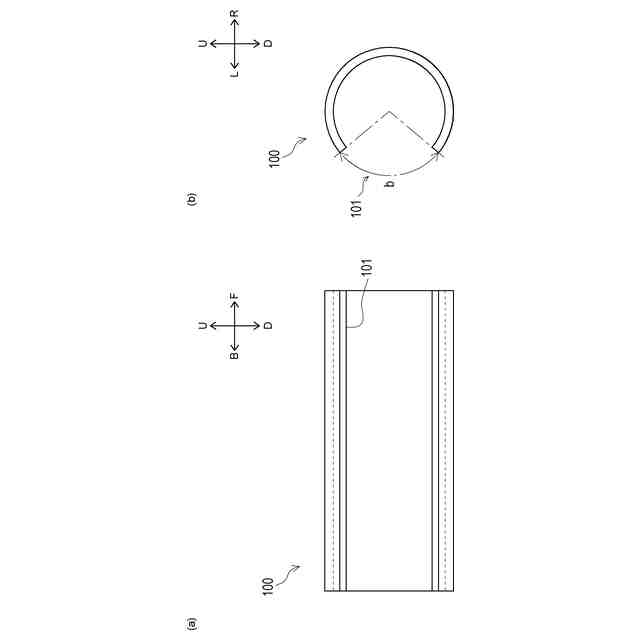
本開示の一態様においては、前記規制部は、前記送りねじの長手方向に沿うように形成されたスリット部を具備するものである。
本開示の一態様によれば、規制部を簡素に構成することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
27日前
個人
複合金属回転式ホーン
27日前
株式会社FUJI
工作機械
1日前
株式会社FUJI
工作機械
28日前
有限会社津谷工業
切削工具
2か月前
株式会社ダイヘン
積層造形溶接方法
5日前
トヨタ自動車株式会社
検査方法
1か月前
トヨタ自動車株式会社
取付装置
27日前
株式会社ナベヤ
締結装置
5日前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社トーキン
溶接用トーチ
1か月前
株式会社ツガミ
工作機械
26日前
株式会社不二越
歯車加工機
2か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車研削盤
13日前
株式会社オーエム製作所
工作機械
1か月前
株式会社ダイヘン
溶接トーチ
26日前
トヨタ自動車株式会社
位相測定方法
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社ダイヘン
溶接トーチ
26日前
株式会社FUJI
自動化用パレット
2か月前
株式会社関本管工
エルボ管保持装置
1か月前
サムテック株式会社
加工物製造方法
1か月前
株式会社不二越
工具の製造方法
1か月前
工機ホールディングス株式会社
作業機
2か月前
DMG森精機株式会社
工作機械
1か月前
工機ホールディングス株式会社
作業機
2か月前
トヨタ自動車株式会社
銅線の接合方法
5日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
トヨタ自動車株式会社
スパッタ検出方法
2か月前
津田駒工業株式会社
バリ取り用スピンドル装置
27日前
株式会社ダイヘン
2重シールドティグ溶接方法
5日前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
27日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































