TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025010015
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2024104497
出願日
2024-06-27
発明の名称
鉄筋溶接ビード検出方法及び装置
出願人
上海市機械施工集団有限公司
,
SHANGHAI MECHANIZED CONSTRUCTION GROUP CO., LTD.
代理人
SK弁理士法人
,
個人
,
個人
主分類
B23K
31/00 20060101AFI20250109BHJP(工作機械;他に分類されない金属加工)
要約
【課題】鉄筋溶接ビード検出方法及び装置を提供する。
【解決手段】溶接ビード検出装置に適用され、方法は、検出領域の第1の点群データを取得するステップであって、第1の点群データは、色値及び平面座標を含む複数の離散点データを含むステップと、第1の点群データに基づいて、検出対象溶接ビードの複数の輪郭点を決定するステップと、複数の輪郭点のそれぞれに対応する平面座標に基づいて、検出対象溶接ビードの寸法情報を得るステップであって、寸法情報は、検出対象溶接ビードの長さ及び幅を含むステップと、寸法情報が予め設定された条件を満たす場合に、検出対象溶接ビードを合格溶接ビードとして決定するステップと、を含む。本手段は、溶接ビードの定量的な検出を可能にし、それによって溶接ビードの検出効率を向上させる。
【選択図】図2
特許請求の範囲
【請求項1】
鉄筋溶接ビード検出方法であって、溶接ビード検出装置に適用され、前記方法は、
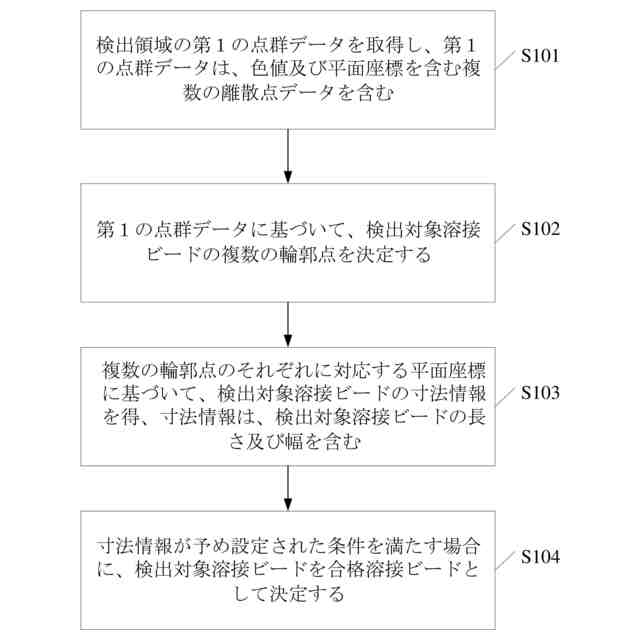
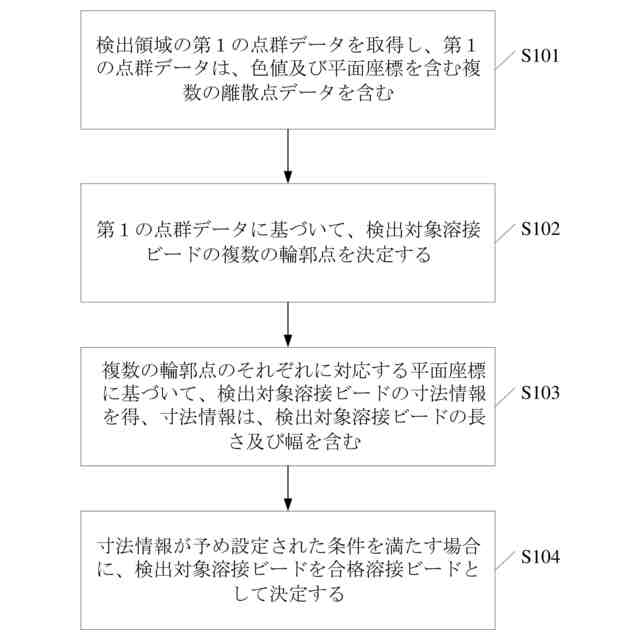
検出領域の第1の点群データを取得するステップであって、前記第1の点群データは、色値及び平面座標を含む複数の離散点データを含むステップと、
前記第1の点群データに基づいて、検出対象溶接ビードの複数の輪郭点を決定するステップと、
複数の前記輪郭点のそれぞれに対応する平面座標に基づいて、前記検出対象溶接ビードの寸法情報を得るステップであって、前記寸法情報は、前記検出対象溶接ビードの長さ及び幅を含むステップと、
前記寸法情報が予め設定された条件を満たす場合に、前記検出対象溶接ビードを合格溶接ビードとして決定するステップと、を含む、ことを特徴とする鉄筋溶接ビード検出方法。
続きを表示(約 2,400 文字)
【請求項2】
検出領域の点群データを取得する前記ステップの前に、
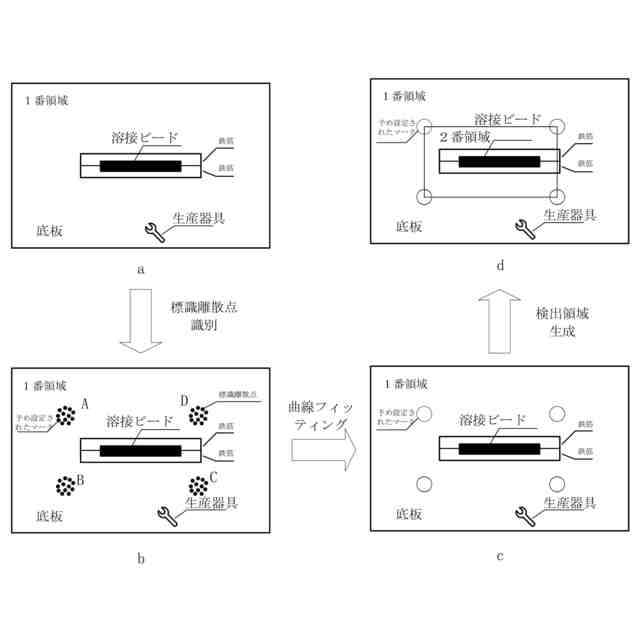
初期領域の第2の点群データを取得するステップであって、前記第2の点群データは、複数の初期離散点データを含むステップと、
前記第2の点群データに基づいて、複数の予め設定されたマークのそれぞれに対応する中心位置情報を決定するステップであって、前記予め設定されたマークは、複数の標識離散点で所定形状を構成するマーク点であり、複数の前記予め設定されたマークは、少なくとも3つであるステップと、
複数の前記予め設定されたマークのそれぞれに対応する中心位置情報に基づいて、前記検出領域を得るステップと、を含む、ことを特徴とする請求項1に記載の方法。
【請求項3】
前記第2の点群データに基づいて、複数の予め設定されたマークの中心位置情報を決定する前記ステップは、
複数の前記初期離散点データのそれぞれに対応する色値をそれぞれ予め設定された色値と比較し、前記所定形状を構成する複数の前記標識離散点を得るステップと、
複数の前記標識離散点の平面座標をフィッティングし、複数の前記所定形状の輪郭線を得るステップと、
複数の前記所定形状の輪郭線に基づいて、複数の前記予め設定されたマークのそれぞれに対応する中心位置情報を決定するステップと、を含む、ことを特徴とする請求項2に記載の方法。
【請求項4】
検出領域の第1の点群データを取得する前記ステップは、
前記検出領域内の複数の点群データを取得するステップであって、前記複数の点群データは、異なる時点で同じ環境下で収集された点群データであるステップと、
基準点群データに基づいて第3の点群データの平面座標を点群位置合わせし、位置合わせ点群データを得るステップであって、前記第3の点群データは、複数の前記点群データのいずれか1つであり、前記基準点群データは、複数の前記点群データのうち前記第3の点群データを除いたいずれか1つの点群データであるステップと、
前記基準点群データと前記位置合わせ点群データとの平均値を計算し、前記第1の点群データを得るステップと、を含む、ことを特徴とする請求項1に記載の方法。
【請求項5】
前記第1の点群データに基づいて、検出対象溶接ビードの複数の輪郭点を決定する前記ステップは、
サンプル離散点データの色値を取得するステップであって、前記サンプル離散点データは、複数の前記離散点データのいずれか1つであるステップと、
前記サンプル離散点データの色値が予め設定された溶接ビードの色値範囲内にある場合、前記サンプル離散点を前記検出対象溶接ビードの輪郭点として決定するステップと、を含む、ことを特徴とする請求項1に記載の方法。
【請求項6】
複数の前記輪郭点のそれぞれに対応する平面座標に基づいて、前記検出対象溶接ビードの寸法情報を得る前記ステップは、
複数の前記輪郭点のそれぞれに対応する平面座標を関数フィッティングし、フィッティング曲線を得るステップと、
前記フィッティング曲線に基づいて、前記検出対象溶接ビードの外輪郭線を決定するステップと、
前記外輪郭線に基づいて前記検出対象溶接ビードの寸法情報を決定するステップと、を含む、ことを特徴とする請求項1に記載の方法。
【請求項7】
前記寸法情報が予め設定された条件を満たす場合に、前記検出対象溶接ビードを合格溶接ビードとして決定する前記ステップは、
前記検出対象溶接ビードの長さが予め設定された長さ範囲内にあり、且つ前記検出対象溶接ビードの幅が予め設定された幅範囲内にある場合、前記検出対象溶接ビードを合格溶接ビードとして決定するステップを含む、ことを特徴とする請求項1に記載の方法。
【請求項8】
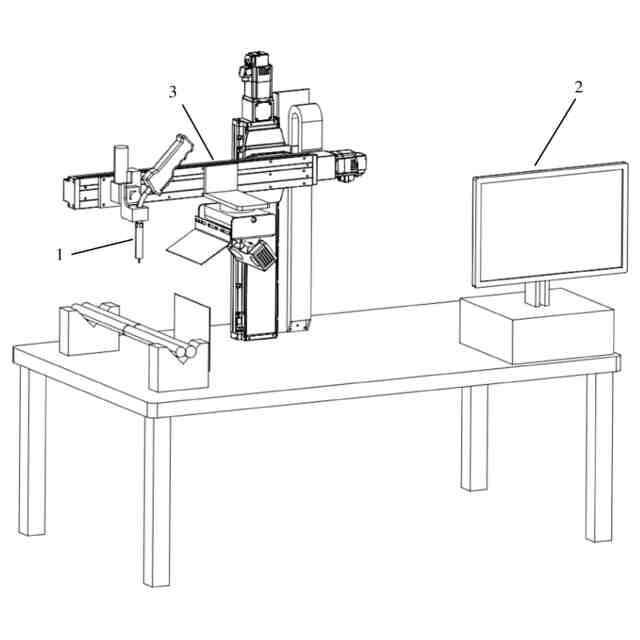
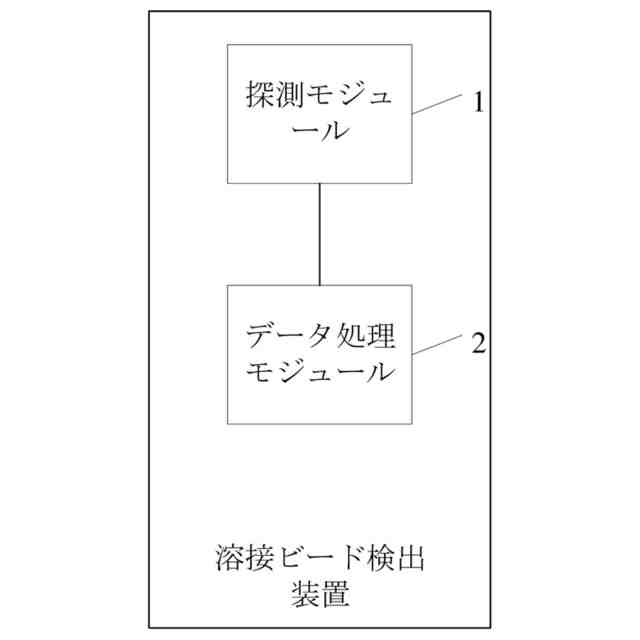
鉄筋溶接ビード検出装置であって、探測モジュール(1)と、データ処理モジュール(2)と、を含み、ここで、
前記探測モジュール(1)は、検出領域の第1の点群データを取得することであって、前記第1の点群データが、色値及び平面座標を含む複数の離散点データを含むことに用いられ、
前記データ処理モジュール(2)は、前記点群データに基づいて、検出対象溶接ビードの複数の輪郭点を決定すること、複数の前記輪郭点のそれぞれに対応する平面座標に基づいて、前記検出対象溶接ビードの寸法情報を得ることであって、前記寸法情報が、前記検出対象溶接ビードの長さ及び幅を含むこと、前記寸法情報が予め設定された条件を満たす場合に、前記検出対象溶接ビードを合格溶接ビードとして決定することに用いられる、ことを特徴とする鉄筋溶接ビード検出装置。
【請求項9】
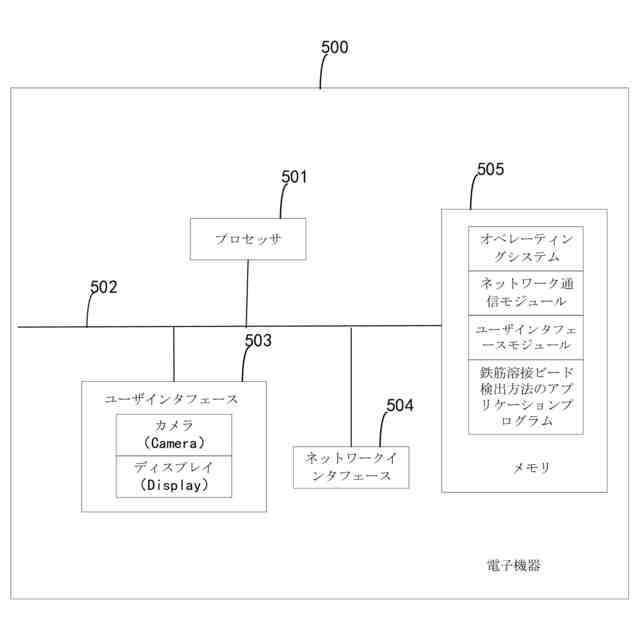
電子機器であって、プロセッサ(501)、メモリ(505)、ユーザインタフェース(503)及びネットワークインタフェース(504)を含み、前記メモリ(505)は、命令を記憶するために用いられ、前記ユーザインタフェース(503)及びネットワークインタフェース(504)は、他のデバイスと通信するために用いられ、前記プロセッサ(501)は、前記電子機器(500)に請求項1~7のいずれか一項に記載の方法を実行させるために、前記メモリ(505)に記憶された命令を実行するために用いられる、ことを特徴とする電子機器。
【請求項10】
コンピュータ可読記憶媒体であって、前記コンピュータ可読記憶媒体に命令が記憶されており、前記命令が実行されるとき、請求項1~7のいずれか一項に記載の方法を実行する、ことを特徴とするコンピュータ可読記憶媒体。
発明の詳細な説明
【技術分野】
【0001】
本願は、溶接ビード検出の技術分野に関し、具体的には鉄筋溶接ビード検出方法及び装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
鉄筋は、鉄筋コンクリートやプレストレスト鉄筋コンクリートを製造するための鋼材として、特に建設現場で一般的であり、様々な建築構造物に広く用いられている。
【0003】
現場で鉄筋を使用する場合、鉄筋を鉄筋籠又はその他の特定の形状に組み立てる必要があるが、組み立て過程で鉄筋に追加の溶接処理を行う必要があり、それによって組み立て後の完成品の確実な堅牢性を確保し、安全事故の発生を回避するため、溶接後の溶接ビードを検出することが極めて必要である。現在最も一般的な溶接ビードの検出方法は、人手による検出であり、作業者が目視や定規で溶接ビードの信頼性を判断している。
【0004】
しかしながら、溶接ビードの品質に対する判断結果は人によって異なる可能性があり、定量的に検出できる品質標準を形成することが難しく、そのため検出効率が低い。
【0005】
したがって、効率的で正確な鉄筋溶接ビード検出方法及び装置が強く望まれている。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本願は、鉄筋溶接ビード検出方法及び装置を提供し、溶接ビードの定量的な検出を可能にし、それによって溶接ビードの検出効率を向上させる。
【課題を解決するための手段】
【0007】
第1の態様によれば、本願は、鉄筋溶接ビード検出方法を提供し、溶接ビード検出装置に適用され、前記方法は、検出領域の第1の点群データを取得するステップであって、前記第1の点群データは、色値及び平面座標を含む複数の離散点データを含むステップと、前記第1の点群データに基づいて、検出対象溶接ビードの複数の輪郭点を決定するステップと、複数の前記輪郭点のそれぞれに対応する平面座標に基づいて、前記検出対象溶接ビードの寸法情報を得るステップであって、前記寸法情報は、前記検出対象溶接ビードの長さ及び幅を含むステップと、前記寸法情報が予め設定された条件を満たす場合に、前記検出対象溶接ビードを合格溶接ビードとして決定するステップと、を含む。
【0008】
上記技術案を採用することによって、溶接ビード検出装置は、検出領域の点群データに基づいて検出対象溶接ビードの外輪郭を得、それによって検出対象溶接ビードの位置及び外輪郭を決定し、さらに外輪郭上の点集合に基づいて検出対象溶接ビードの寸法情報を得る。これにより、大量の溶接ビード検出過程において、人件費を節約しながら、人手による検出過程で生じる誤判定を減少する。最後に寸法情報を予め設定された条件と比較し、検出対象溶接ビードが合格であるか否かを判断し、それによって品質基準を統一し、溶接ビード検出を簡単且つ効率的に実現する。
【0009】
第2の態様によれば、本願は、鉄筋溶接ビード検出装置を提供し、探測モジュールと、データ処理モジュールと、を含み、ここで、
前記探測モジュールは、検出領域の第1の点群データを取得することであって、前記第1の点群データが、色値及び平面座標を含む複数の離散点データを含むことに用いられ、
前記データ処理モジュールは、前記点群データに基づいて、検出対象溶接ビードの複数の輪郭点を決定すること、複数の前記輪郭点のそれぞれに対応する平面座標に基づいて、前記検出対象溶接ビードの寸法情報を得ることであって、前記寸法情報が、前記検出対象溶接ビードの長さ及び幅を含むこと、前記寸法情報が予め設定された条件を満たす場合に、前記検出対象溶接ビードを合格溶接ビードとして決定することに用いられる。
【0010】
上記技術案を採用することによって、探測モジュールは、検出領域の点群データに基づいて検出対象溶接ビードの外輪郭を得、それによって検出対象溶接ビードの位置及び外輪郭を決定し、データ処理モジュールは、さらに外輪郭上の点集合に基づいて検出対象溶接ビードの寸法情報を得る。これにより、大量の溶接ビード検出過程において、人件費を節約しながら、人手による検出過程で生じる誤判定を減少する。最後に寸法情報を予め設定された条件と比較し、検出対象溶接ビードが合格であるか否かを判断し、それによって品質基準を統一し、溶接ビード検出を簡単且つ効率的に実現する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
6日前
個人
作業用治具
3か月前
個人
トーチノズル
3か月前
日東精工株式会社
組み付け装置
2か月前
シヤチハタ株式会社
組立ライン
3か月前
有限会社津谷工業
切削工具
1か月前
個人
複合金属回転式ホーン
6日前
株式会社FUJI
工作機械
7日前
エンシュウ株式会社
工作機械
3か月前
株式会社不二越
タップ
2か月前
株式会社ツガミ
工作機械
16日前
トヨタ自動車株式会社
取付装置
6日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社ツガミ
工作機械
5日前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社トーキン
溶接用トーチ
12日前
トヨタ自動車株式会社
積層コア
28日前
トヨタ自動車株式会社
検査方法
16日前
株式会社不二越
歯車加工機
1か月前
株式会社不二越
歯車研削盤
2か月前
株式会社メドメタレックス
ドリル
27日前
株式会社オーエム製作所
工作機械
19日前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社関本管工
エルボ管保持装置
12日前
株式会社メタルクリエイト
切削装置
2か月前
株式会社浪速試錐工業所
防風カバー
2か月前
住友重機械工業株式会社
レーザ装置
2か月前
トヨタ自動車株式会社
位相測定方法
27日前
株式会社FUJI
自動化用パレット
1か月前
株式会社ダイヘン
溶接トーチ
5日前
株式会社ダイヘン
溶接トーチ
5日前
三菱電機株式会社
ねじ取り出し装置
20日前
サムテック株式会社
加工物製造方法
27日前
工機ホールディングス株式会社
作業機
1か月前
株式会社不二越
工具の製造方法
28日前
ブラザー工業株式会社
工作機械
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































