TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025008949
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023111602
出願日
2023-07-06
発明の名称
曲げ加工機、及び曲げ加工機のテーブル駆動装置
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
5/02 20060101AFI20250109BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】回転駆動ユニットで発生した振動が本体フレームに伝達されてしまうことを抑制する。
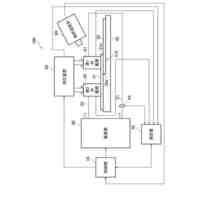
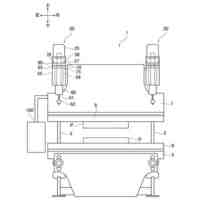
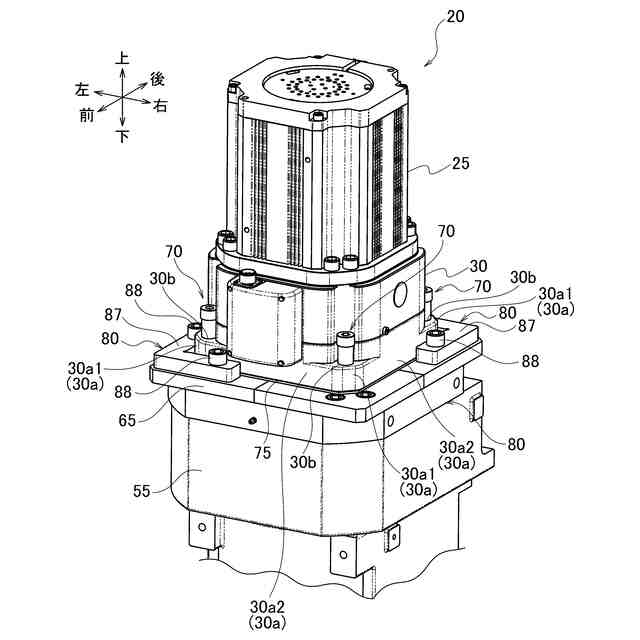
【解決手段】曲げ加工機であるプレスブレーキ1は、出力軸を回転駆動させる回転駆動ユニットと、出力軸の回転運動を上下方向に沿った直線運動に変換することで上部テーブル7を上下方向に移動させるボールねじ機構55と、回転駆動ユニットとボールねじ機構55とを構造的に連結させる連結ベース65と、連結ベース65と回転駆動ユニットとの間に配置されて振動を減衰させるゴムシート75と、必要なクリアランスを維持した状態で連結ベース65に対して回転駆動ユニットを取り付ける締結ユニット70と、回転駆動ユニットの回転を規制する回転規制ユニット80と、を備えている。
【選択図】図1
特許請求の範囲
【請求項1】
本体フレームに上下方向に移動可能に支持された可動テーブルと、
出力軸を回転駆動させる回転駆動ユニットと、
前記本体フレームに取り付けられており、前記出力軸の回転運動を上下方向に沿った直線運動に変換することで前記可動テーブルを上下方向に移動させる変換ユニットと、
前記回転駆動ユニットと前記変換ユニットとを構造的に連結させる連結ベースと、
前記連結ベースと前記回転駆動ユニットとの間に配置され、振動を減衰させる減衰部材と、
前記減衰部材による振動の減衰に必要なクリアランスを維持した状態で、前記連結ベースに対して前記回転駆動ユニットを取り付ける締結ユニットと、
前記連結ベースに取り付けられており、前記回転駆動ユニットの回転を規制する回転規制ユニットと、を備える曲げ加工機。
続きを表示(約 1,000 文字)
【請求項2】
前記回転駆動ユニットの端部には、外方に張り出したフランジ部が設けられており、
前記締結ユニットは、
前記フランジ部に設けられた貫通孔を介して、前記連結ベースに螺合されたボルトと、
前記ボルトの周囲に装着されて、前記フランジ部を前記連結ベース側へと押圧するコイルばねと、を含む請求項1記載の曲げ加工機。
【請求項3】
前記回転規制ユニットは、
前記回転駆動ユニットの端部には外方に張り出したフランジ部が設けられており、前記フランジ部の外周をなす側面に当接される押圧プレートと、
前記連結ベースに固定されるとともに、前記押圧プレートの外方に位置する固定フレームと、
前記押圧プレートと前記固定フレームとの間に配置され、前記押圧プレートを前記フランジ部の側面に押し当てる一対の押圧ボルトと、を含む請求項1記載の曲げ加工機。
【請求項4】
前記フランジ部は四角形状であって、
前記回転規制ユニットは、前記フランジ部における4つの側面にそれぞれ設けられる請求項3記載の曲げ加工機。
【請求項5】
前記一対の押圧ボルトは、前記押圧プレートの中央部を境に一定距離だけ離れた位置にそれぞれ配置される請求項3又は4記載の曲げ加工機。
【請求項6】
前記回転駆動ユニットの端部には外方に張り出したフランジ部が設けられており、前記フランジ部は四角形状であって、
前記回転規制ユニットは、
前記フランジ部のコーナー部に沿ったL字形状の固定ブラケットと、
前記固定ブラケットを前記連結ベースに固定する締結部材と、を含む請求項1記載の曲げ加工機。
【請求項7】
前記回転規制ユニットは、前記フランジ部において対角にある一対のコーナー部にそれぞれ設けられる請求項6記載の曲げ加工機。
【請求項8】
前記回転規制ユニットは、前記ボルトと前記貫通孔との嵌め合いにより、前記回転駆動ユニットの回転を規制する請求項2記載の曲げ加工機。
【請求項9】
前記フランジ部は四角形状であって、
前記貫通孔は、前記フランジ部における4つのコーナー部にそれぞれ設けられている請求項8記載の曲げ加工機。
【請求項10】
前記減衰部材は、弾性を有するゴム製のシートである請求項1又は2記載の曲げ加工機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、曲げ加工機、及び曲げ加工機のテーブル駆動装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
ワークに対して曲げ加工を行う曲げ加工機として、例えばプレスブレーキが知られている。プレスブレーキは、ダイなどの金型が取り付けられる固定テーブルに対して、パンチなどの金型が取り付けられる可動テーブルを相対的に移動させることにより、ワークに対して曲げ加工を行う。
【0003】
特許文献1には、回転駆動ユニットによってボールねじ機構を回転させて、可動テーブルを上下方向に移動させるテーブル駆動装置が開示されている。テーブル駆動装置は、本体フレームに取り付けられている。
【先行技術文献】
【特許文献】
【0004】
特許第5531878号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、このような駆動方式においては、回転駆動ユニットで発生した振動が本体フレームに伝達されてしまう場合がある。本体フレームに伝達された振動は、機械全体を振動させるばかりか、異音となって現れてしまう。
【課題を解決するための手段】
【0006】
本発明の一態様の曲げ加工機は、本体フレームに上下方向に移動可能に支持された可動テーブルと、出力軸を回転駆動させる回転駆動ユニットと、本体フレームに取り付けられており、出力軸の回転運動を上下方向に沿った直線運動に変換することで可動テーブルを上下方向に移動させる変換ユニットと、回転駆動ユニットと変換ユニットとを構造的に連結させる連結ベースと、連結ベースと回転駆動ユニットとの間に配置され、振動を減衰させる減衰部材と、減衰部材による振動の減衰に必要なクリアランスを維持した状態で、連結ベースに対して回転駆動ユニットを取り付ける締結ユニットと、連結ベースに取り付けられており、回転駆動ユニットの回転を規制する回転規制ユニットと、を備える。
【0007】
本発明の一態様によれば、連結ベースと回転駆動ユニットとの間に減衰部材が設けられている。この減衰部材の存在により、回転駆動ユニットで発生した振動が変換ユニットを介して本体フレームに伝達されることを抑制することができる。これにより、機械全体が振動したり、異音が発生したりすることを抑制することができる。
【0008】
このとき、締結ユニットは、連結ベースと回転駆動ユニットとの間に必要なクリアランスを維持しているので、減衰部材は、その機能が妨げられることなく、回転駆動ユニットで発生した振動を適切に減衰させることができる。加えて、回転規制ユニットが存在しているので、回転駆動ユニットの回転方向の動きを規制することができる。
【発明の効果】
【0009】
本発明の一態様によれば、回転駆動ユニットで発生した振動の伝達を抑制することができ、さらには回転駆動ユニットに生じる回転方向の動きも抑制することができる。
【図面の簡単な説明】
【0010】
図1は、プレスブレーキ及びテーブル駆動装置の全体構成を示す正面図である。
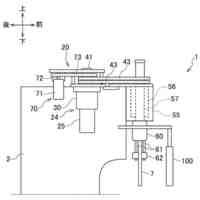
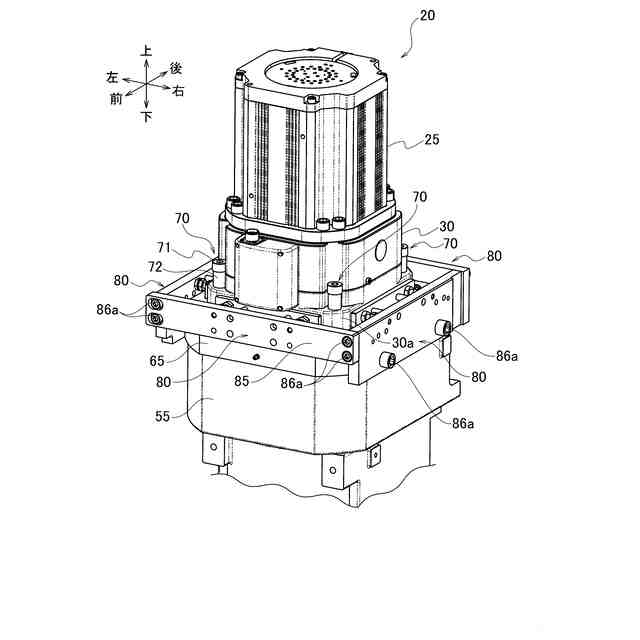
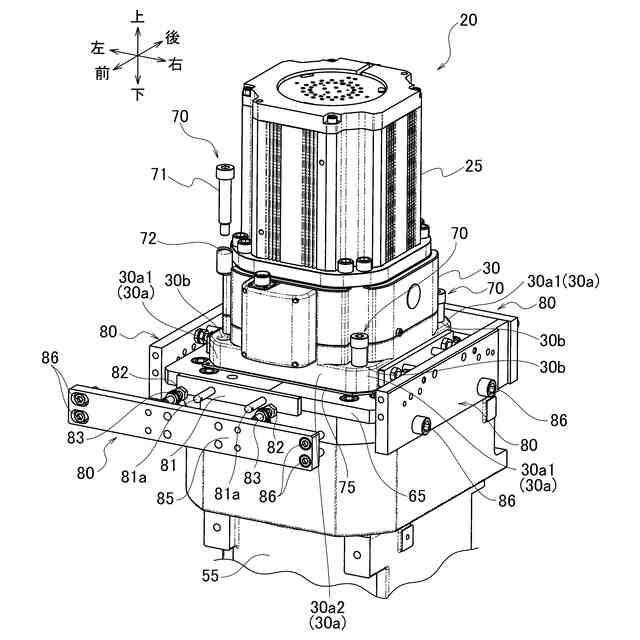
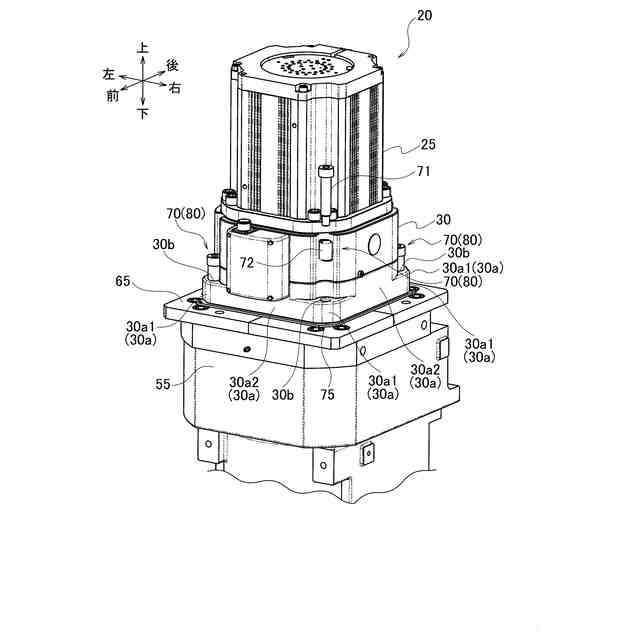
図2は、第1の実施形態に係るプレスブレーキのテーブル駆動装置を示す斜視図である。
図3は、第1の実施形態に係るプレスブレーキのテーブル駆動装置を示す分解斜視図である。
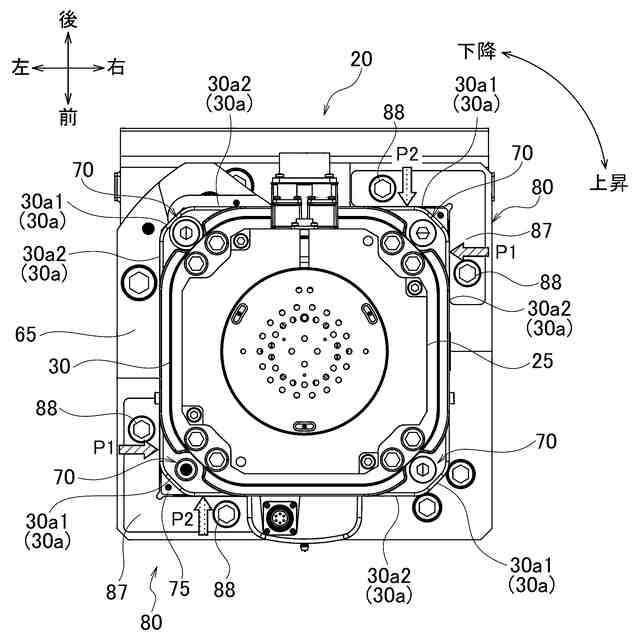
図4は、第1の実施形態に係るプレスブレーキのテーブル駆動装置を示す上面図である。
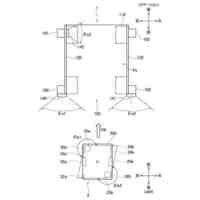
図5は、第1の実施形態に係る回転規制ユニットの機能を示す図である。
図6は、第2の実施形態に係るプレスブレーキのテーブル駆動装置を示す斜視図である。
図7は、第2の実施形態に係るプレスブレーキのテーブル駆動装置を示す上面図である。
図8は、第3の実施形態に係るプレスブレーキのテーブル駆動装置を示す分解斜視図である。
図9は、変形例に係るテーブル駆動装置の全体構成を示す正面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
磁気吸着装置
13日前
株式会社アマダ
安全確認画像の表示方法
10日前
株式会社アマダ
接合装置及び異種材接合方法
13日前
株式会社アマダ
倉庫制御装置及び倉庫制御方法
1か月前
株式会社アマダ
板金加工方法及び板金加工用金型
1か月前
株式会社アマダ
抵抗溶接機及び抵抗溶接機の制御方法
13日前
株式会社アマダ
プレスシステム及びプレスシステムの制御方法
10日前
株式会社アマダ
曲げ加工機、及び曲げ加工機のテーブル制御方法
7日前
株式会社アマダ
曲げ加工機、及び曲げ加工機のテーブル駆動装置
10日前
株式会社アマダ
搬送システム、搬送車両、及びステーション進入方法
10日前
株式会社アマダ
折曲げ加工機の金型交換装置、及び折曲げ加工機の金型交換方法
1か月前
株式会社プロテリアル
鍛造装置
21日前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
村田機械株式会社
プレス機械
3か月前
株式会社プロテリアル
熱間鍛造用金型
4か月前
トヨタ自動車株式会社
金型装置
21日前
トヨタ自動車株式会社
プレス金型
4か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
金型装置
4か月前
株式会社ゴーシュー
歯車素材
3か月前
日伸工業株式会社
加工システム
2か月前
日産自動車株式会社
逐次成形方法
3か月前
石田鉄工株式会社
格子状製品の製造方法
5か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
3か月前
A株式会社
接合部材、及び、骨組み構造体
3か月前
株式会社三明製作所
転造装置
10日前
株式会社カネミツ
筒張出部形成方法
今日
トヨタ自動車株式会社
熱間鍛造用金型
22日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
6日前
ニデック株式会社
金型及び打ち抜き方法
4か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社不二越
転造加工用鋼製平ダイス
2か月前
冨士発條株式会社
トリミング装置
4か月前
ダイハツ工業株式会社
曲げ加工装置
5か月前
ダイハツ工業株式会社
曲げ加工装置
5か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ