TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025010897
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2023113196
出願日
2023-07-10
発明の名称
曲げ加工機、及び曲げ加工機のテーブル制御方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B30B
15/10 20060101AFI20250116BHJP(プレス)
要約
【課題】可動テーブルの自重による作用を考慮して可動テーブルの昇降制御を行う。
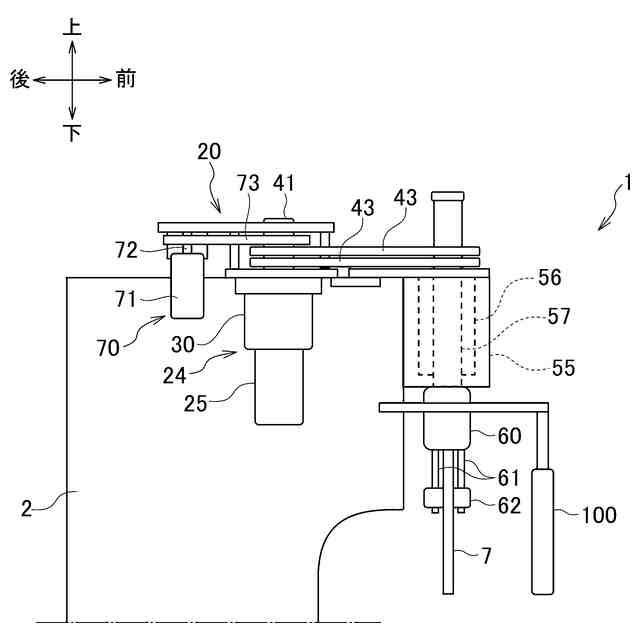
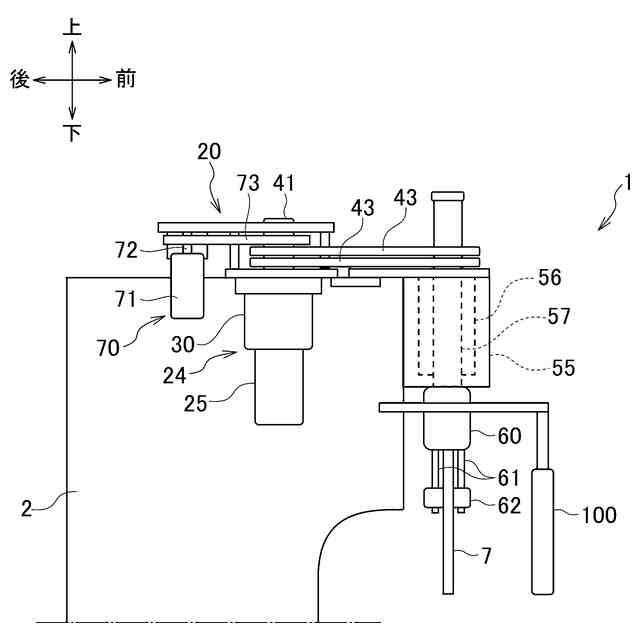
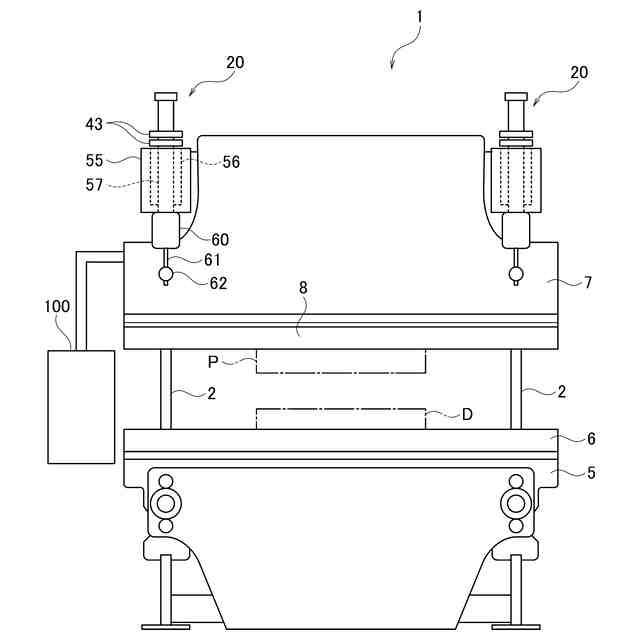
【解決手段】プレスブレーキ1は、下部テーブル5に対して上下方向に対向して配置される上部テーブル7と、駆動用モータ25からの動力が複数の歯車要素を介して伝達される駆動軸41を含む駆動ユニット24と、駆動軸41の回転運動を上下方向に沿った直線運動に変換するボールねじ機構55と、上部テーブル7を下方向に移動させる力に対して抵抗する力を付与するブレーキ機構70と、ワークに曲げ加工を行うための上部テーブル7の昇降制御を行う制御装置100と、を有する。制御装置100は、上部テーブル7の昇降制御における制御の過程に応じてブレーキ機構70のオンオフを切り替える。
【選択図】図1
特許請求の範囲
【請求項1】
固定テーブルに対して上下方向に対向して配置される可動テーブルと、
駆動用モータと、歯構造により互いに係合可能な複数の歯車要素と、前記駆動用モータからの動力が前記複数の歯車要素を介して伝達される駆動軸と、を含む駆動ユニットと、
前記駆動軸の回転運動を上下方向に沿った直線運動に変換することで、前記可動テーブルを上下方向に移動させる変換ユニットと、
前記可動テーブルを下方向に移動させる力に対して抵抗する力を付与するブレーキ機構と、
前記駆動ユニットを制御して、ワークに曲げ加工を行うための前記可動テーブルの昇降制御を行う制御装置と、を有し、
前記制御装置は、前記可動テーブルの昇降制御における制御の過程に応じて前記ブレーキ機構のオンオフを切り替える曲げ加工機。
続きを表示(約 1,400 文字)
【請求項2】
前記ブレーキ機構は、
モータの端子間を、抵抗を介して短絡させることで制動力を発生するブレーキ用モータと、
前記ブレーキ用モータのモータ軸と、前記駆動ユニットの前記駆動軸との間に掛け渡されたタイミングベルトと、で構成される請求項1記載の曲げ加工機。
【請求項3】
前記ブレーキ機構は、
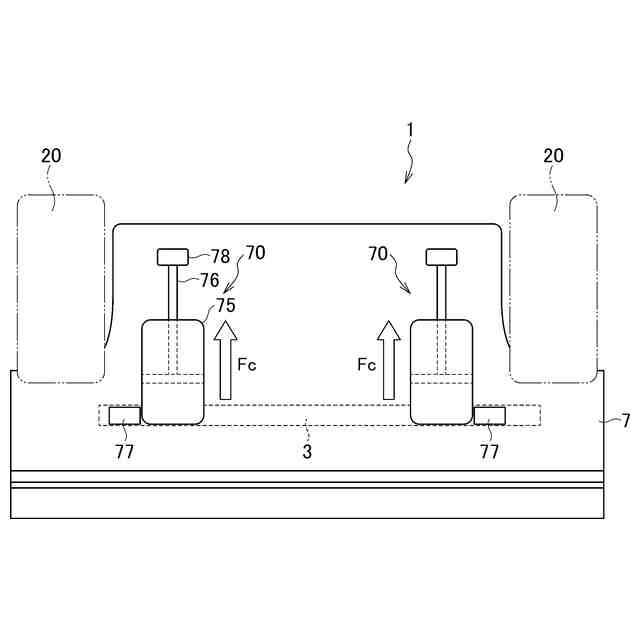
前記可動テーブルに連結されて、前記可動テーブルを上方向に付勢する力を発生する流体圧シリンダと、
前記流体圧シリンダに対する流体の供給及び排出を制御する電磁弁と、で構成される請求項1記載の曲げ加工機。
【請求項4】
前記制御装置は、前記固定テーブルに装着された金型と前記可動テーブルに装着された金型との間で前記ワークを加圧しながら前記可動テーブルが下端位置に向かって減速する加圧減速期間で、前記ブレーキ機構をオンする請求項1記載の曲げ加工機。
【請求項5】
前記制御装置は、所定の禁止条件を満たす場合には、前記加圧減速期間であっても前記前記ブレーキ機構をオフのまま継続する請求項4記載の曲げ加工機。
【請求項6】
前記駆動ユニットは、
前記駆動用モータのモータ軸の回転を減速して前記駆動軸に伝達する減速機と、
前記減速機における減速比を切り替えるクラッチ機構と、を含み、
前記制御装置は、
前記可動テーブルを上端位置から下端位置へと下降させる途中で前記クラッチ機構の切り替えを行うとともに、前記可動テーブルを前記下端位置から前記上端位置へと上昇させる途中で前記クラッチ機構の切り替えを行い、
前記クラッチ機構の切り替えを行う切替期間で、前記ブレーキ機構をオンする請求項1記載の曲げ加工機。
【請求項7】
前記制御装置は、
前記可動テーブルを急停止させる急停止期間で、前記ブレーキ機構をオンする請求項1記載の曲げ加工機。
【請求項8】
前記制御装置は、
前記可動テーブルを上端位置のままで維持するテーブル維持期間で、前記ブレーキ機構をオンする請求項1記載の曲げ加工機。
【請求項9】
前記制御装置は、
前記固定テーブルに装着された金型と前記可動テーブルに装着された金型との間で前記ワークの加圧を開始した後、前記下端位置に到達する前に前記可動テーブルを上方向に反転させて前記ワークに対する加圧を解除する除荷を行うとともに、
前記可動テーブルの反転期間で、前記ブレーキ機構をオンする請求項4記載の曲げ加工機。
【請求項10】
曲げ加工機のテーブル制御方法であって、
駆動ユニットを制御して、固定テーブルに対して上下方向に対向して配置された可動テーブルを昇降させる昇降制御を行い、
前記可動テーブルの昇降制御における制御の過程に応じて、ブレーキ機構のオンオフを切り替える、ことを含み、
前記駆動ユニットは、
駆動用モータと、
歯構造により互いに係合可能な複数の歯車要素と、
回転運動を直線運動に変換することで前記可動テーブルを上下方向に移動させる変換ユニットに連結されており、前記駆動用モータからの動力が前記複数の歯車要素を介して伝達される駆動軸と、を備え、
前記ブレーキ機構は、
前記可動テーブルを下方向に移動させる力に対して抵抗する力を付与する曲げ加工機のテーブル制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、曲げ加工機、及び曲げ加工機のテーブル制御方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
プレスブレーキは、ダイなどの金型が装着される固定テーブルに対して、パンチなどの金型が装着される可動テーブルを上下方向に移動させることにより、ワークに対して曲げ加工を行う。可動テーブルを駆動するテーブル駆動装置は、駆動用モータによって駆動軸を回転させる駆動ユニットと、駆動軸の回転運動を上下方向に沿った直線運動に変換することで、可動テーブルを上下方向に移動させる変換ユニットと、を備えている。駆動ユニットは、歯構造により互いに係合可能な複数の歯車要素を備えており、駆動用モータからの動力が複数の歯車要素を介して駆動軸に伝達されている。
【0003】
特許文献1には、回転駆動源によってボールねじ機構を回転させて、可動テーブルを上下方向に移動させる技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第5531878号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
曲げ加工機では、可動テーブルを上下に移動させる昇降制御を行う必要があるが、重量物である可動テーブルの自重が制御上の様々な問題に影響を及ぼす。そのため、可動テーブルの昇降制御を行うためには、可動テーブルの自重による影響を十分に考慮する必要がある。
【課題を解決するための手段】
【0006】
本発明の一態様の曲げ加工機は、固定テーブルに対して上下方向に対向して配置される可動テーブルと、駆動用モータと、歯構造により互いに係合可能な複数の歯車要素と、駆動用モータからの動力が複数の歯車要素を介して伝達される駆動軸と、を含む駆動ユニットと、駆動軸の回転運動を上下方向に沿った直線運動に変換することで、可動テーブルを上下方向に移動させる変換ユニットと、可動テーブルを下方向に移動させる力に対して抵抗する力を付与するブレーキ機構と、駆動ユニットを制御して、ワークに曲げ加工を行うための可動テーブルの昇降制御を行う制御装置と、を有し、制御装置は、可動テーブルの昇降制御における制御の過程に応じてブレーキ機構のオンオフを切り替える。
【発明の効果】
【0007】
本発明の一態様によれば、ブレーキ機構のオンオフを切り替えることで、可動テーブルの自重による影響を考慮して可動テーブルの昇降制御を行うことができる。
【図面の簡単な説明】
【0008】
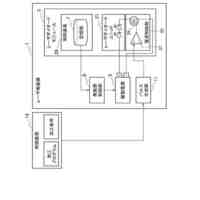
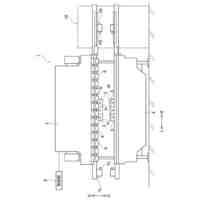
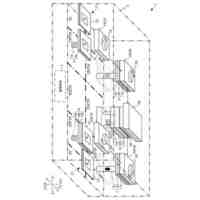
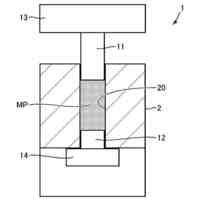
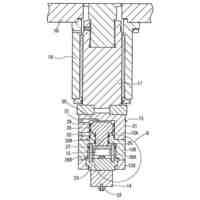
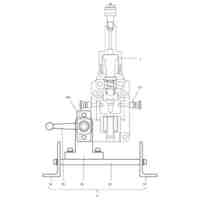
図1は、本実施形態に係るプレスブレーキのテーブル駆動装置の要部を示す側面図である。
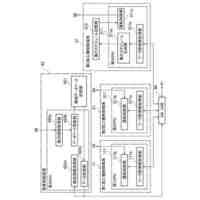
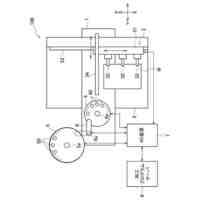
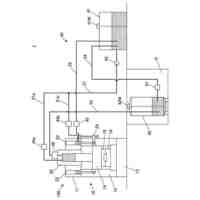
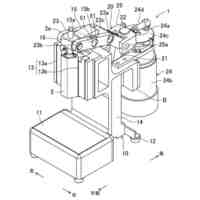
図2は、本実施形態に係るプレスブレーキの全体構成を示す正面図である。
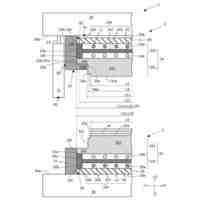
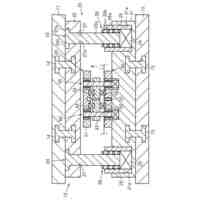
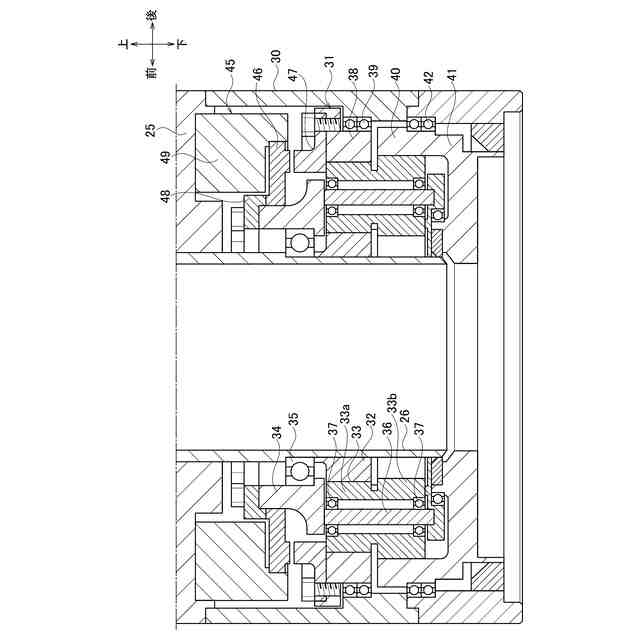
図3は、減速機の要部を示す断面図である。
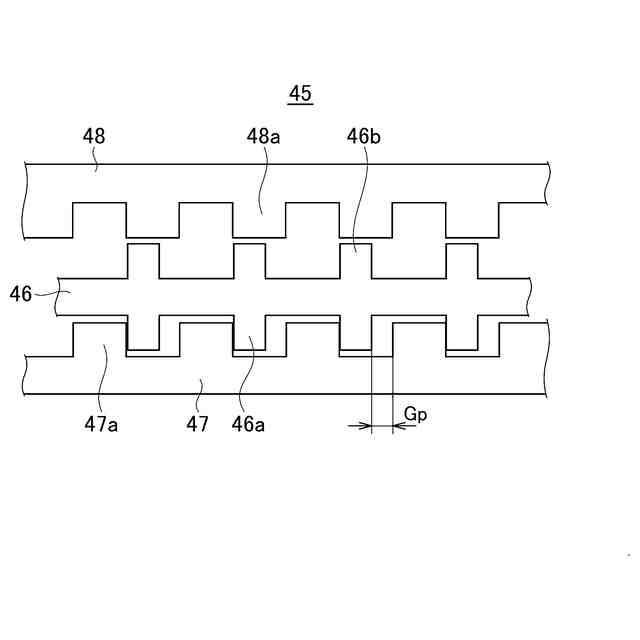
図4は、クラッチ機構の要部を拡大して示す側面図であって、高速モードの状態を示す図である。
図5は、クラッチ機構の要部を拡大して示す側面図であって、高トルクモードの状態を示す図である。
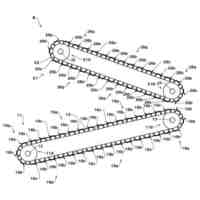
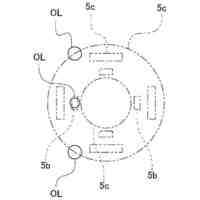
図6は、ブレーキ機構の変形例を示す説明図である。
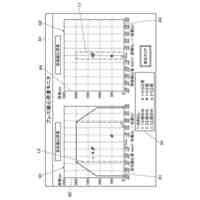
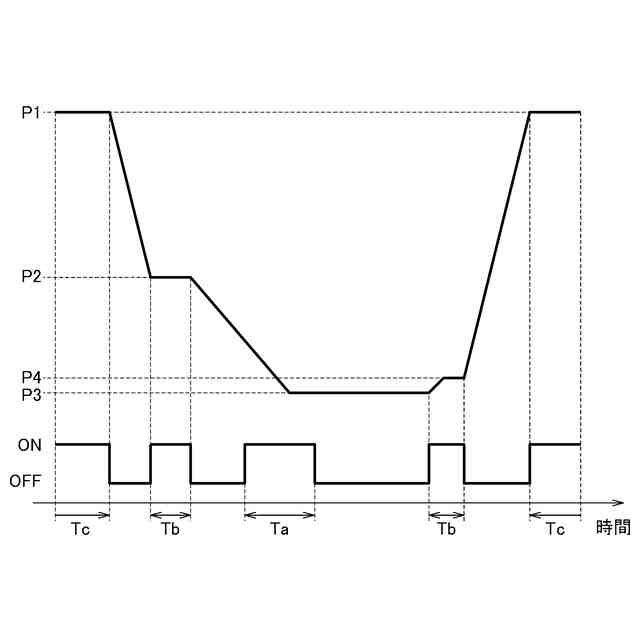
図7は、上部テーブルの昇降制御における一連の過程を説明する図である。
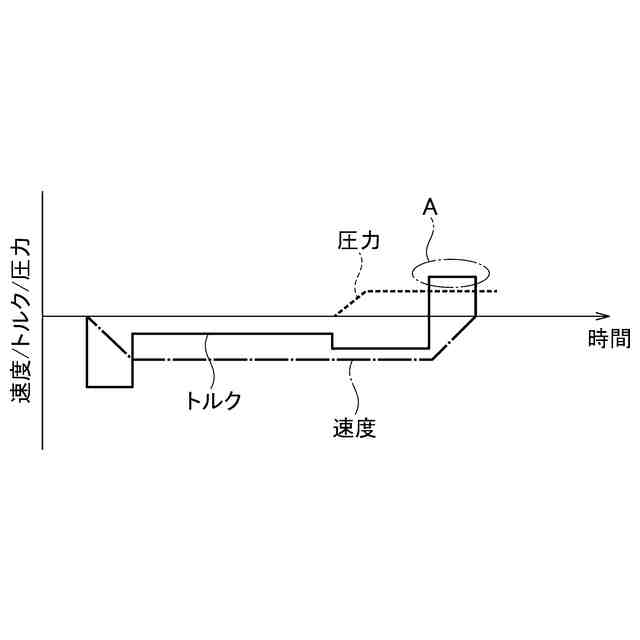
図8は、高トルクモードで上部テーブルが下降するときの速度、トルク及び圧力の推移を示す図であって、ブレーキ機構をオンしないときの図である。
図9は、高トルクモードで上部テーブルが下降するときの速度、トルク及び圧力の推移を示す図であって、ブレーキ機構をオンしたときの図である。
図10は、高トルクモードで上部テーブルが下降するときの速度、トルク及び圧力の推移を示す図であって、ブレーキ機構をオンしたときの図である。
図11は、高速モードから高トルクモードへのモード切替時のクラッチ機構の状態を示す図である。
図12は、上部テーブルの急停止を説明する図である。
図13は、上部テーブルを急停止させたときの速度及びトルクの推移を示す図であって、ブレーキ機構をオンしないときの図である。
図14は、上部テーブルを急停止させたときの速度及びトルクの推移を示す図であって、ブレーキ機構をオンしたときの図である。
図15は、上部テーブルが上端位置から下降するときの速度及びトルクの推移を示す図であって、ブレーキ機構をオンしないときの図である。
図16は、上部テーブルが上端位置から下降するときの速度及びトルクの推移を示す図であって、ブレーキ機構をオンしたときの図である。
図17は、上部テーブルの昇降制御における一連の過程を説明する図である。
図18は、上部テーブルを反転させるときのクラッチ機構の状態を示す図である。
【発明を実施するための形態】
【0009】
以下、図面を参照し、本実施形態に係る曲げ加工機を、プレスブレーキを例示して説明する。
【0010】
図1は、本実施形態に係るプレスブレーキ1のテーブル駆動装置20の要部を示す側面図である。本明細書では、方向の定義として、左右方向、前後方向、及び上下方向を用いる。左右方向及び前後方向は水平方向において直交する2つの方向に対応し、上下方向は鉛直方向に対応する。これらの方向は、本実施形態に係るプレスブレーキを説明するために、便宜的に用いられるに過ぎない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
無人搬送車
1か月前
株式会社アマダ
レーザ発振器
2か月前
株式会社アマダ
ビード形成方法
18日前
株式会社アマダ
工作機械制御装置
1か月前
株式会社アマダ
見積り作成システム
1か月前
株式会社アマダ
金型管理装置及び加工機制御装置
24日前
株式会社アマダ
加工システム及び加工性判定システム
1か月前
株式会社アマダ
ガルバノスキャナユニット及びレーザ加工機
10日前
株式会社アマダ
プレスブレーキ制御装置及び曲げ速度算出方法
1か月前
株式会社アマダ
干渉確認システム、干渉確認方法及び曲げ加工機
11日前
株式会社アマダ
スポット溶接機及びスポット溶接機のワーク溶接方法
2か月前
株式会社アマダ
プレスブレーキ及びプレスブレーキの金型位置決め方法
20日前
株式会社アマダ
生産管理システム、生産管理方法及び生産管理プログラム
1か月前
株式会社アマダ
タレットパンチプレス及びタレットパンチプレスの制御方法
1か月前
株式会社アマダ
制御装置、溶接加工システム、教示点判定方法及び教示点判定プログラム
11日前
株式会社アマダ
図形データ作成装置、図形データ作成方法、及び図形データ作成プログラム
2か月前
株式会社アマダ
生産管理システム、生産シミュレーション装置、生産シミュレーション方法及び生産シミュレーションプログラム
1か月前
日機装株式会社
加圧装置
6か月前
株式会社ヨコオ
製造装置
6か月前
日機装株式会社
加圧装置
17日前
日機装株式会社
加圧システム
6か月前
相源株式会社
制御装置
17日前
株式会社ササキコーポレーション
圧縮装置
7か月前
株式会社ササキコーポレーション
圧縮装置
7か月前
トヨタ紡織株式会社
プレス装置
7か月前
大同工業株式会社
高温成形用金型
4か月前
住友重機械工業株式会社
プレス装置
6か月前
住友重機械工業株式会社
プレス装置
5か月前
日本発條株式会社
加工油供給方法及び装置
4か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
4か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
5か月前
シージーケー株式会社
プレス装置
8か月前
株式会社西田製作所
工具ヘッドと据置台との組み合わせ
6か月前
個人
プレス機械の往復運動を利用したスクラップ搬送装置
8か月前
いすゞ自動車株式会社
成形装置
2か月前
マクセル株式会社
粉体成型体の製造方法及び製造装置
4日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ