TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025093581
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2023209323
出願日
2023-12-12
発明の名称
高温成形用金型
出願人
大同工業株式会社
代理人
個人
,
個人
主分類
B30B
11/02 20060101AFI20250617BHJP(プレス)
要約
【課題】被加工材の取り出しが容易で、管理の容易な高温成形用金型を提供する。
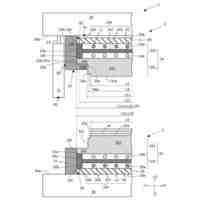
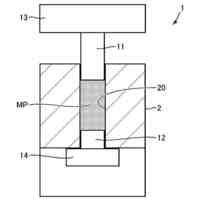
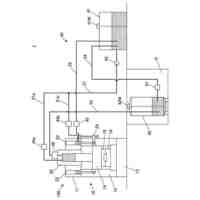
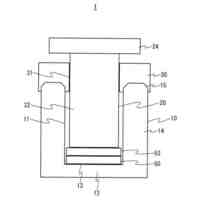
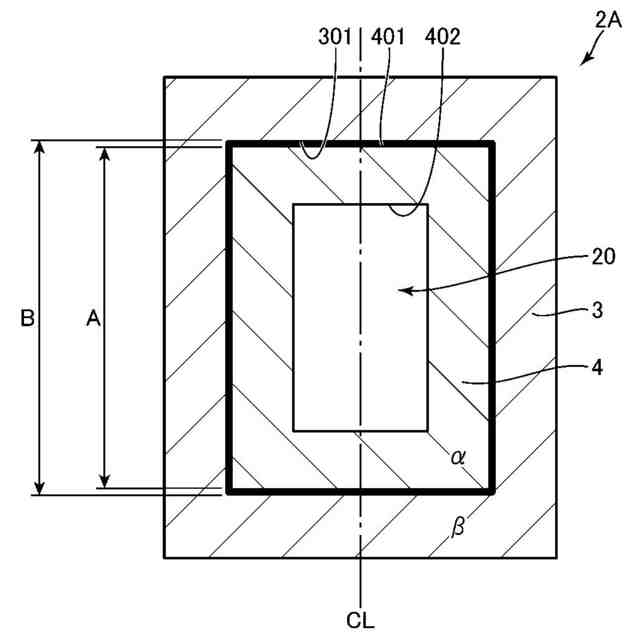
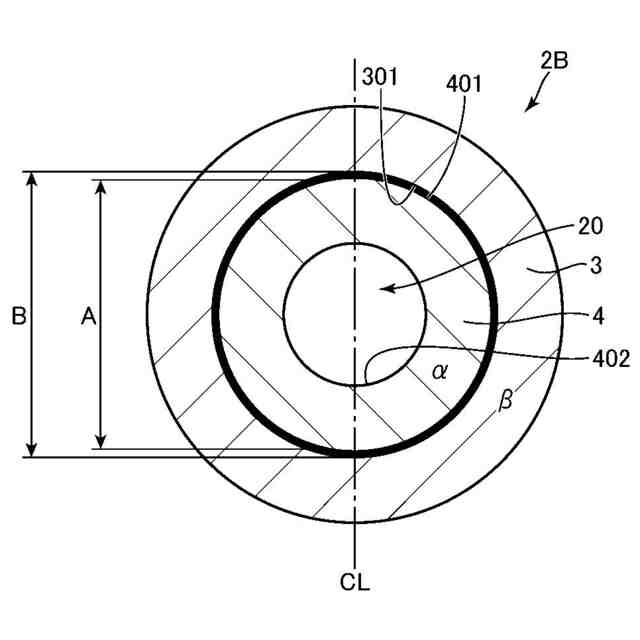
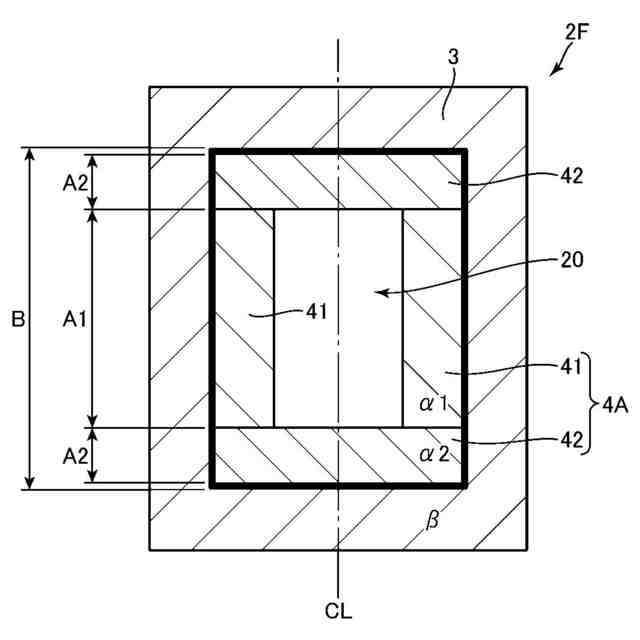
【解決手段】高温成形用金型2Aは、保持面としての内壁面301を含む外型3と、内壁面301に少なくとも一部が隣接する外側面401と、成形室20を区画する内側面402とを含む内型3と、を備える。高温成形前の外型3および内型4の温度をT、高温成形に伴う温度上昇をΔTとし、温度Tから温度T+ΔTまでの温度領域における内型4の熱膨張率をα、外型3の熱膨張率をβとするとき、下記式(1)の関係を満たす。
(1)α>β
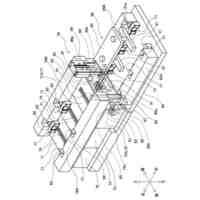
【選択図】図1
特許請求の範囲
【請求項1】
保持面を含む外型と、
前記保持面に少なくとも一部が隣接する外側面と、成形室を区画する内側面とを含む内型と、を備え、
高温成形前の前記外型および前記内型の温度をT、高温成形に伴う温度上昇をΔTとし、温度Tから温度T+ΔTまでの温度領域における前記内型の熱膨張率をα、前記外型の熱膨張率をβとするとき、下記式(1)の関係を満たす、高温成形用金型。
(1)α>β
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の高温成形用金型において、
前記保持面が前記内型を取り囲む内壁面であり、
前記成形室の中心を通る中心線に沿う方向における、前記内型の外寸をA、前記外型の内寸をBとするとき、下記式(2)の関係を満たす、高温成形用金型。
(2)α×A×ΔT>β×B×ΔT
【請求項3】
請求項2に記載の高温成形用金型において、
前記内型は、複数の分割型の集合体で形成される分割タイプの内型である、高温成形用金型。
【請求項4】
請求項3に記載の高温成形用金型において、
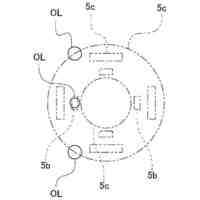
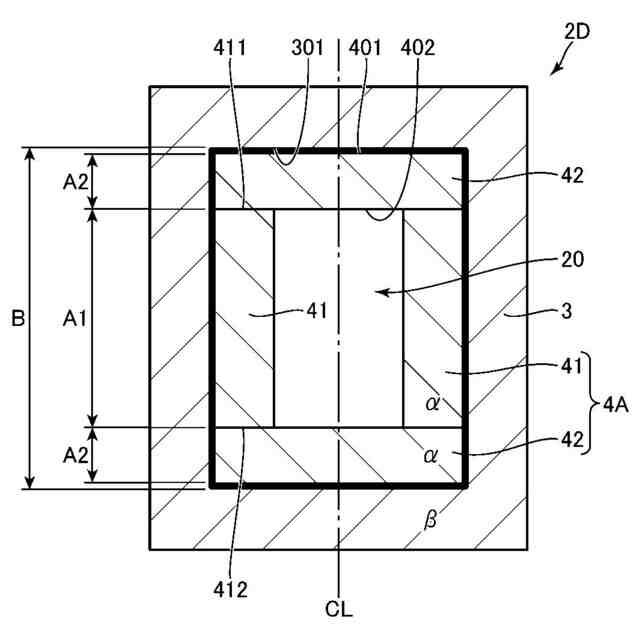
前記複数の分割型は、
前記成形室の中心線を挟んで対向して配置された一対の第1分割型と、
前記中心線と交差し、前記一対の第1分割型の一端および他端にそれぞれ隣接するように対向して配置された一対の第2分割型と、を含み、
前記中心線に沿う前記第1分割型の寸法をA1、前記中心線に沿う前記第2分割型の一つの寸法をA2とするとき、下記式(3)の関係を満たす、高温成形用金型。
(3)α×A1×ΔT+2×(α×A2×ΔT)>β×B×ΔT
【請求項5】
請求項4に記載の高温成形用金型において、
温度Tから温度T+ΔTまでの温度領域における前記第1分割型の熱膨張率がα1、前記第2分割型の熱膨張率がα2であるとき、下記式(4)の関係を満たす、高温成形用金型。
(4)α1×A1×ΔT+2×(α2×A2×ΔT)>β×B×ΔT(但し、α1>β、α2>β)
【請求項6】
請求項3に記載の高温成形用金型において、
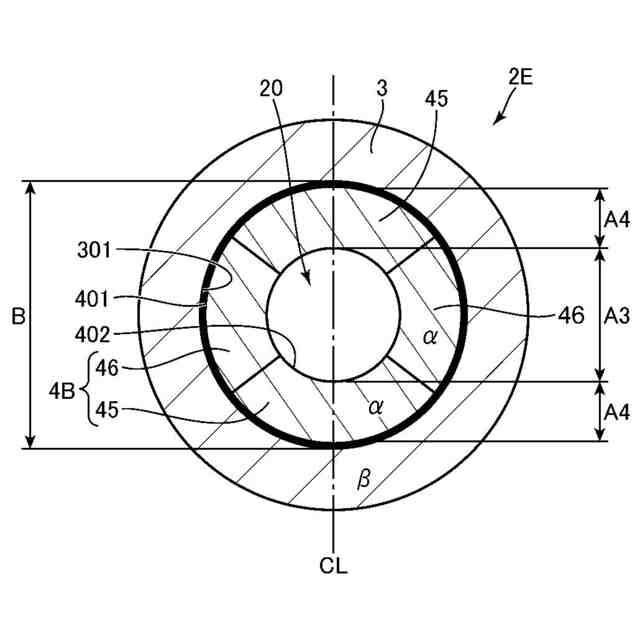
前記複数の分割型は、前記成形室の中心を円中心とする円筒型の内型を周方向に複数に分割した円弧状の分割型であって、前記成形室の中心線に沿って対向する一対の円弧分割型を含み、
前記中心線上における前記一対の円弧分割型間の距離をA3、前記中心線に沿う前記円弧分割型の一つの寸法をA4とするとき、下記式(5)の関係を満たす、高温成形用金型。
(5)α×(A3+2×A4)×ΔT>β×B×ΔT
【請求項7】
請求項4に記載の高温成形用金型において、
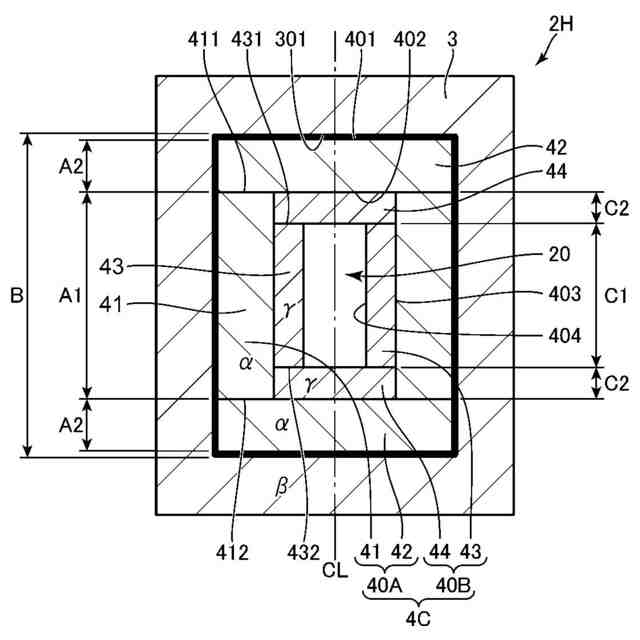
複数の分割型は、前記一対の第1分割型と前記一対の第2分割型とで区画された内壁面に沿って配置され、前記成形室を区画する一対の第3分割型および一対の第4分割型をさらに含み、
前記一対の第3分割型は、前記成形室の中心線を挟んで対向して配置され、
前記一対の第4分割型は、前記中心線と交差し、前記一対の第3分割型の一端および他端にそれぞれ隣接するように対向して配置され、
温度Tから温度T+ΔTまでの温度領域における前記第3分割型および前記第4分割型の熱膨張率をγとし、前記中心線に沿う前記第3分割型の寸法をC1、前記中心線に沿う前記第4分割型の一つの寸法をC2とするとき、下記式(6)または(7)の関係を満たす、高温成形用金型。
(6)α×A1×ΔT+2×(α×A2×ΔT)>β×B×ΔT(但し、α<γ)
(7)2×(α×A2×ΔT)+γ×C1×ΔT+2×(γ×C2×ΔT)>β×B×ΔT(但し、α>γ)
【請求項8】
請求項1~7のいずれか1項に記載の高温成形用金型において、
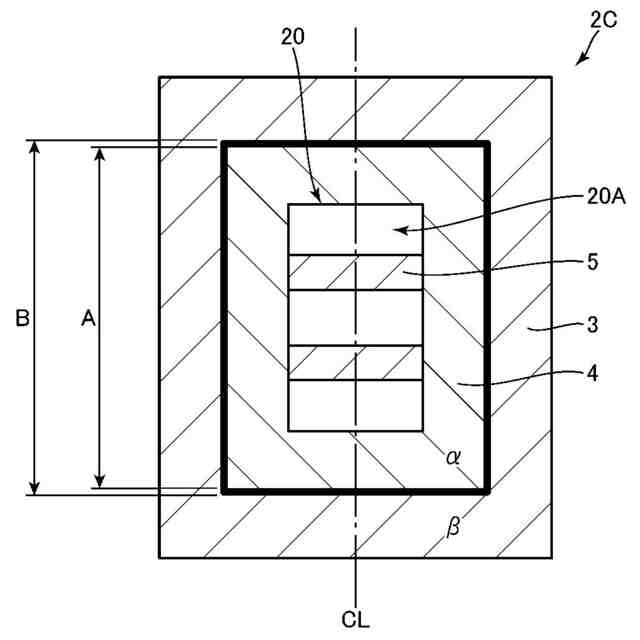
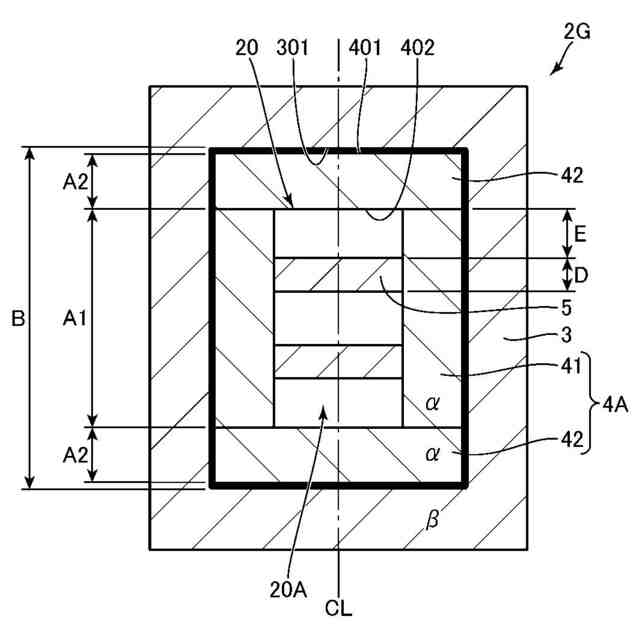
前記成形室の内部に配置され、当該成形室を複数の区画に分ける仕切り板をさらに備える、高温成形用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工材を高温で成形する金型に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
金型を用いた高温成形では、熱膨張の影響で被加工材の金型からの取り出しが困難となることがある。高温成形時、金型は熱膨張する上、成形荷重による弾性変形によって初期寸法よりも大きくなる。成形後の冷却で高温環境を除去したとき、金型の熱収縮量および弾性変形量が被加工材の熱収縮量よりも大きいと、被加工材を金型から取り出せなくなる。このため、金型を内型と外型との二層構造とし、内型を分割型にすると共に、内型と外型とをテーパ嵌合させたテーパ金型構造が知られている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第3050866号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、テーパ金型は、製作に際してテーパ形状への加工が必要となり、精度を出し難く、加工費が高価となる傾向がある。また、内型と外型とを実際に組み立てての現合仕上げ加工が必要となることがある。この場合、現合調整された内型と外型とのセットでの使用および保管が必須となる。従って、多数の金型を用いて熱間成形を行う成形装置等においては、金型の管理・保管の手間が増大するという問題がある。
【0005】
本発明の目的は、被加工材の取り出しが容易で、管理の容易な高温成形用金型を提供することにある。
【課題を解決するための手段】
【0006】
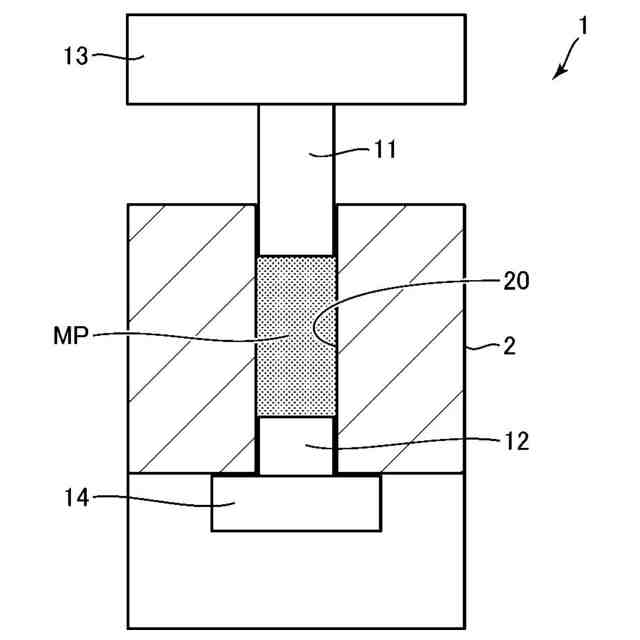
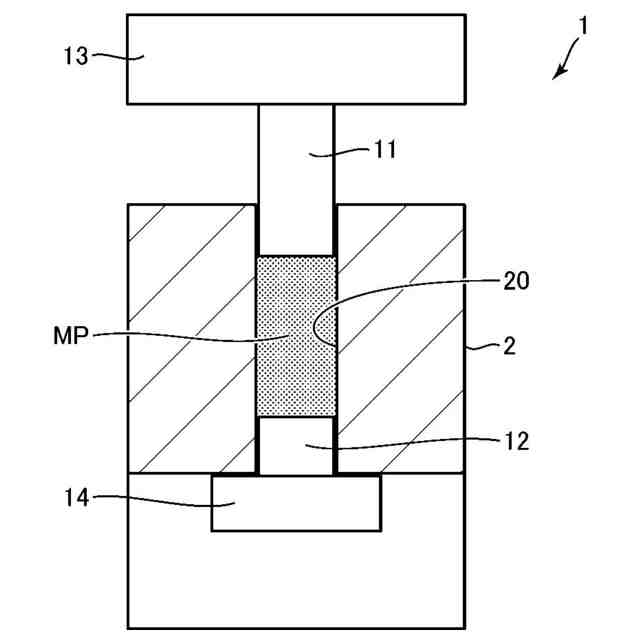
本発明の一局面に係る高温成形用金型は、保持面を含む外型と、前記保持面に少なくとも一部が隣接する外側面と、成形室を区画する内側面とを含む内型と、を備え、高温成形前の前記外型および前記内型の温度をT、高温成形に伴う温度上昇をΔTとし、温度Tから温度T+ΔTまでの温度領域における前記内型の熱膨張率をα、前記外型の熱膨張率をβとするとき、下記式(1)の関係を満たす。
(1)α>β
【0007】
この態様によれば、内型の熱膨張率αが外型の熱膨張率βよりも大きいので、熱間では外型で周囲が拘束された状態で内型が膨張することになる。従って、被加工材を成形室に入れて加熱およびプレスを行った場合、内型の内壁面への被加工材の押し当て力が高まり、精度の良い加工が行える。つまり、成形室の内面形状を良好に被加工材へ転写できる。一方、熱間から冷間に降温すると、内型の方が外型より熱収縮度合いが大きくなる。このため、内型と外型との間に隙間が生じ易くなり、外型からの内型の離型が容易に行える。また、内型と外型との熱膨張率差を利用して成形精度の向上と被加工材の取り出しを実現するので、テーパ金型のような内型と外型との現合仕上げ加工が不要である。従って、内型と外型とのセットでの管理・保管は不要となり、金型の管理の容易化を図ることができる。
【0008】
上記の高温成形用金型において、前記保持面が前記内型を取り囲む内壁面であり、前記成形室の中心を通る中心線に沿う方向における、前記内型の外寸をA、前記外型の内寸をBとするとき、下記式(2)の関係を満たすことが望ましい。
(2)α×A×ΔT>β×B×ΔT
【0009】
この態様によれば、ΔTの温度範囲における熱伸縮量について、内型の外寸の方が外型の内寸よりも大きくなる。このため、熱間においては内型が外型に押し当たって締まり嵌めとなり、金型の強度が向上する。一方、熱間から冷間に降温した際、内型が外型よりも大きく収縮するので、内型を外型から確実に離型させることができる。
【0010】
上記の高温成形用金型において、前記内型は、複数の分割型の集合体で形成される分割タイプの内型であることが望ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同工業株式会社
潤滑剤及び潤滑剤の塗布方法
3か月前
大同工業株式会社
チェーン
1か月前
大同工業株式会社
バキュームコンベア用チェーン及びバキュームコンベア装置
15日前
日機装株式会社
加圧装置
20日前
株式会社ヨコオ
製造装置
6か月前
日機装株式会社
加圧装置
6か月前
相源株式会社
制御装置
20日前
日機装株式会社
加圧システム
7か月前
大同工業株式会社
高温成形用金型
4か月前
住友重機械工業株式会社
プレス装置
5か月前
住友重機械工業株式会社
プレス装置
6か月前
日本発條株式会社
加工油供給方法及び装置
4か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
4か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
5か月前
株式会社西田製作所
工具ヘッドと据置台との組み合わせ
6か月前
いすゞ自動車株式会社
成形装置
2か月前
株式会社菊水製作所
成形品製造用機械の監視システム
今日
マクセル株式会社
粉体成型体の製造方法及び製造装置
7日前
株式会社合同資源
金属ヨウ化物錠剤の製造方法
7か月前
株式会社金陽社
熱プレス用緩衝材
2か月前
大同特殊鋼株式会社
連続式真空ホットプレス装置
2か月前
株式会社ディムコ
ガイドユニットを備えるダブルベルトプレス装置
5か月前
住友重機械工業株式会社
プレス装置及びプレス装置の配管工程
4か月前
トヨタ自動車株式会社
ロールプレス装置
1か月前
冨士発條株式会社
プレスシステム、およびトランスファ装置
3か月前
株式会社SGIC
加熱ブロック及びダブルベルトプレス
6か月前
UBEマシナリー株式会社
押出プレス装置の支援システム
4か月前
日伸工業株式会社
プレス加工システム及びプレス加工装置
26日前
株式会社石垣
スクリュープレスにおける目詰まり防止機構及びそれを用いた目詰まり防止方法
6か月前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の操作支援方法
2か月前
株式会社KMC
監視システム、センサープレート及び通信制御ユニット
2か月前
ノリタケ株式会社
ロールコンパクション成形装置およびロールコンパクション成形用搬送装置
1か月前
住友重機械工業株式会社
プレス装置、診断装置、プレス装置の健全性診断方法及び健全性診断プログラム
7か月前
アピックヤマダ株式会社
プレス装置、プレス方法、樹脂封止装置及び樹脂封止方法
12日前
学校法人金沢工業大学
加工機械の制御方法、加工機械の制御装置及び制御プログラム
6か月前
コマツ産機株式会社
プレス機械の金型用の予知保全システム及び予知保全のための方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ